
Visitech Launches First-of-its-Kind DLP for Powder Bed Fusion 3D Printing


In my round up of virtual booth visitations at Formnext, I briefly touched on an exciting new innovation from Visitech Engineering, a Norwegian manufacturer of digital light processing (DLP) systems for printed circuit board (PCB) manufacturing, as well as for 3D printing. I learned that, at the event, Visitech had announced the launch of a new series of products that apply DLP not just to photopolymer resins, as usually the case with DLP 3D printing, but for infrared powders, similar to selective laser sintering (SLS).
For the full story, I was filled in by Adam Kunzman, the president of Keynote Photonics, which designs DLP technology and distributes Visitech products. As a part of the projector manufacturer Davis, Visitech has been in the business of manufacturing projector technology since 1985, introducing its first DLP projector in 1996. Spun out of Davis’s R&D lab in 2001, Visitech didn’t begin targeting the additive manufacturing market until 2010. By 2017, Visitech had an additive manufacturing (AM) line, LUXBEAM RAPID SYSTEM LRS, and was attending 3D printing tradeshows.
At Formnext Connect in 2020, Visitech took its DLP technology even further with a new DLP printhead for PBF, as well as a reference motion stage for installing up to four DLP printheads for PBF. Visitech’s technique uses a DLP projector to cast near-infrared (NIR) rays onto a bed of polymer in order to fuse entire layers at a time.

The LRS-MCx-WX-NIR near infrared DLP projector for PBF 3D printing. Image courtesy of Visitech.
This is an exciting development because, up until now, the vast the majority of powder bed fusion (PBF) systems use a laser to sinter particles of polymer powder point by point. It’s what the PBF leader EOS relies on and is the backbone of the polymer divisions of nearly all 3D printing service bureaus.
This paradigm was already disrupted by HP when it released its Multi Jet Fusion (MJF) technology, which combines binder jetting and PBF. MJF first sees inkjet heads deposit a binder material that allows infrared heat lamps to bind the polymer. While it has been slower to enter the market, Xaar has developed a similar technology called high speed sintering (HSS).
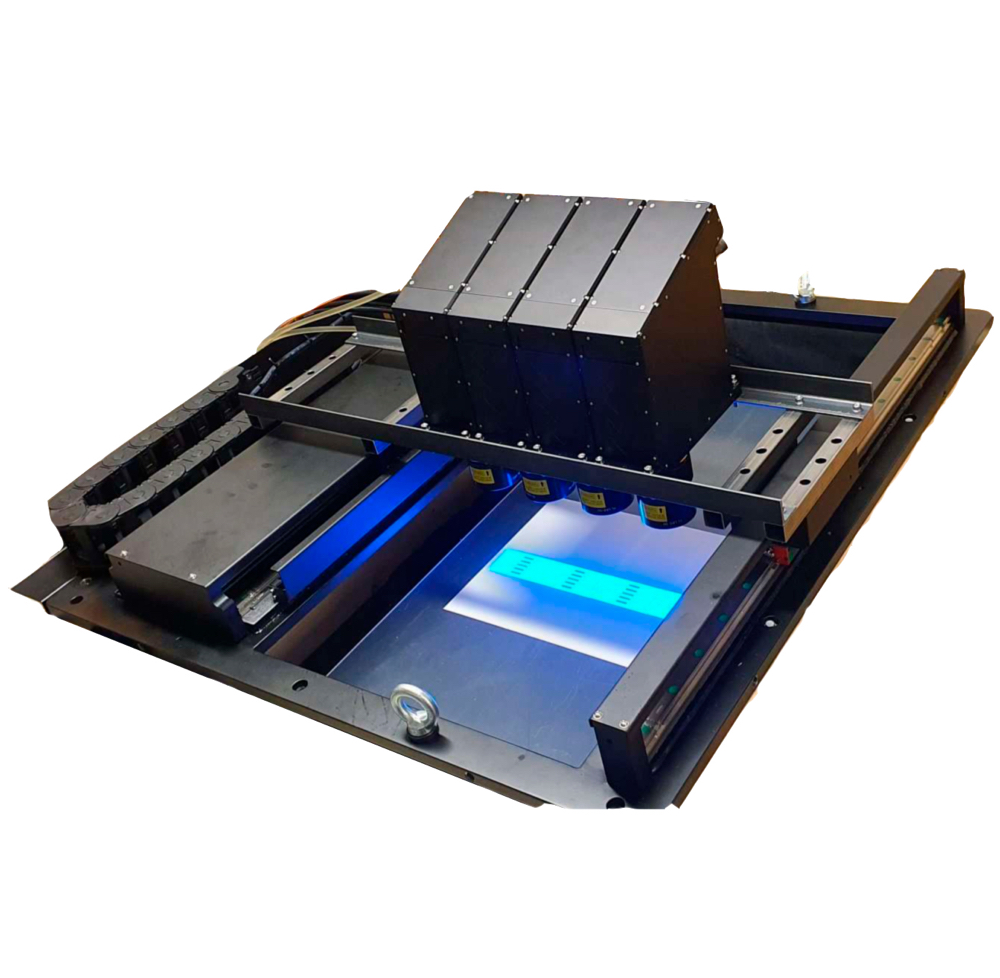
VISITECH’s LRS-MCx Reference Motion stage can use up to four UV DLP projectors or two NIR projectors. Image courtesy of Visitech.
In essence, Visitech is adding a third option to those wishing for an alternative to SLS for polymer PBF. Instead of infrared heat lamps, Visitech’s DLP projector casts NIR rays onto a bed of polymer powder to fuse entire layers at a time. We may actually see this DLP technology impact PBF similarly to how DLP impacted traditional stereolithography, allowing for much faster 3D printing than possible with a single laser.
Perhaps even more interesting is the release of a multi-projector system that companies can use to build up their own UV or NIR DLP 3D printers. Whereas a single NIR projector might be used for research and development purposes, such as exploring new materials, this multi-projector reference motion stage would be more ideal for businesses wishing to roll out a complete 3D printing system.
“There’s obviously a calibration process where you have overlapping images and you have to take that into account in order to have consistent power uniformity across the entire exposure surface, especially if you have multiple projectors,” Kunzman said. “But that’s all built into the existing software system and this reference design is just a reference that can be expanded and adapted. For those who aren’t just interested in materials or not an emerging company, they’re clearly going to have some benefit of just starting out of the gate with a large capacity system, which honestly takes quite a bit of development to do.”
The reference motion stage that Visitech is unique even beyond the NIR technology. If it is outfitted with multiple UV projectors, it’s possible to 3D print large areas of photopolymer material. The closest market equivalent would be MOVINGLight technology from Prodways; however, even Prodways’ process relies on a step-and-repeat method In contrast, Visitech’s product is a continuous back and forth motion, with the projectors scrolling across the build area and then returning to their starting position, casting light again on the return.
The build volume of the scrolling NIR multi-projector system is 560 x 446 mm (22″ x 18″) on the X and Y axes. In contrast, the UV system can be configured with a build volume that ranges from 498 x 644 mm to 646 x 381 mm (20″ x 25″ to 25″ x 15″). Unlike the UV system, which can incorporate up to four projectors, the NIR version can only incorporate up to two.
Kunzman also noted how Visitech’s history lends itself to equipment capable of actual manufacturing:
“That’s really where the capability of Visitech’s work in lithography lays. [The company’s] PCB lithography machines operate 365 days a year, 24 hours a day, seven days a week with high reliability. That’s all about capacity production, consistency and reliability. So, being able to take that know-how for production equipment and moving that into the additive manufacturing space— whether it’s in the traditional UV SLA space or in the SLS space—that reliability and consistency is quite well understood.”
Both the UV and NIR projectors rely on DMD chipsets from Texas Instruments. The UV systems are compatible with a variety of lenses that allow for resolution of under two microns and up. In contrast, the NIR system is compatible with a 1.85x lens for 830 nm wavelengths and a 16X lens for 1064 nm wavelengths. However, Kunzman explained that this will be expanded in the future.
The NIR DLP system is capable of optical power output of up to 120 W, which compares to industrial SLS systems that rely on lasers that put out 1kW of power or more. Depending on the ability of materials to absorb light (black absorbing greater amounts of light more quickly than brighter tones), the exposure time may need to be longer. Kunzman pointed out that SLS would probably print quicker for contours and outlines, while Visitech’s process would be faster for more solid objects.
“It becomes a power density game of which materials and the exposure time required in order to create the sintering process as required. So, if it’s five Watts per centimeter squared, that’s what’s required—and, obviously, there’s a time component to that, as well—it’s going to boil down to the material sensitivity for what is the power requirements that most people are interested in. So, if you wanted to have more power, basically, you just have a lower magnification lens and you have multiple photo heads on the gantry. That’s basically the trade-off.”
So far, Visitech has at least two beta customers using the technology in the European market. The names of those companies have so far not been released to the public, but what comes of this technology will be interesting to say the least.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
RIC Robotics Begins Work on Colorado Community, Including Dozens of 3D Printed Homes
Despite years of increasing public focus on the issue of affordable housing, it wasn’t until the end of last year that US federal policymakers introduced a comprehensive bill to address...
3D Printing News Briefs, July 9, 2026: RIMPAC 2026, Software, Housing, & More
In today’s 3D Printing News Briefs, Massivit continues its focus on aerospace and defense manufacturing, and Meltio is collaborating with Phillips Corporation for RIMPAC 2026. Moving on to software, AMIS...
3DPOD 304: Precast Concrete AM with Greg Kerkstra, Mangrove
Greg Kerkstra is part of a family business that leads in the precast concrete industry. They’ve now turned to Progress Group’s large-format binder-jet concrete technology, which we covered here in...
AM Asia Watch: China’s 3D Printing Boom Is Creating a New Class of Micro-Manufacturers
China’s additive manufacturing (AM) industry has spent years trying to reduce its reliance on foreign technology. In polymer 3D printing, domestic companies have already become major players. In metal AM,...

































