

Grand Opening: AddUp Solution Center Offers LPBF & DED Metal 3D Printing


Global metal additive manufacturing OEM AddUp Solutions was established as a joint venture by French companies Michelin and fives back in 2015. The company’s main technology is laser powder bed fusion (LPBF) technology, but when its U.S. subsidiary, AddUp Inc., acquired BeAM Machines in 2018, directed energy deposition (DED) was added to the portfolio. Then, in 2020, AddUp announced that it would be establishing its North American headquarters in Blue Ash, Ohio—specifically in the same facility that BeAM moved into in 2017—and forming a single operating unit to provide metal 3D printing services to the company’s U.S. customers.
As I had attended the original open house for BeAM, I was delighted to receive an invitation to the AddUp open house from Sarah Plummer, Director of Global Marketing Communications at AddUp.


The AddUp Solution Center in Blue Ash, just north of Cincinnati, is less than an hour from my home in Dayton, so it was an easy drive to make, and I arrived just as the lunch hour was ending. Beyond the welcome desk, many visitors were chatting, checking out the facility and machines, and visiting the tables set up by AddUp partners ORNL, America Makes, The Ohio State University, PostProcess Technologies, and of course, Michelin and fives.
Nick Estock, Director of Applications and Business Development at AddUp, Inc., took me on a tour of the 20,000 square foot facility.
Touring the AddUp Solution Center

The new AddUp Solution Center features a metallurgical lab, post-process machining department, quality metrology lab, and dedicated workspaces for its DED and PBF machines. The facility is ITAR and CMMC compliant, certified to ISO 9001 and AS 9100, and will serve as a demonstration facility for its two AM technologies, in addition to offering consulting services, POC production, and applications training for U.S. customers in the aerospace, medical, defense, and tooling industries.

Estock explained that Michelin has been using PBF for years to make prototypes of sipes (used to give tires their intricate grooves) for tire molds. Once Michelin found that the technology could get prototype development down from nine weeks to two, the company realized it could improve the performance of the actual tire sipes, and called on its partner fives—a $2 billion, 200-year-old industrial engineering company—for help. After the two formed AddUp in 2015, they developed their first machine to go to market.
“This is really a culmination of all the lessons learned in using this technology, with Michelin being a power user and fives being the machine tool builder, to go integrate all those lessons learned into our machine,” Estock said.

AddUp initially came to the U.S. in 2018, setting up shop next to the Michelin plant in Greenville, South Carolina. Around this same time, the joint venture acquired BeAM, followed soon after by a majority stake in fellow French company Poly-Shape. Unfortunately, the COVID-19 pandemic slowed the acquisition of BeAM, so the merger wasn’t completed until the beginning of 2021.
Estock told me that because of this, AddUp has really only been here in the U.S. for the last six to twelve months. Its first part was printed here in the fall, and Rush LaSelle was appointed as CEO of the subsidiary just a few months ago.
“We’re a little bit of the new guys on the block from a market standpoint, in the U.S.,” he told me. “But we’re building off the pedigree that is Michelin, who’s been doing this for 25 years.”

Image courtesy of Sarah Plummer, AddUp
Estock said there are a few specific industries AddUp feels it can best support with its technology, with automotive obviously being one, as well as tooling, aerospace, and medical. He explained that the PBF technology uses a roller and fine powder, enabling tighter packing of the powder into the build bed, “which gives us a better feature resolution and surface finish.”
“For aerospace applications, where there are fluid dynamics and thermodynamics going on, better surface finish is really important. So, I think we can help those guys in that area,” he said.
The fine feature resolution and precise details that AddUp’s four-laser system delivers will be a big help in the medical space as well, particularly with applications like implants. AddUp should soon be announcing some new partners in both the medial and aerospace sectors, which is always exciting news.
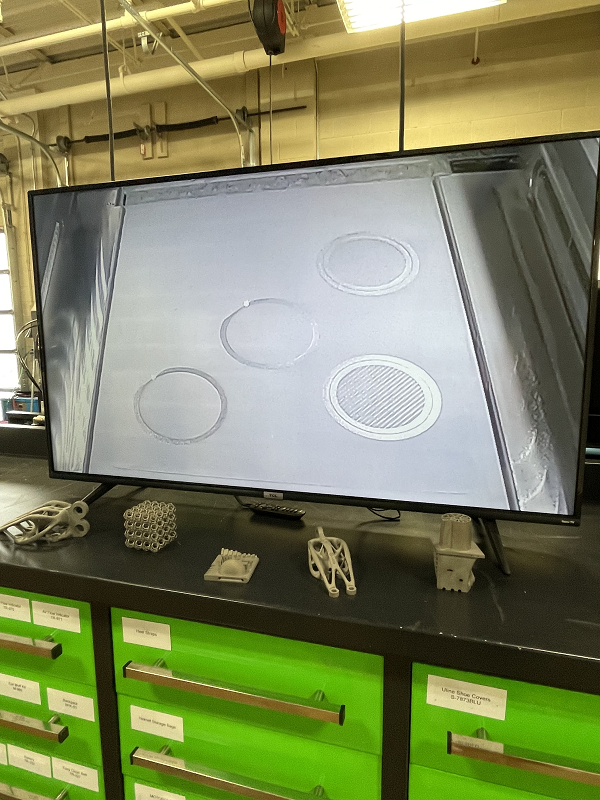
In-Situ Monitoring
 We headed to the in-situ monitoring bay, where visitors could get up close and personal with the AddUp Dashboards multi-scale monitoring and analysis software. Introduced earlier this year, this automated quality assurance software is available for both the PBF and DED printers, displaying a summary of historic processes and real-time data on an easy-to-read dashboard view. It’s compatible across Industry 4.0 platforms, offers over 25 customizable data visualization styles, and the software frequently refreshes the process data for 80 different parameters, including gas flow, torque, powder consumption, porosity, and more.
We headed to the in-situ monitoring bay, where visitors could get up close and personal with the AddUp Dashboards multi-scale monitoring and analysis software. Introduced earlier this year, this automated quality assurance software is available for both the PBF and DED printers, displaying a summary of historic processes and real-time data on an easy-to-read dashboard view. It’s compatible across Industry 4.0 platforms, offers over 25 customizable data visualization styles, and the software frequently refreshes the process data for 80 different parameters, including gas flow, torque, powder consumption, porosity, and more.
Estock explained how a spike in the data alerts of an issue with one of these parameters, so operators or engineers can quickly take a look, and stop the print, if necessary, to fix the problem.
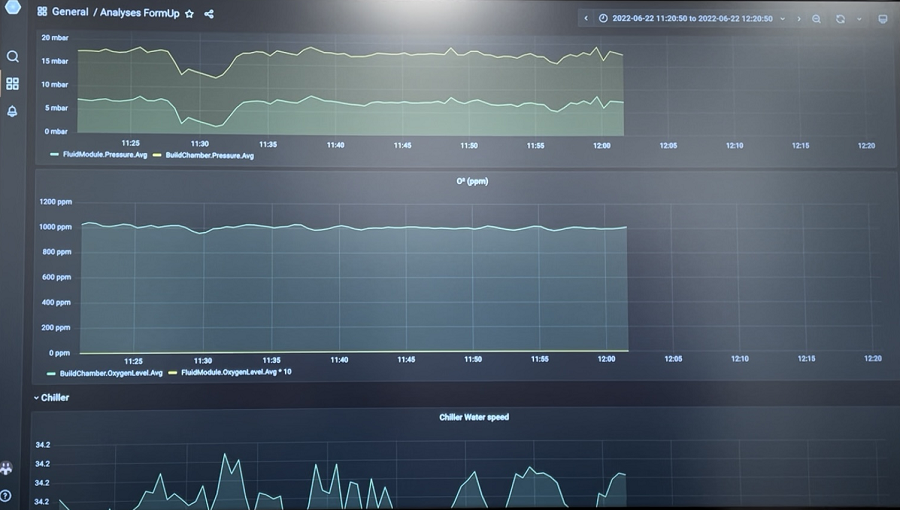
“It’s not only a diagnostics tool, but it’s also a monitoring tool. In real time, you can see every sensor that’s coming off that machine, reflecting all this data,” he explained. “We’re also storing this data…there’s actually a quality report that has all of this information that goes along with the part.
“We know we’re getting good parts coming out of the machine each and every time, because these are key process parameters, and we’ve established process windows that we know these have to stay inside to make sure we’re getting good parts.”

I also learned that every afternoon, the team meets in the monitoring bay to go over what’s going on with the builds, what’s coming off the machines, and the status of each PBF and DED printer in the fleet.
The other two aspects that make up AddUp’s quality assurance offering include meltpool monitoring, which analyzes the print process on a microscopic scale, and recoat monitoring; both of these should be installed at the facility later this year.
Taking on Velo3D with 15° Overhangs
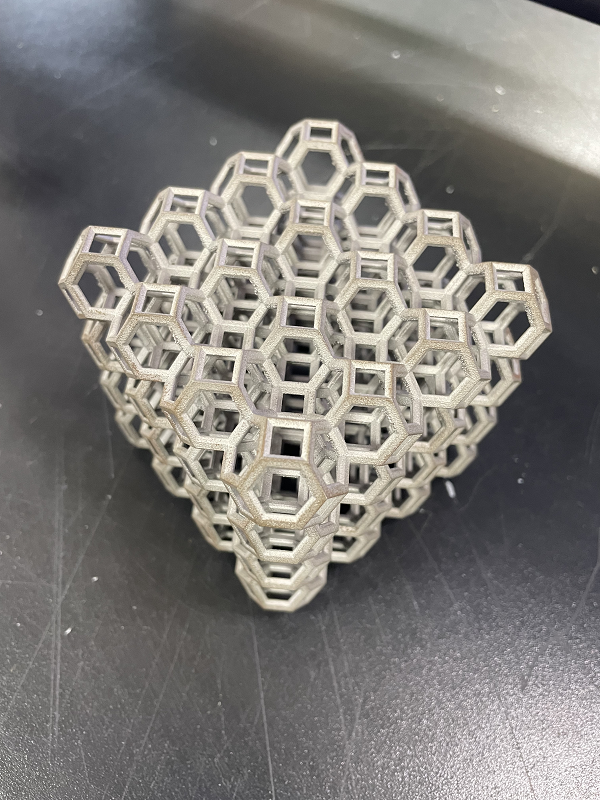
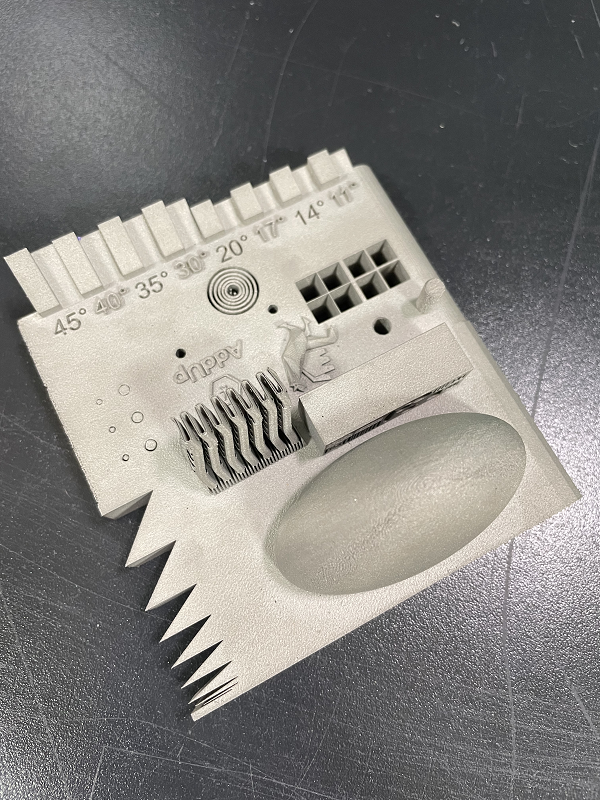
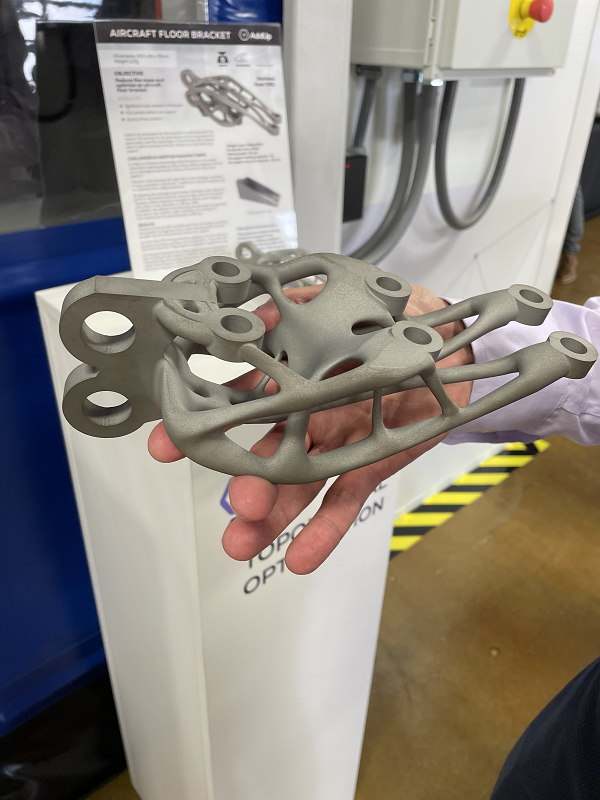
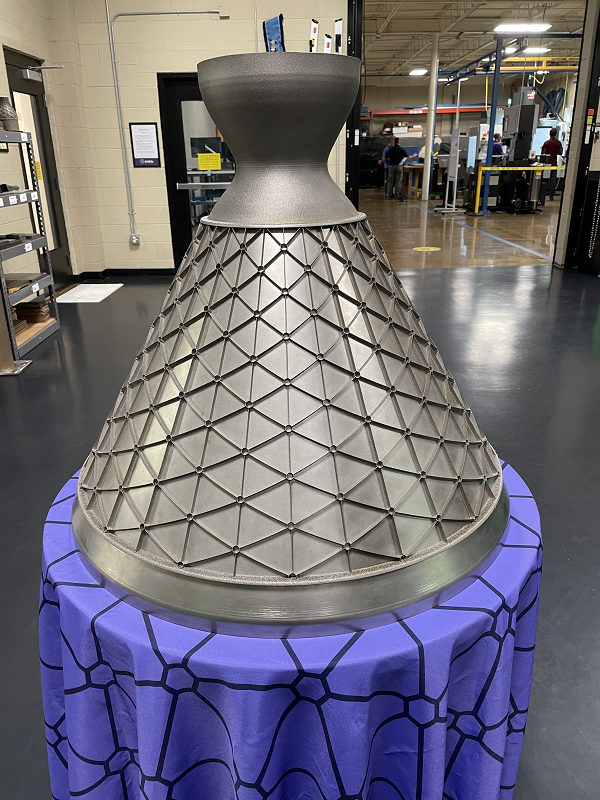
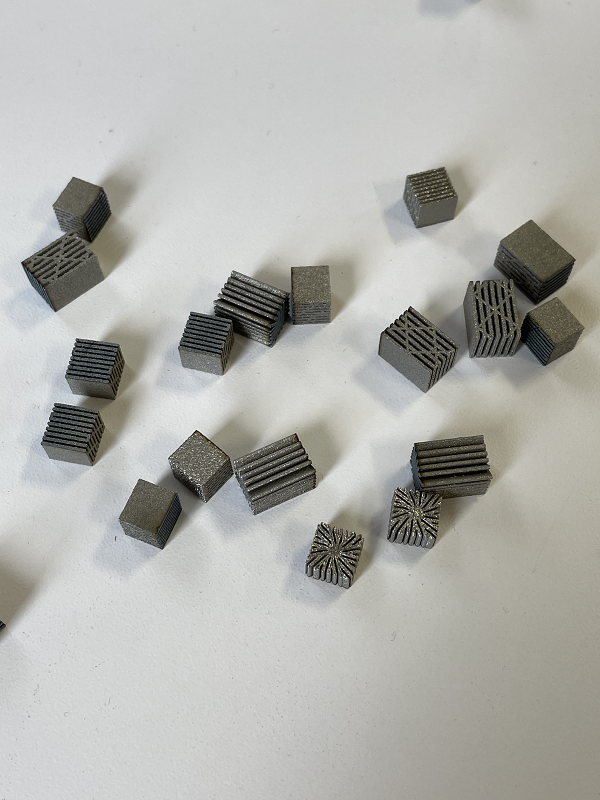
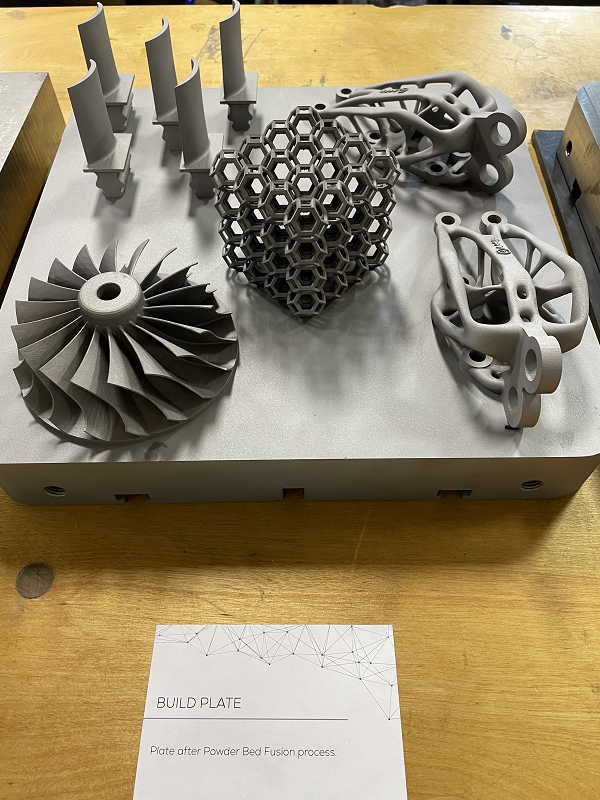
Next, we headed to the PBF section, which houses multiple FormUp 350 v1 and v2 printers, along with four powder prep systems. The systems have been tested with a variety of materials, including Ti 6-4, maraging steel 300, Inconel 718, and 316L stainless steel. Estock showed me some sample parts that illustrate the benefits of the company’s PBF technology, such as topology optimization, optimal surface finish, and extreme overhangs.
“Typically you have to abide by a 45° design rule, but we don’t have to,” he said. “We can actually go down to 30° or 15°.”
He also explained that the diameter of a typical through hole is 6-8 mm, but that the FormUp 350 can print through holes with diameters up to 40 mm.
AddUp can also deliver hybrid parts with both its PBF and DED modalities, which not all OEMs can offer. Estock showed me a piston where the base skirt was printed out of steel using PBF, and the top was printed in Inconel using DED. Because both technologies AddUp offers are very fast, it only took about 12 hours total to print the piston.


I asked if AddUp considers itself a competitor of Velo3D, and the answer was an unequivocal yes. Estock said that while AddUp enables this technology mechanically, Velo3D uses software to do things like detect the overhang and create a different parameter set to address the geometry, “which is a slower process and a different parameter set that you need to be qualifying.”
“I’m printing mine with the exact same parameter set all the way through,” he explained. “I don’t have to manipulate the parameter sets or have anything special. That means all of my mechanical properties, all the way through, are the same.”

Special Features of the FormUp 350
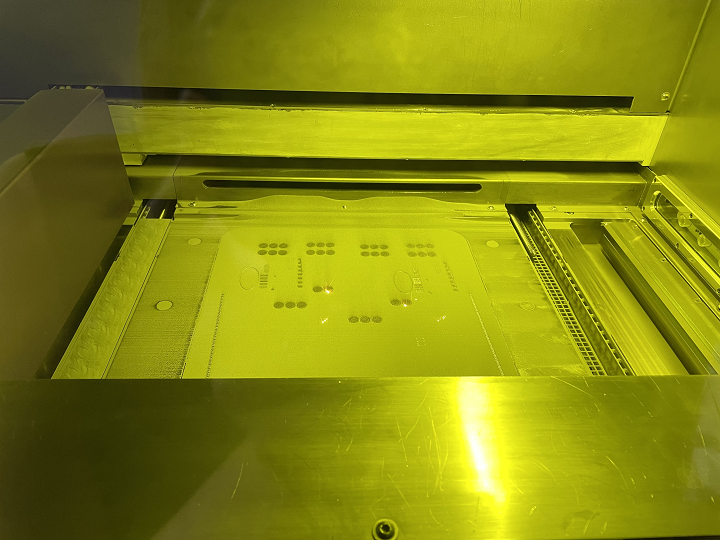
Next, I got a look at AddUp’s PBF machine fleet. The next-gen FormUp 350 v2 is meant for “high productivity,” as well as “maximizing safety” by isolating operators from the powder. This is achieved by an optional configuration that includes a glove box, into which the operator can place the entire container of powder; then, a hopper at the bottom runs the powder over to the printer. The standard configuration has an autonomous powder module that collects all the unused powder from the build bed and puts it back into the hopper. Estock said this is all closed loop, done fully inert inside argon, away from the operators.
The FormUp 350 is a modular system, so you can start with just one laser and add up to three more if you choose. The printer also features a mini version of the company’s AddUp Manager build prep software, which Estock says is a big help when trying to depowder parts. The printer has a touchscreen, which makes it easy to zoom in on the parts in the powder bed and see all the scan strategies and contour passes layer by layer, and stop a specific part from printing if there’s an issue, while continuing the rest of the build.
I commented that the printer seemed pretty user-friendly, and he told me there’s a master screen where you can customize how you want the menus to look. It also walks you through all the steps of the build sequence, from preparation to production and post-production, acting as a helpful guide for new users.
The FormUp 350 has a build volume of 350 x 350 x 350 mm, a powder recoating device, a sieving system, 500W lasers with 100% coverage of the platform, a maximum print speed of 10 m/s, a heated platform, air and water cooling, a filtration device with an automatic unclogging system, a supervision camera for visualization, 40% faster powder spreading compared to a monodirectional system, and more.

The printer also has an interesting build plate system: it has T-slots on the bottom so it can slide on a trolley, so that operators don’t have to pick it up. This also saves space on the plate by negating the usual bolt holes you’d see in the corners. Additionally, the plates can be resurfaced and reused up to 20 times. Estock told me the powder prep and vacuum systems in the room that are used with the FormUp 350 v1 printers have now been integrated into the v2, which makes for a much smaller footprint and a much better industrial solution. But keeping the additional v1 systems onsite means more printers for training customers.
When I spoke to Frank Howard, Sr. Automation and Application Engineer, he explained that the new Solution Center was not a factory or a “job shop,” but more of a customer-oriented showroom. The goal is to get customers to the facility and show them what AddUp’s PBF and DED printers are really capable of, up close and personal, to help them develop specific “recipes” for various applications. So that’s why it’s helpful for the FormUp 350 v1 printers located there.
AddUp’s DED Metal 3D Printers

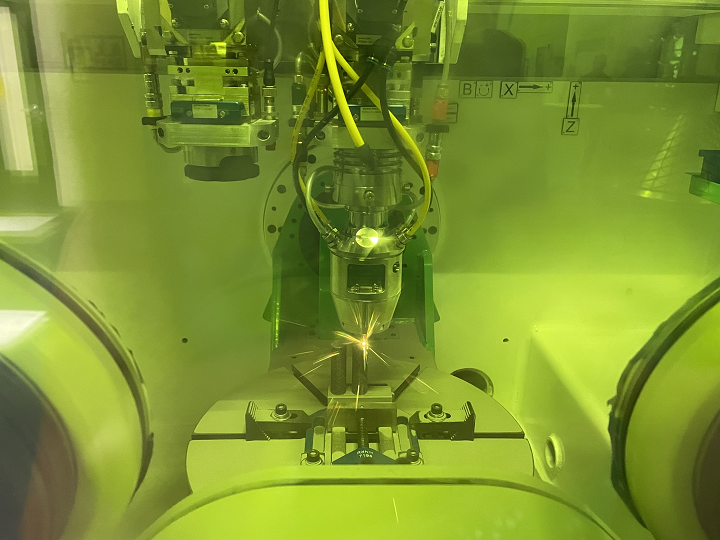
As for DED, the facility also houses the Modulo 400 and the Magic 800. DED uses focused thermal energy to fuse materials together by melting them as they’re deposited onto the build plate. The technology can achieve near net shapes, and can also be used to repair existing parts, not just print new ones.
The Smaller Modulo 400
The Modulo 400, which features a 640 x 400 x 400 mm build volume in the standard configuration, is a modular system; it’s right there in the name. It’s made up of a process module, with 5-axis kinematics, the DED deposition nozzle, powder-tight enclosure, laser safety class 1, and an air extraction and filtration unit, in addition to the laser module with a chiller and the laser source, and the peripheral module, which includes powder feeders, an electrical cabinet, and a user console. You can also add features, like additional hoppers, an automatic tool changer, a controlled atmosphere, and a touch probe.
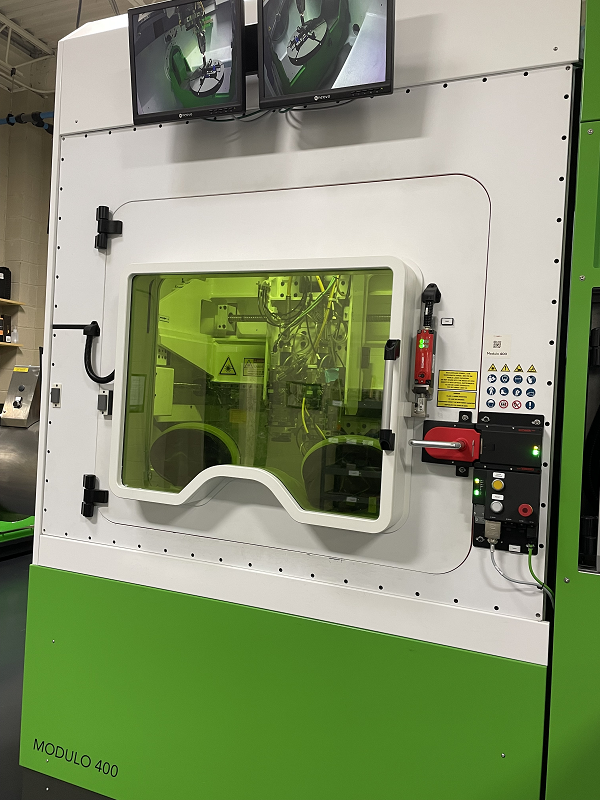
The smaller of AddUp’s two DED systems, the Modulo 400 has been used for machine tooling and aerospace applications, and is good for producing and repairing small- to medium-sized metal parts, without requiring support structures. It’s a versatile printer with a small footprint, which makes it easy to transport closer to the place of use. Additive Manufacturing Engineer John Moores also explained that the units of the Modulo are “easily swappable.” He showed me how, when the machine has the additional hoppers, parts of the system actually slide in and out, so it’s easy to get inside and work with the gas lines and relays.
The standard Modulo 400 has two hoppers and a 2.5L capacity for powder, a closed loop control system, temperature sensor, three levels of air extraction filtration, and more. Additionally, all of the company’s DED printers come with digital twins integrated into the Siemens Sinumerik software suite, and can print with a variety of metal powders, including copper and cobalt alloys, tool steels, and titanium.

The Massive Magic 800
The large Magic 800, with its 1200 x 800 x 800 mm build volume, was across the room, and was developed for industries that require specific working areas to manufacture or repair large metallic parts in 5 continuous axes. The standard printer features both a 10Vx and 24Vx deposition head, as well as a powder distributor with two 1.5L bowls; optional additions include a controlled atmosphere with purification system, five 1.5L powder distribution bowls, and a 3-axis, 700 x 500 x 1400 mm secondary build table. In addition, both the Magic and Modulo systems have in-house designed nozzles for better productivity and precision.

Final Thoughts
While I never made it to the quality lab, with its hardness testing machine, digital microscope, and other equipment, I did briefly visit the post-processing area, which is adjacent to the DED section and houses a CNC mill, a grinder, a blast cabinet, and a wire cutting station.
Afterwards, while I waited out a quick but heavy rainstorm that knocked out power in the building before the generators immediately kicked on, I chatted with a few more people, while enjoying some local Cincinnati snacks and craft beer from a brewery right down the road. It seemed like a well-attended event, and I was pleased to note that the company seems poised to make more announcements in the months ahead.
Check out more of my pictures from the AddUp Solution Center Grand Opening below:






Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
Q5D and Molrix To Supply US Army With Harness Robots
Q5D Technologies and Molrix will offer their advanced harness production manufacturing units to the US Army. One production cell will be used for the SkyFoundry project, while two further systems...
Excellent Desktop Injection Molding, Made in Italy by Robot Factory
I was captivated when I saw my first Robot Factory 3D printer. The robust, precise machine was built to last. And this was in an era of very flimsy, disposable,...
RAPID 2026: 6K Additive’s Domestic Metal Powders & Consolidation Plan
6K Additive (ASX: 6KA), a U.S. supplier and manufacturer of metal powders for additive manufacturing (AM), has been very busy lately. I caught up with CEO Frank Roberts and Chief...
Walking into the Future: 3D Printed Footwear Moves Closer to the Mainstream
Footwear is quickly becoming one of the most active and promising applications for additive manufacturing (AM). What once seemed experimental—midsoles and concept shoes—is now expanding into full products, new materials,...































