Virginia Tech: Analyzing Fresh Mix Properties of 3D Printed Cementitious Materials

Morgan Christen Jenkins recently submitted a Master’s thesis, ‘Fresh Mix Properties and Flexural Analysis with Digital Image Correlation of Additively Manufactured Cementitious Materials,’ to Virginia Tech, focusing on materials in 3D printing—and how this incredibly innovative technology fits into modern, civil infrastructure applications. With a need for better quality assurance and quality control, Jenkins hopes to address issues of standardized testing and evaluation, along with exploring typical challenges encountered today when using cementitious materials.
Jenkins presents quite an astute picture of 3D printing within civil engineering, pointing out that many projects are centered around ‘demonstrability,’ rather than true reality—with a lack of comprehensive research about what the future outcome could entail in terms of design, durability, and capacity. With improved methods for testing, not only would there be better assurance of safety and long-term use in designs, but users would also have much greater potential for enjoying the benefits and successes of additive manufacturing.
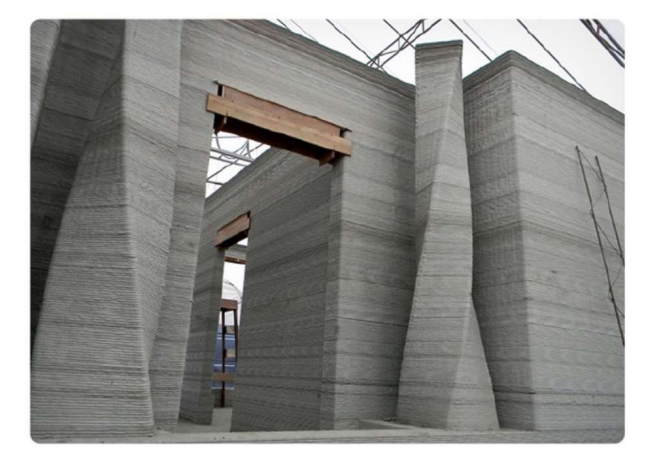
3D printed concrete walls and columns (from Buswell et al. [5], original source in photo description)
- Greater speed and efficiency in build times
- Improved accuracy
- Reduction of waste in materials
- Less cost in formwork
- Decreased need for manual labor (and consequently, less risk of injuries on the jobsite)
Meanwhile, challenges include:
- ‘Contrasting requirements’ regarding fresh mix material performance
- Lack of true standards in quality control
- The potential for production of inferior materials and parts due to decreased strength in material properties
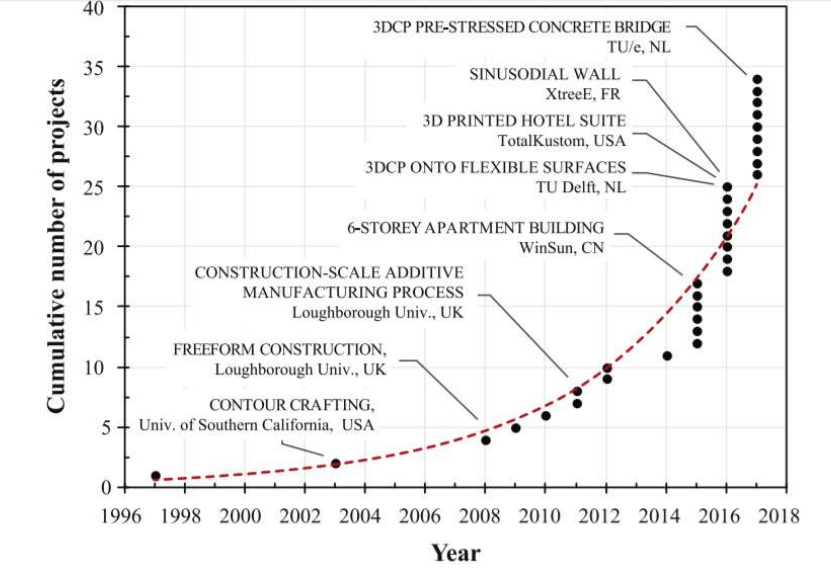
Timeline of the increasing projects related to AM with cementitious materials since 1997. From Buswell et al. [5]
“For example, material extrusion and binder jetting (also known as particle bed fusion) are two of the AM processes used for 3DCP,” states Jenkins. “The difference between which process is used can change what parameters need to be considered during QA/QC. However, material extrusion processes have been the most common AM approach for 3DCP.”
Jenkins continues to focus on the lack of consistency regarding the use of concrete in AM processes, especially in hardware and software, designs for mix, documentation, and again—testing.

Iterative process for refining a mix design to meet desired AM performance properties. (From Zhang et al. [24] (adapted from Kazemian et al. [3]))
“Documenting the processes, materials, test methods, etc. from past, present, and future research can inform the continued development of AM with cementitious materials by helping solve the current challenges,” states Jenkins.
Samples for this study were created using the Sky Big Area Additive Manufacturing (SkyBAAM) system. Testing in the first phase occurred at the University of Tennessee (UTK) facilities, and at Virginia Tech (VT) for the second phase.

One of the SkyBAAM stations controlling xy-plane (left) and z-axis cable controlled by overhead crane (right)
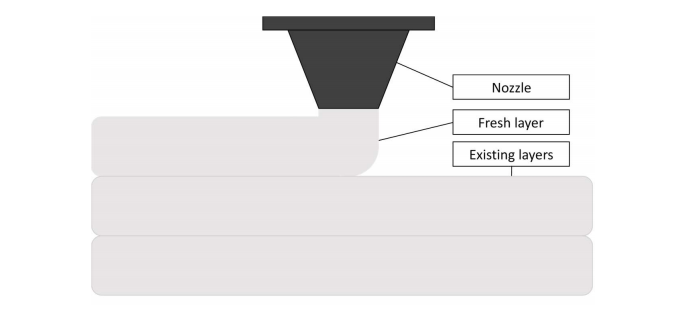
Diagram of nozzle extrusion
A mix design, used for all the samples and testing in this study, was also created by Oak Ridge National Laboratory to accompany the SkyBAAM process.
In the first phase, eight samples were tested, with all failing ‘quickly within one to two minutes of loading.’ The researchers attributed this to a high loading rate which would need to be changed for the future.
“Based on the preliminary results from Phase I, the specimen preparation worked; however, the load rate was extremely high and not adjusted based on the width and height for each beam. Furthermore, simply finding the modulus of rupture did not provide much information about how the load was distributed or transferred between layers,” explained Jenkins.
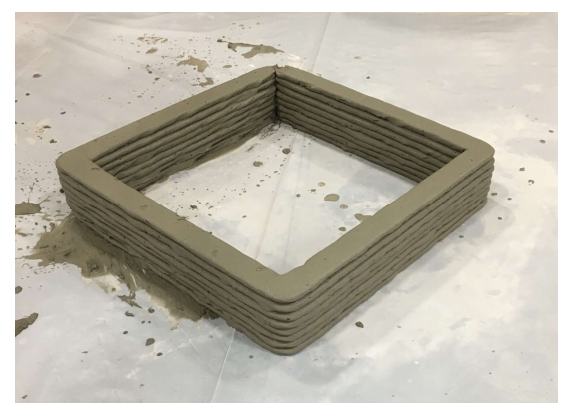
Visually acceptable print
“Orientation B initially appeared to outperform orientation A, but the means were not statistically different due to high standard 43 deviations. Because of the high loading rate and inconclusive results, further investigation was required. Specifically, further investigation including how defects affect performance for each orientation was of interest.”
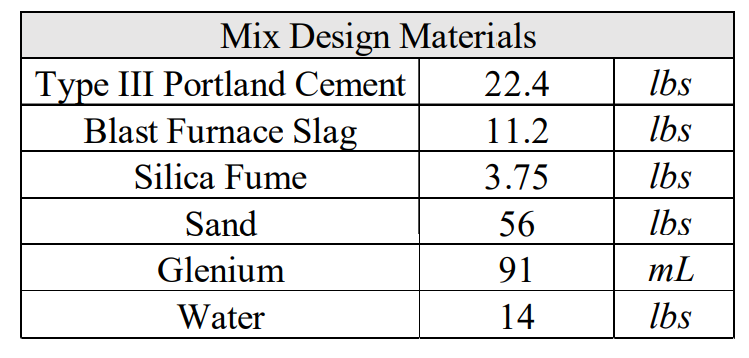
Mix proportions for standard batch of 0.75 ft3 mortar
In phase two, three methods were used for assessment: flow, setting time, and early compressive strength—indicating the efficacy of varying mortar in 3D printing. Jenkins noted ‘less variability in the properties when the moisture condition of the aggregate was measured and accounted.’ Settings for natural sand also demonstrated a 67 percent reduction between Groups 1 and 2. Manufactured sand showed a 71 percent reduction. Jenkins recommended that mixes used for fabrication of composites should consider moisture issues for greatest optimization.
“For this study, using a minimum unity weight of 132 pcf was able to qualitatively differentiate between specimens that had significant defects that correlated well with the observations and notes prior to testing,” concluded Jenkins. “For example, between the group with unit weights less than 132 pcf and the group with unit weights greater than 132 pcf, there was an 86 percent increase in the modulus of rupture and a 68 percent decrease in the standard deviation for orientation B. This further demonstrated a need for QA/QC measures to be implemented; 90 however, 132 pcf may not be the same cutoff point for other mortars, and it may be subject to change for each different 3DCP system based on extrusion technique.
“For implementation of 3D printed concrete structures, it is highly recommended that the design is a function of loading orientation due to the anisotropic properties of the composite.”
What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com.

Summary of 3DCP challenges. Summarized from [5, 6, 18].
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
You May Also Like
New Report: Semiconductor Industry to See $1.4B in 3D Printing Revenues by 2032
“The semiconductor sector has become the most strategically significant area of global industry.” Truer words are hard to come by when it comes to the modern world, and they are...
Will Photonic-Crystal Lasers Revolutionize 3D Printing?
Powder bed fusion (PBF) for metals and polymers predominantly utilizes lasers as the primary heat source. Some directed energy deposition (DED) technologies also employ lasers, while various vat polymerization methods...
3D Printing Unpeeled: Orbex Investment, IndoMIM and HP, Ultrasonic Waves
INDO-MIM has bought three HP Metal Jet S100 printers, operating two in India and one in Texas. This is a win for HP because the company has deep experience in...
3D Printing Webinar and Event Roundup: April 21, 2024
It’s another busy week of webinars and events, starting with Hannover Messe in Germany and continuing with Metalcasting Congress, Chinaplas, TechBlick’s Innovation Festival, and more. Stratasys continues its advanced training...