
Connecting at Formnext Connect, Part Two: Cellulose, QA, and DLP for PBF 3D Printing


The industry’s biggest trade show made the crucial decision to take its world-renowned event and host it online, potentially disrupting countless networking opportunities and business deals. Given the fact that there was little choice but to take Formnext online with Formnext Connect, the event’s planners did remarkably well in attempting to hold everything together in an entirely new format.
While other writers are conveying their thoughts on what it was like to attend the event online in terms of attending lectures and hosting virtual trade booths, I thought I’d reflect on the one-on-one networking aspect of Formnext Connect. What’s it like to visit a company’s virtual stand without the ability to see physical samples or flashy videos? I spoke to a number of representatives from various companies and organizations and, for my sake, was able to learn a lot.
Additive Assurance
Andrey Molotnikov, Founder of Additive Assurance, was perhaps one of the more exciting exhibitors I spoke to, given the fact that his startup is attacking quality control in metal 3D printing in a novel way. The Melbourne-based firm came out of stealth last year with a disruptive technology that doesn’t actually disrupt—as in dismantle—your metal powder bed fusion (PBF) machine.

The Additive Assurance system installed on a Renishaw metal 3D printer. Image courtesy of Additive Assurance.
Additive Assurance has developed a quality assurance system that can be attached to the outside of a metal 3D printer in order to inspect the printing process. This is in contrast to firms like Sigma Labs that require internal integration of their sensor hardware to function. In the case of Additive Assurance, optical sensors are attached to a printer’s viewing window, where they capture the melting process.
Not only does the technology capture the intensity of the melt pool, but also the intensity over time. Molotnikov likened it to long-exposure photographs of starts moving across the sky. By tracking the intensity of the laser as it moves across the build—not just as a given sintering point—more information can be gathered. This information then informs the machine learning algorithms the company has developed, which annotate defects within the layers and reconstructs a full 3D image of the part in a way similar to a micro CT.
We will be covering Additive Assurance in an upcoming article, but we should note here that the system can be and has been attached to a wide array of machines, from 3D Systems and EOS to Sisma-Trumpf and GE Additive.
VTT, NOVUM Project
Developed by the state-owned VTT Technical Research Centre of Finland, the NOVUM Project is developing bio-based materials and accompanying 3D printing processes to replace fossil fuel-based polymers. I had the opportunity to speak to project leader Heli Kangas about their work.
VTT typically takes lab innovations and determines how to scale them up to the pilot level, at which point a partner commercializes the technology. For Kangas, this is the 3D printing of parts made from cellulose, or wood fiber. While the project began as a method for 3D printing cellulose parts for ABB Robotics to insulate electrical components, that application appears to require further development. In turn, the group has expanded the scope of the project and is developing a 3D printing production line for the marine and automotive sectors.
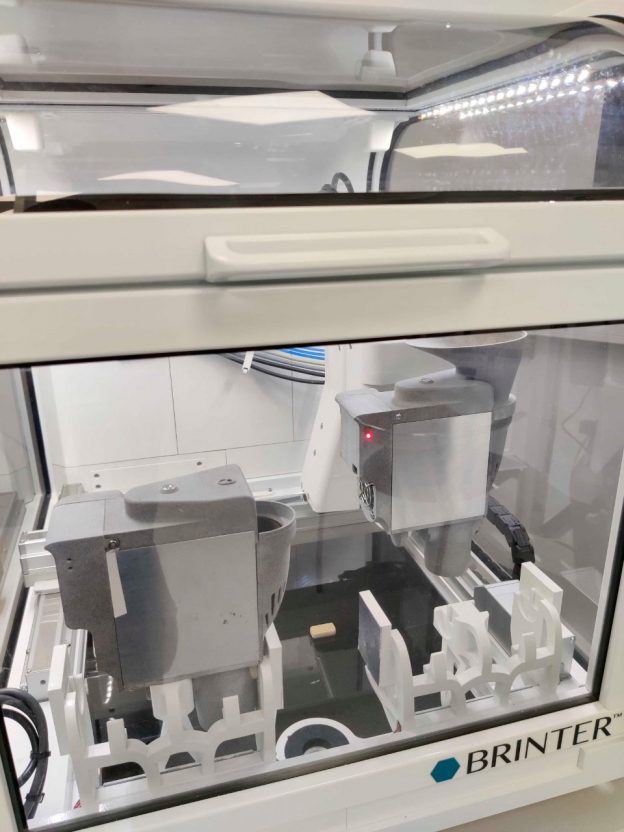
The BRINTER from 3DTech used to 3D print granules of cellulose for small scale manufacturing. Image courtesy of the Novum Project.
Processing cellulose for production parts is intensive, with the material naturally absorbing a lot of water and drying it requiring a lot of energy. Whereas traditional production using cellulose, which requires molding, may take numerous steps, 3D printing with it only requires a few as granules of the material can be fed directly into an extrusion system. For this reason, the NOVUM project has developed industrial robotic arms outfitted with plastic extruders to print the cellulose. Unlike some other bio-based materials, this cellulose material has no petroleum-based products. It is 100 percent biobased and is about 50 to 60 percent cellulose by weight.
We will be discussing the NOVUM project in greater depth in a follow-up article on the topic, but the pilot line is near completion and delivery.
Visitech
With an online event, it’s difficult to determine exactly how word about company news travels. With live shows, you’ll bring up new technologies or partnerships with other attendees while grabbing lunch or waiting in line. In the isolation of a virtual show, there aren’t the same networking possibilities nor natural opportunities to discuss industry developments. So, I end up looking at other publications to see what they caught. From what I can tell, no one caught this advancement from Visitech Engineering.
To discuss the news, I spoke to Adam Kunzman, the president of Keynote Photonics, which designs digital light processing (DLP) technology and distributes Visitech products. While the Norwegian firm began producing DLP products for such applications as PCB lithography, it entered into AM space by making systems for DLP 3D printing. At Formnext, it was announced that it had since entered into PBF 3D printing with a new DLP printhead for PBF, as well as a reference motion stage for installing up to four DLP printheads for PBF.
Most polymer PBF systems rely on a laser to sinter parts point by point, except for HP Multi Jet Fusion and Xaar High Speed Sintering, which combine inkjet printing with infrared heat lamps to fuse plastic powders. In contrast to both of these, Visitech’s technique uses a DLP project to cast near-infrared rays onto a bed of polymer in order to fuse entire layers at a time.
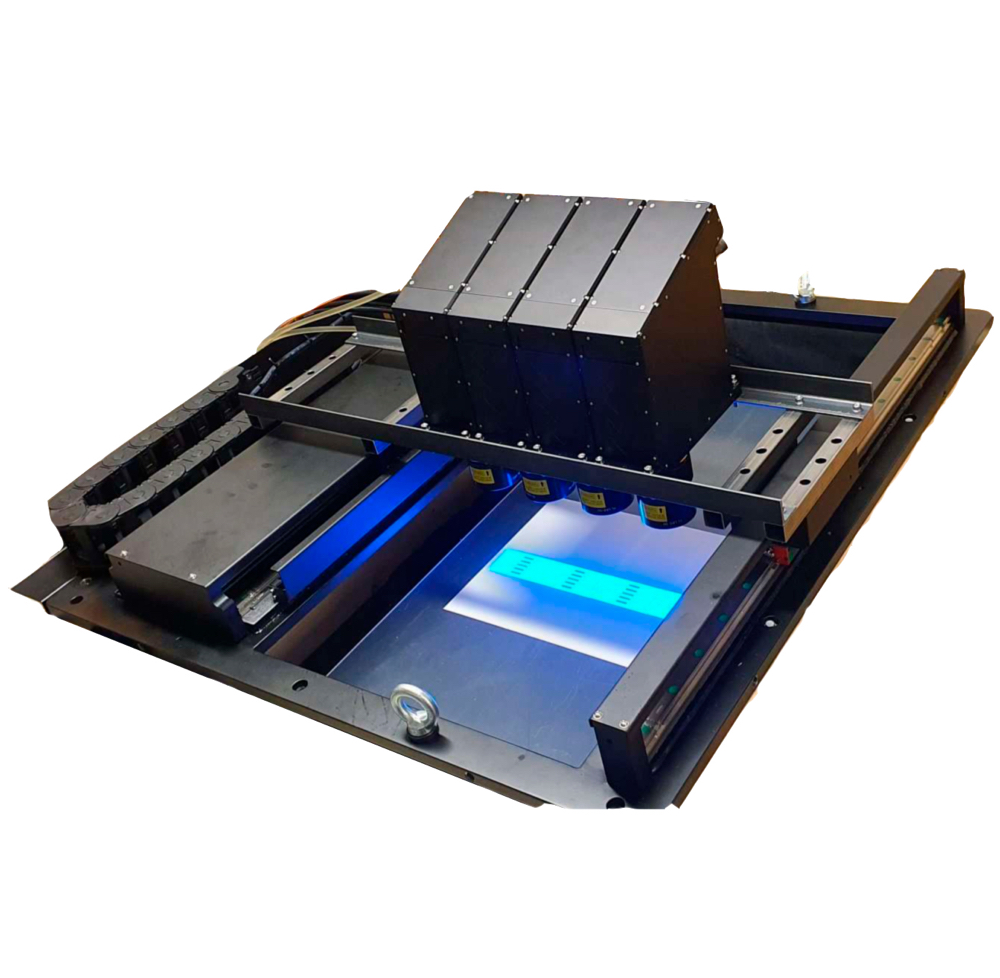
Visitech’s reference motion stage for 3D printing using UV or near-infrared projectors. Image courtesy of Visitech.
As far as I know, there is no other method for DLP 3D printing as a means of sintering polymer powders. This has the potential to disrupt traditional selective laser sintering (SLS) the way that DLP disrupted stereolithography (SLA). DLP is remarkable faster than SLA and can achieve similar resolution, if not better depending on the exact technology.
In the case of Visitech’s technology, the comparison to DLP versus SLA is not an exact one. The new printhead can achieve pixel pitch as fine as 75 microns. Depending on the ability of materials to absorb light (black absorbing greater amounts of light more quickly than brighter tones), the exposure time may need to be longer. Kunzman also said that SLS would likely be faster for contours and outlines, while Visitech’s process would be faster for more solid objects.
In addition to selling the printhead itself, along with the software necessary to properly use it, Visitech introduced a reference motion stage that can be used for the near infrared projectors or UV projectors (for traditional DLP 3D printing). Both of these can be used for larger-scale 3D printing in a continuous fashion. We will discuss these products even further in a dedicated post.
Altogether, networking and “visiting” booths obviously didn’t have the same fluidity that they might with a traditional, in-person trade show. I also didn’t get to see products close-up and hands-on. However, I didn’t have to deal with the crowds, lines and traffic I might have confronted at a physical event. At the same time, I didn’t have to contribute to greenhouse gas emissions of air travel.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
ORNL Improves Error Mitigation in Large Polymer Parts
Oak Ridge National Laboratory (ORNL) has commercialized a number of large-format 3D printing technologies. Now, scientists are working on error mitigation in large parts. ORNL is using six thermal cameras...
Aibuild Says New FETS Simulation Tool Is 10,000x Faster for AM
Aibuild has launched FETS for Additive Manufacturing, a Finite Element Thermomechanical Simulation tool that lets you simulate stress, distortion, thermal effects, and thermomechanical effects. The solution has been optimized for...
Ceramic 3D Printing Applications on Display at Ceramics Expo USA
There’s a lot of crossover between ceramics and additive manufacturing (AM). Now, we just need to get the two industries to talk to each other more. It was nice to...
3D Printing News Briefs, April 8, 2026: LiDAR Scanning, Vapor Smoothing, FDM Optimization, & More
We’ll kick off today’s 3D Printing News Briefs with some 3D scanning news from Artec 3D, and then move on to new America Makes Project Calls. Then, Raise3D and AMT...

































