

The Effect of Powder Size Distribution on Binder Jetting Steel


In a paper entitled “Effect of powder size distribution on densification and microstructural evolution of binder-jet 3D-printed alloy 625,” a team of researchers test gas-atomized alloy 625 powders of three different powder size distributions including 16–63 μm (full), 16–25 μm (fine) and 53–63 μm (coarse). The powders were 3D printed with green relative bulk densities of about 52%, 45% and 48%, respectively, followed by vacuum-sintering at temperatures between 1225°C and 1300°C for 4 hours.
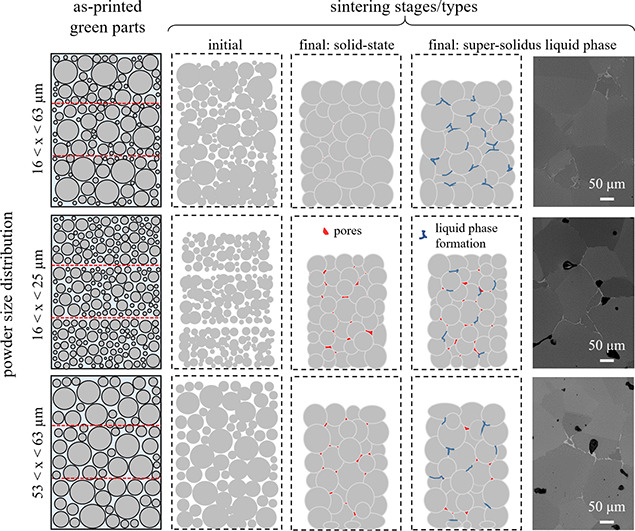
“For the fine and coarse powders with narrow size distribution, printing defects with high pore coordination numbers may form during the binder jetting process which cannot be removed during the final sintering stage even during supersolidus liquid phase sintering,” the researchers state. “However, the full particle size distribution gave higher green density with fewer large, highly coordinated pores so supersolidus liquid phase sintering was able to reach near-full density. Additionally, the fine powders gave non-uniform, anisotropic linear shrinkage during sintering which is unfavorable for designing complex structures.”
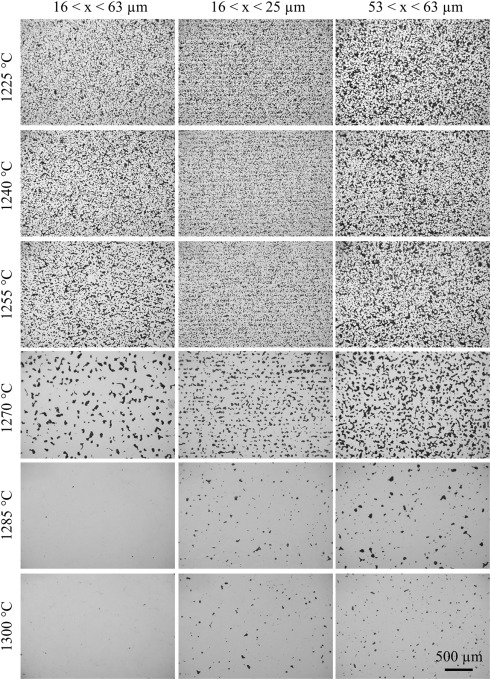 The researchers, using binder jetting, 3D printed samples of each powder size distribution, and sintered three samples from each set to study densification behavior. The bulk density and mass of each sample was measured when both wet and dry. For all particle size ranges, the relative bulk density increased with increasing sintering temperature from 1225°C to 1285°C. For temperatures above 1270ºC, it was also found that the coarse powder range samples had the lowest sintered density while the fine powder range samples showed the highest density.
The researchers, using binder jetting, 3D printed samples of each powder size distribution, and sintered three samples from each set to study densification behavior. The bulk density and mass of each sample was measured when both wet and dry. For all particle size ranges, the relative bulk density increased with increasing sintering temperature from 1225°C to 1285°C. For temperatures above 1270ºC, it was also found that the coarse powder range samples had the lowest sintered density while the fine powder range samples showed the highest density.
“In general, it is thought that wide pore size distributions and low green density associated packing defects affect microstructural evolution, in particular the grain size and diffusion distances in final stage sintering and this controls final density,” the researchers state. “Thus, it was essential to examine the effect of the PSD on the average microstructural descriptors associated with the densification process. These include the average grain and pore size.”
In the experiments, binder jet 3D printing parameters including layer thickness, binder saturation and drying time were kept constant in order to study the effect of powder size and particle size distribution on the densification behavior. The following conclusions were reached:
“During densification of parts sintered between 1225 °C and 1300 °C for 4 h, the 16–25 μm powder showed higher linear shrinkage compared to the 16–63 μm and 53–63 μm powders. This correlated with lower green density of 45% achieved from the fine powder compared to the 47% and 52% for coarse and full range powders, respectively. Additionally, it was seen that as the sintering temperature increased to 1285 °C or higher, linear shrinkage in z direction was greater than that in the x and y directions, especially in 16–25 μm powder. This is thought to be due to the effect of gravity on particle rearrangement during sintering.”

In addition, densification was faster in the 16–25 μm powder samples up to 1270°C, but at the higher sintering temperature, the 16–63 μm powder samples showed faster densification behavior and more pore elimination during the final stage supersolidus liquid phase sintering.
Authors of the paper include Amir Mostafaei, Pierangeli Rodriguez De Vecchis, Ian Nettleship and Markus Chmielus.
Discuss this and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
The Seminal Moment: Creality’s IPO Analysis & Possible Effects
Something super important happened just a few days ago, and too few people paid attention. Creality, a pioneer in low-cost desktop material extrusion printers, went public. Creality is now listed...
As Longevity Gains Momentum, Rem3dy Health Raises £14 Million for 3D Printed Nutrition
Longevity hack or healthcare trend? The answer may depend on who you ask, but investor interest in personalized nutrition is growing as consumers search for the next longevity hack. Now,...
3Dnatives to Present ADDITIV Metals 2026: Resolving Key Barriers to Scaling Metal Additive Manufacturing
As the metal additive manufacturing sector prepares for a massive leap—with market valuations expected to climb from $6.02 billion to $7.02 billion this year—the industry is shifting its focus from...
Stratasys Dental’s Negar Movahed Says They’re “Open for Partnerships”
According to “3D Printing for Dentistry 2025: Market Study and Forecast” by AM Research, the dental 3D printing market generated $5.2 billion in revenue in 2024—that’s nearly one third of...
































