Metal 3D Printer Buyer Guide 2020

Metal 3D printing has seen a lot of attention leveled at it over the past several years, with the metal additive manufacturing (AM) market seeing real growth over the past decade. According to the Additive Manufacturing with Metal Powders 2020 report from SmarTech Analysis, hardware revenues have increased almost threefold over the past five years and material sales increased close to six-fold. In metal AM, there are a few main technologies that are deployed today. These consist of laser powder bed fusion (L-PBF), electron beam powder bed fusion (E-PBF), directed energy deposition (DED), and bound metal printing (BMP).
I don’t believe in top ten lists or a dutiful “defining of the best” for many things. This is due to the fact that these industrial solutions will all excel for different parts, materials, customers, and applications. This is meant to be a good general starting guide for people who want to know what the relevant developments are in metal printing and what are some of the most recognized, prevalent, and deployed systems out there. “Best” probably depends on what you want to make when, about as much as the system itself.
This guide is meant to be a helpful aid in orienting you on market movements, relative criteria, and merits of systems. As well as my own knowledge, I’ve used interviews with end-users of systems, resellers, and researchers to guide my choices and wording here. I’d like to thank those that helped me to make sense of it all.
Bound Metal Printing
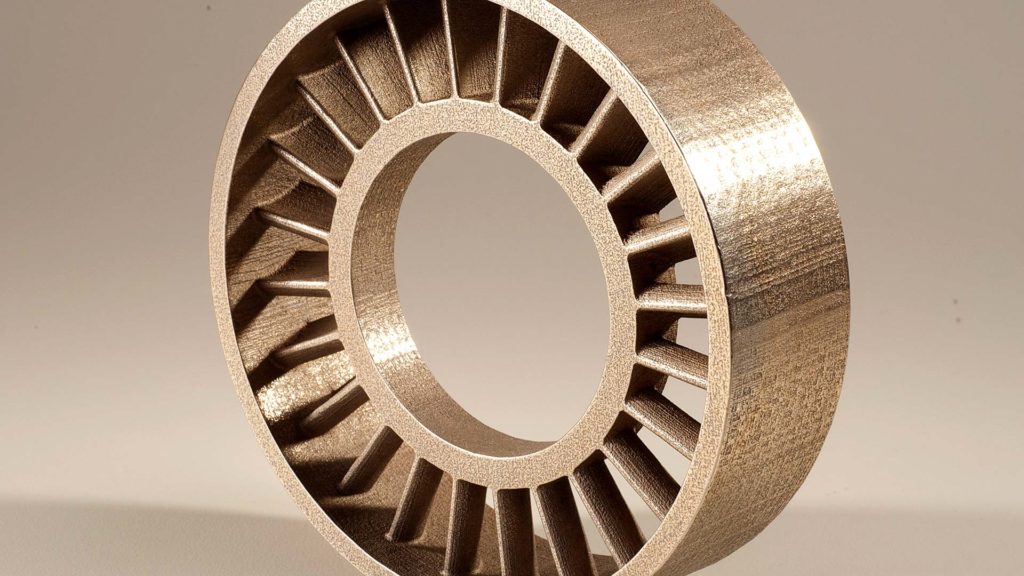
For Ulterra, ExOne printers were used to make this downhole stator component for performing service in the oil and gas industry.
By far the most hype right now is directed at BMP, which consists of metal binder jetting and bound metal extrusion. With binder jetting, a binder is deposited by an inkjet print head onto a bed of metal powder, which forms a “green” metal part. After debinding and sintering in an oven, a dense metal component emerges. Alternatively, the green initial object can be infused by another metal, as in the case of the part above. ExOne has both direct metal and infused metal binder jet technologies.
One can also print a filament and then do the rest of the sintering and debinding, via bound metal extrusion. This is essentially FDM with a sintering step added, but these machines are analogous to the binder jetting ones. The main advantage of BMP is that it is potentially one-third less expensive than other metal technologies.
With BMP, detail levels should be high, good surface finishes can be achieved (together with post processing), and machines should be relatively low cost. On the downside, the separate sintering step is difficult to control. Part shrinkage at different wall thicknesses, sizes, and geometries will be different, which will make making completely unique and new parts difficult. On the other hand, despite the separate debinding and sintering steps, which can be tricky from a chemical and safety perspective, part cost should be low. In a lot of cases, however, for the highest level of part properties, BMP will be less suited than PBF.
Markforged Metal X
A cutting tool being made on a Markforged Metal X.
Relatively inexpensive, compact and with good software, Markforged’s Metal X system has really brought down the market entry level of metal printers. Designed with a good user interface in mind, the system is relatively easy to use and is made for easy deployment to semi-concrete floor environments. Markforged also ships wash and sintering stations with the printer. The Metal X lets you print in Inconel 625, 17-4 PH Stainless Steel and Copper.
ExOne X1 25Pro

ExOne’s X1 25Pro features a 400 x 250 x 250 mm build volume and comes with four different choices of binder and material, such 316L, 17-4PH, 304L, Inconel 718, copper and many others. For years ExOne has been doing a lot of work on the metallurgy side of things. The firm has also put in the time in making systems reliable and repeatable, which makes the X1 25Pro an entry level industrial solution with real yield.
L-PBF

Made on EOS M-290 and EOS M 400 machines, this AiO nozzle plate used to be composed of over 125 separate parts, but is now 3D printed as a single unit. Costs were cut by half and weight was reduced. Ariane, EOS, EOS Additive Minds.
L-PBF can produce the highest quality, highest density high-performance parts needed for such industries as aerospace. Machines are much more expensive, typically over $500,000. Initial investment and running costs are high. Post-finishing equipment, such as electrical discharge machining or CNC is also needed (as for most metal parts made by most 3D printing technologies).
But, once you take the deep dive into this technology, you can make thousands of small components per day. Please do note that build volume filling parts may take a week or more to build. This is the most tested, industry-ready technology we have, capable of making the most exacting parts. It is also the most broadly deployed technology and most deeply researched. Millions of dental bridges and crowns are made with L-BPF each year.
EOS M 290
Euro-K used the M290 and Inconel 718 to make a microburner.
The EOS M 290 is an industry standard, especially for service bureaus. One of the most popular metal systems out, there it is a reliable, relatively hassle-free printer that is liked by people who wish to implement 3D printing in their own operating environment as a production system. It probably should be your first metal printer, given the expertise available for it. Its very reliable and EOS and its customers have accumulated a wealth of information on this system, its materials, settings and performance.
SLM Solutions SLM 500
Even though the new SLM 800, with its Hub that can connect up to five printers, is the one currently keeping the tongues wagging, the SLM 500 has more of an established track record. The 500 is a two- or quad-laser machine that marked an important milestone for our industry when it came out. The precursor HL 50 system was also a shock because, up and until then, a lot of people thought that SLM was essentially dead in the water. The HL and later 500 versions saw adoption in real manufacturing and, now, come with useful features gleaned from the frontlines, such as integrated sieving.
Additive Industries MetalFab1

Titanium impeller made on Additive Industries’ MetalFab1, a teeny, tiny bit of finishing went into this, perhaps.
Additive Industries’ MetalFab1 printer conveys parts inside a modular system, so they don’t have to be carried or conveyed outside the protected environment of the system. This keeps the printer closed, safer, and lowers a lot of costs, as well. The firm’s innovative approach meant that this young startup quickly won customers worldwide in such exacting areas as commercial aviation and space. This should probably not be your first system, but as it has been designed from the ground up for serial manufacturing, it is a key machine to consider for those looking for volume.
GE Additive Concept Laser M2 Series 5
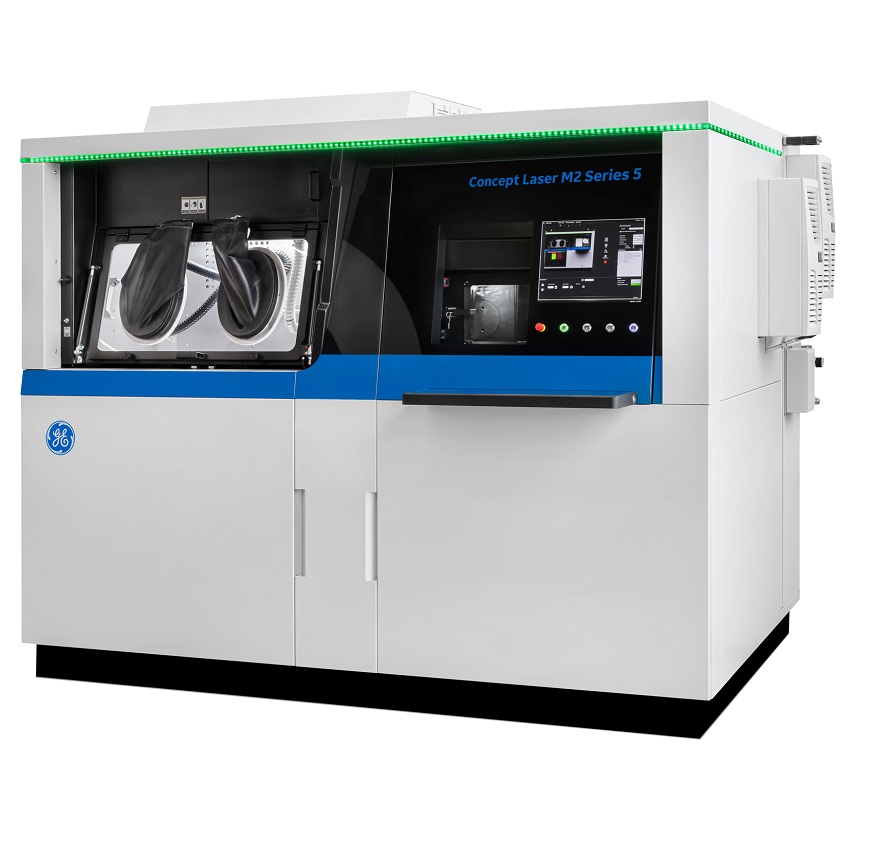
Concept Laser’s machines were known for being reliable workhorses in the dental field. What GE did is to take one of them and essentially make it an aerospace system. The company worked with its internal consultancy department and GE Aviation to optimize, dial in parameters, track, log data, and optimize some more, so that the machine was highly reliable and repeatable. The M2 has a switchable build module so that you can handle parts that all remain within the safe inert gas chamber of the machine from the outside. Given GE’s experience, this is definitely a machine to look at for the aerospace market.
EOS M400

A RUAG and CITIM-designed aluminum satellite antenna bracket for ESA Sentinel satellites, which reduced 40% of the part weight.
EOS’s M400 system is a large, high productivity system that performs a handy two-step with the M290. It is relatively easy to test, develop and make parts on the M290 and to then port them to the M400. This kind of optimization is absolutely key because, for example, it means that a number of university partners could be making cool new materials and their learnings can be quickly implemented on your in-house M290. Then, once you define your parts on that system, you can relatively easily manufacture using this beast of a machine.
Velo3D Sapphire
Velo3D’s Sapphire printer really surprised everyone. The startup had focused a lot of its attention on monitoring, capturing, optimizing, and improving what actually goes on in the melt pool as parts are built. Through its software and monitoring, it will better be able to build components and even reduce the need for support structures in some cases. Velo3D also has targeted manufacturers, particularly in aerospace, to deploy its machines. Velo3D is potentially very disruptive to our market and is making everyone else work harder.
E-PBF
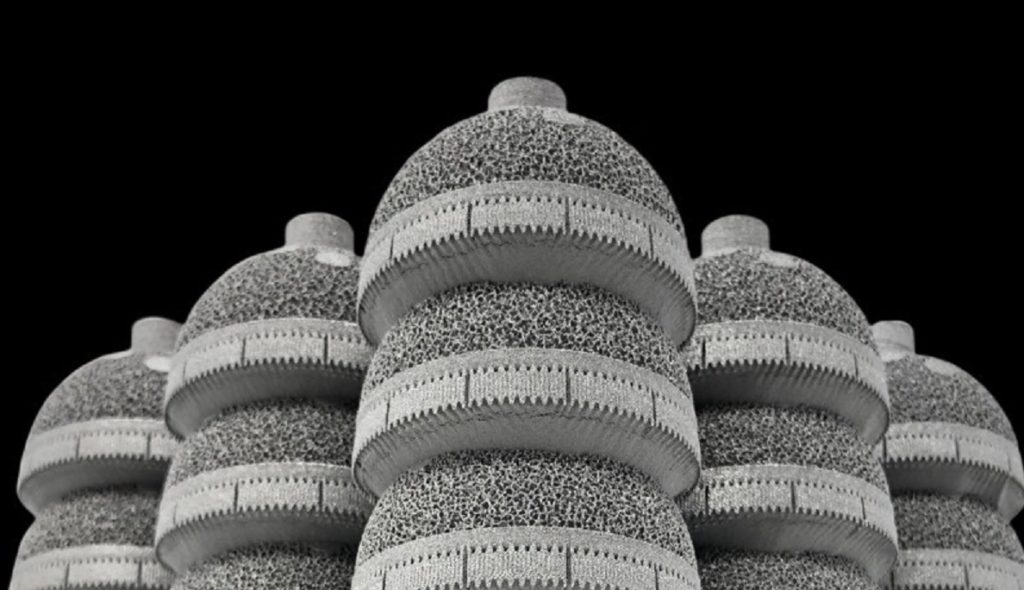
Stacked acetabular cups on a GE EBM system run by Amplify Additive.
An alternative to L-PBF is EBM or E-PBF. This method uses an electron beam rather than a laser to sinter layers of fine metal powder in a gas-controlled chamber. As with components made via L-PBF, these parts also require extensive post-processing for removal of support structures, needed to keep the parts from ripping themselves apart due to temperature differences. Traditionally, E-PBF is a bit cheaper per part, but gives you a rougher surface texture. For orthopedics, a rough surface texture is needed, which is why E-PBF is a very strong technology for manufacturing acetabular cups and other orthopedic implants. At the same time, work by NASA, GE and others has shown that you can make gradient parts with E-PBF and fabricate such objects as turbine blades with this technology.
GE Additive Arcam Spectra H

Turbine blades at Avio Aero.
GE Additive’s Arcam Spectra H system is twice as powerful and significantly larger than previous E-PBF machines. It is made for high-temperature alloys, such as titanium aluminide (TiAl), and printing large turbine blades and other aerospace parts. This machine was essentially developed to print TiAl (also called “gamma titanium”), low-pressure turbine blades for the GenX engine (so, not the blades at the front but at the back).
If you need to make something out of gamma titanium, this is pretty much perfect. The material is about half the weight of Ni superalloys and as strong. Now, given that the need for these intermetallics is a bit niche and currently restricted to aircraft engines, Formula 1, and defense stuff, thoughtfully GE also makes a more quotidian Spectra, the Spectra L.
DED

A die repaired via DED of nickel tungsten carbide by Laser Cladding Venture (LCV).
DED is a series of technologies that blow powder or feed wire in front of an energy source and onto a workpiece, usually in an open-air chamber. The 3D print head can be placed inside existing CNC or other equipment and can, very quickly apply new material to an existing part or fabricate new parts at a relatively low cost.
I call this metal cheese whiz because these cladding and welding-related technologies deposit quickly, but comparatively haphazardly. But, one can remove excess materials with a CNC machine. DED is used to repair injection molds, for things like valves, cog wheels or dies.
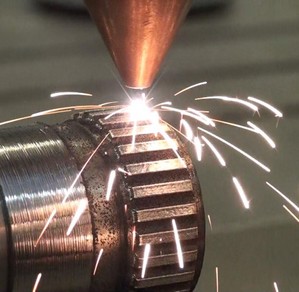
This cogwheel is 3D printed on the axle itself, using different steels to optimize the performance of the part. Image LCV.
Optomec LENS 860

Optomec’s 860 system is a mash-up of a vertical machining center and a DED print head. One version of the machine does have a protected build chamber, which improves results, but there is also a closed build chamber version. There are other hybrids gas-wise and you can get the machine with different tools, as well. The 860x600x610 mm work area is expansive, as are the number of ways in which you can configure this machine. Optomec has considerable expertise in using its technology to repair parts and add material to existing parts for very demanding applications.
Sciaky EBAM 300

Sciaky systems have been used for parts up to 5.79 m x 1.22 m x 1.22 m in size. Sciaky makes some of the largest metal printers in the world and its dual wire fed print heads mean that you can use low-cost wire feedstock and also mix materials in the melt pool. The company has been able to close the loop on parts manufacturing and, with deep experience and a powder full Electron Beam Gun (yeah, they use the word “gun”), Sciaky machines are able to process a lot of different materials. Very popular with acronym-heavy customers.
BeAM Machines Modulo 400
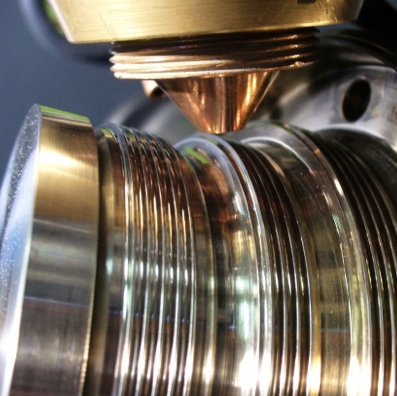
A close up of a BeAM machine repairing a worn seal.
BeAM’s Modulo is an integrated DED machine and subtractive machining center with a 600 x 400 x 400 mm work area. It prints in a protected environment and is configured as a stand-alone machine, just like its L-PBF brethren. BeAM has “coaxial gas flow”, which runs two different gas flows in the same nozzle. This should improve the results of this blown powder system. Interestingly, the Modulo has been designed to be containerable, meaning that it can be located in a shipping container. An easy to transport solution would be very tempting to put on large sites for oil and gas companies and the military. The company also has a larger system, the Magic.
Trumpf TruLaser Cell 7040

A very clear graphic.
Trumpf is a family-owned company that makes many of the industrial lasers of the world and a lot of cutting tools and machines. Their laser metal deposition (LMD) machines can mix powder and weld with filler, which means that distinct materials can be joined together. The company has also used its considerable machining expertise to make applications in coating and in coating with different materials possible with its machines.

Trumpf’s AM equipment can also be integrated into legacy customers existing machines or you can buy a new unit. Within one machine you can do cutting and 3D printing operations along its immense build volume. You can also integrate this machine into existing production lines, making it by far the most able machine in terms of integration into a series of manufacturing processes.
DMG Mori Lasertec 65 3D Hybrid
DMG Mori is one of the largest machine tool manufacturers. In the recent past, they’ve invested heavily in 3D printing and now have lines of DED and L-PBF machines. Their 3D Hybrid works in conjunction with milling and turning, while the 3D works together with metal cutting. With a build volume of 735 mm by 650 mm by 560 mm, the five-axis 3D Hybrid systems are meant to be combined with existing workflow and equipment. The five axis powder nozzle is coaxial and can combine different metals on a single workpiece. The system itself is closed loop and has in-process monitoring.
Formalloy X Series

A much smaller firm is Formalloy. The company emerged with strong ties to some exacting U.S. users of DED, such as JPL and NASA. Its DED head can mix materials on the fly, which could lead to interesting solutions for all manner of surfaces. You can buy them separately to put in your CNC equipment, but the X series is a standalone machine. The company has closed the loop on their manufacturing solution and offers in-process monitoring, as well.
The startup is aggressive on pricing, as well, offering low-cost solutions that punch above their weight. They have also worked hard on the materials side, especially the exotic space stuff, such as Waspalloy, Hanes 230, Stellite 6, five different grades of copper, GR Cop 84 (NASA copper material for combustion chambers), and also magnetic materials and tungsten carbide. I’m thinking someone is in the process of being able to nearly print a whole rocket with one machine.
Applications
DED
DED can be used for hardfacing, repair, and for fabricating such components as wing spars for aircraft. Limited in detail, this technology can traditionally make parts measuring 5m x 2m x 2m or larger. Exciting applications include mixing materials, as well as printing a new material on an old part made of the same or a different metal.

Repair of all manner of turbine blade blisks is a mainstay for DED. This application was pioneered by Optomec and others.
This technology is most suited for markets where large, high-value components need to be repaired. Think of fields such as oil and gas, shipbuilding as well as military and industrial gear. Large, high-cost vehicle parts such as spacecraft and chassis for high-end vehicles could be produced or repaired with DED. One hope is that entire chassis could be built for passenger vehicles, for example. Or that DED will be deployed in more and more repair applications to rejuvenate the worn-down surfaces of all manner of industrial equipment.
DED is not so awesome for small and detailed parts. Typically, open-air build chambers limit accuracy. Players in this market include Optomec, Sciaky, Trumpf, DMG Mori, and BeAM. Expanding industrial applications are to be expected as well as new players from the CNC industry.
E-PBF

The Trinity PLUS 2 is a highly porous acetabular cup made with Arcam (GE) EBM by the Corin Group. Porosity and surface roughness used to be a limitation, but, for this application, they can be a desired characteristic and promote integration and bone adhesion.
Only a few years ago E-PBF was mainly compared with and would lose out to L-PBF on PowerPoint slide decks. Now, the technology is gaining more traction in research and in commercial applications, as well. E-PBF is perfect for orthopedics and has been able to reduce the costs of orthopedic implants and produce tens of thousands of them. Potentially lower cost than L-PBF, it can be used for many of the same applications, as well.
For commercial space, aviation, and military applications, E-PBF is a very relevant technology indeed. Many are reconsidering the technology as they move to manufacturing where its lower part and powder cost really do start to matter. GE virtually completely dominates EBM in terms of patent cover and installed machines through its Arcam unit. But now the likes of Freemelt, JEOL and Wayland Additive are providing alternatives.
L-PBF

A CeramicSpeed derailleur component designed by DTI printed in Ti on SLM Solutions SLM 500.
L-PBF is the most mature and widely deployed metal 3D printing technology. German firm EOS is the market leader here, followed by GE and SLM Solutions. DMG Mori, Trumpf, Farsoon and quite a few others have entered this market of late. Additive Industries really shook things up with highly productive systems that handle a lot of post-processing on the machine. Velo3D is more recently making waves through the use of increased inline monitoring and process control to reduce support structures.
L-PBF is making inroads in automotive and is also used in orthopedics. In space, as well as aviation, the technology is now also widely deployed. A big boon may very well be commercial space implementations that have been growing quickly of late. The technology is moving toward more qualified parts and materials and more manufacturing applications now.
BMP
Binder jetting was largely pioneered by ExOne and the US firm is deploying large industrial binder jetting systems worldwide. The frothy hype, however, is centered around more compact industrial BMP systems that could find a place at job shops and manufacturing locations worldwide. Desktop Metal has just released one of these and both GE and HP are working on them.
If these systems are successful, they can vastly expand the metal printing market. From just a few thousand installations today we could see tens of thousands of installations in the very near future. I’m cautious about BMP, however.
Process issues mean that, by and large, these systems might be suited for qualified series of parts in their thousands. But, in what specific parts and series will these components make sense vis-à-vis existing technologies? And how will people take designs and do the needed work to make them printable? Will they have the manpower to run these systems and the training to take parts and make them printable? It’s all early days, so I’m cautiously optimistic for a limited number of applications and companies that have the requisite skill. In the long run, with the right software and processing equipment, I’m optimistic.
Caveat Emptor
Buyer beware. The best advice I can give you on a metal printer is, don’t buy one. There are plenty of service bureaus out there who are excellent. Metal printers are difficult to master and it is more complex still to make them perform within your established requirements and supply chain.
If you work in space, orthopedics, aviation, manifolds, automotive, machine building, capital goods generally, construction, agriculture, oil and gas, nuclear, power generation, with heat sinks, any kind of valve or nozzle, or anything that moves, generally you have to get to a deep understanding of these technologies. They are having a real and profound impact on your industry. In other industries, the impacts are less clear. Implementing metal printing is a difficult thing to do, but it may be very impactful to your business.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.









You May Also Like
Controlled Powder Production for Advanced Research Applications
Modern physics experiments and high-value industrial applications increasingly depend on custom, high-performance materials. These often require strict constraints such as radiopurity, controlled microstructure, and repeatable powder behavior in metal additive...
Creative Destruction in AM: What the Nobel Prize Winners Got Right
When the Nobel Prize in Economic Sciences was awarded in 2025 for work explaining innovation-driven economic growth, many readers outside economics likely skimmed past it. Inside manufacturing and technology circles,...
Titomic Lands First Order for 3D Printed Semiconductor Capital Equipment Components
One of the markets that should be a reliable source of growth well into the future for the additive manufacturing (AM) industry is semiconductor capital equipment (semicap). When Additive Manufacturing...
Applied Acoustics Uses Additive for Subsea Gear
Subsea equipment has to be rugged, temperature-resistant, and able to cope with the long-term effects of saltwater. Extreme pressure and pressure changes are also problems endemic to this industry. Subsea...