

Using Supraparticles to More Tightly Control Powders in SLS 3D Printing

German researchers continue current trends in research and development of composites, studying how to make materials with stronger mechanical properties, and experimenting with techniques for improved fabrication of stable structures. Their findings have been released in the recently published “Bottom-Up Design of Composite Supraparticles for Powder-Based Additive Manufacturing,” outlining details for new powders with better composition and flowability.
Supraparticles are material fragments formed by clusters of nanoparticles, which those in the field believe can be controlled in order to achieve various outcomes that enable greater management of the given application for which they’re being used. In the case of selective laser sintering (SLS), these researchers suggest that supraparticles can be used to more tightly control the flowability and composition of powders, key to achieving good 3D printing outcomes. In turn, the hope is that, by tightly managing SLS powders through controllable supraparticles, it will be possible to open up material options for technology beyond the standard polyamides we typically see in the industry.
Because a bottom-up printing technique works better in fabricating supraparticles, the researchers adapted SLS printing to produce thin-layered samples from polymers and composites. Polystyrene/silica (PS–SiO2) was used as the composite for the samples, with comprehensive analysis performed on supraparticle powders in terms of size, distribution, composition, and morphology.

Bottom-up fabrication of composite supraparticles for selective laser sintering (SLS). Dispersions of polymer colloidal particles (A) and additives (B) are synthesized, mixed to tailor the composition, and confined within dispersion droplets that template the final supraparticle. Polymeric supraparticles of agglomerated colloidal nanoparticles A are obtained by spray drying of a dispersion A. Composite supraparticles are produced by mixing dispersions A and B and spray drying the mixture. Depending on the particle size ratio of used nanoparticles in dispersions, surface coated or homogenously distributed composite particles can be produced. These supraparticles can be used for powder-based additive manufacturing to obtain macroscopic specimen with defined composition and amount of functional additive.
Founded on colloidal building blocks, the bottom-up technique allows for customized particle dispersion, as well as benefits for SLS overall, to include:
- Uniform dispersal on the nanoscale, resulting in “homogeneous composite materials”
- Excellent control of both composition and morphology of particles
- Production of spherical particles with defined, rough surfaces (due to the building blocks)
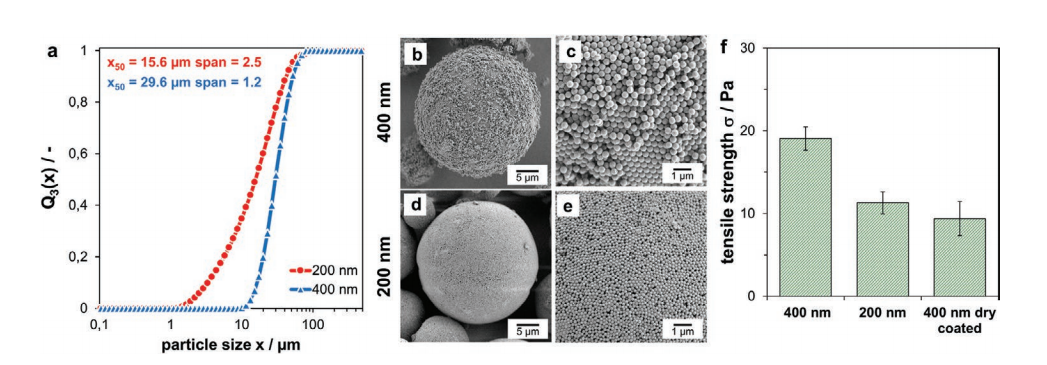
Influence of primary particle size on the surface roughness and the powder flowability of polystyrene supraparticles for 30 wt% PS dispersion spray dried at an ALR of 2.5 kgair kgliquid−1 and an inlet temperature of 150 °C. a) Cumulative particle size distribution for supraparticles resulting from 200 nm (red) and 400 nm (blue) primary particles. b,d) Representative scanning electron microscopy (SEM) images of the resulting supraparticles and c,e) details of their surface morphology for b,c) 400 nm and d,e) 200 nm primary particle size. f) Resulting powder tensile strengths of the two different samples, and the sample with 400 nm primary particles and a dry coating with 0.1 wt% Aerosil 106 (error bars show the standard deviation from the mean of three measurements).
In using the spray-dry process, the following must be highly controlled:
- Droplet generation
- Drying velocity
- Hydrodynamic effects
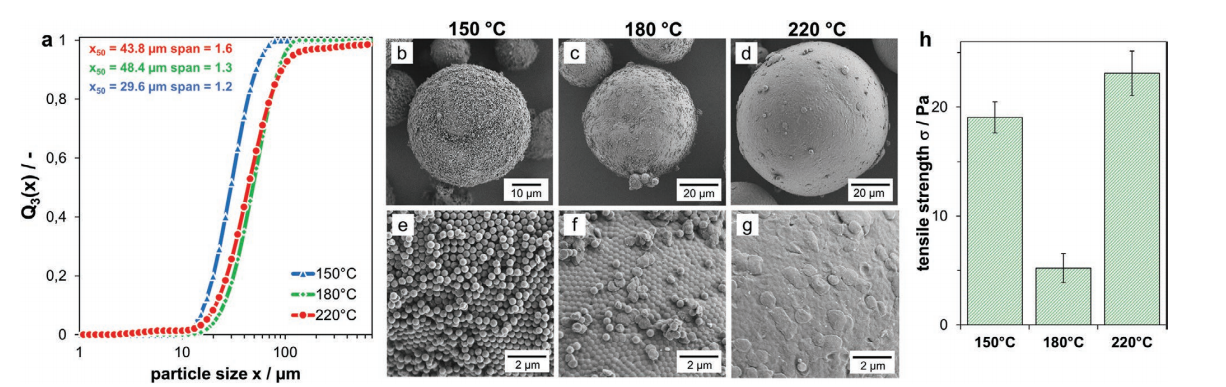
Influence of spray drying inlet temperature on the surface roughness and powder flowability of polystyrene supraparticles (30 wt% dispersion, 400 nm primary particles). a) Cumulative particle size distribution of the different samples. b–g) Representative SEM images of the polystyrene supraparticles and their surface morphologies for inlet temperatures of b,e) 150 °C, c,f) 180 °C, and d,g) 220 °C. With increasing temperature, a smoothening of the supraparticle surface is observed. h) Powder tensile strengths of the different samples (error bars show the standard deviation from the mean of three measurements).
Users have numerous options in polymers:
“Surfactant-free emulsion polymerization can be used for a range of polymers from radical polymerization, including polystyrene, poly(methyl methacrylate), polyethylene, or polytetrafluoroethylene,” stated the researchers. “Miniemulsion polymerization provides an additional, versatile platform for the synthesis of a range of polymers by different polymerization techniques. Even more complex polymers, such as bio(degradable) or semiconducting polymers, are available via the solvent evaporation techniques.”
Inorganic additives can also be used as fillers, improving mechanical properties, and increasing functionality. A basic PS–SiO2 model system was used in this study to show how precise the technique is, along with the connection between printing, powder properties, and their specific application within SLS.
The spray drying process is scalable, with the potential for making “sufficiently large powder quantities” required for SLS. The flip side of such excellent precision in this process though is that throughput is negatively affected, resulting in a lack of the necessary amounts of material.

Tailored, nanoscale-mixed PS–SiO2 composite supraparticles. a) Control of SiO2 content in the composite powders characterized by thermogravimetric analysis of samples prepared from mixed dispersions of polystyrene and silica primary particles with mass mixing ratios ranging from 100% PS–0% SiO2 (blue) to 50% PS–50% SiO2 (black). b,e,h) Representative SEM images of the resulting particles, c,f,i) their surface morphologies, and d,g,j) the distribution of the SiO2 additive in the interior for different supraparticle architectures. b–d) Rough homogenously mixed PS–SiO2 supraparticles; e–g) sintered, homogenously mixed PS–SiO2 supraparticles; h–j) core–shell PS–SiO2 supraparticle with a PS core and a SiO2 shell. k) Resulting powder tensile strengths of the different samples (error bars show the standard deviation from the mean of three measurements).
In comparing two different composite supraparticles (dry-coated and homogeneously mixed PS–SiO2 supraparticles with a tensile strength of 11.4 ± 1.1 Pa and core shell PS–SiO2 supraparticles with a tensile strength), the researchers noted that a higher density was displayed in both samples, with uniform powder beds—in comparison to the PS supraparticles. The authors attributed this to a higher density in samples containing SiO2, which also displayed higher powder bed density than the dry-coated sample.
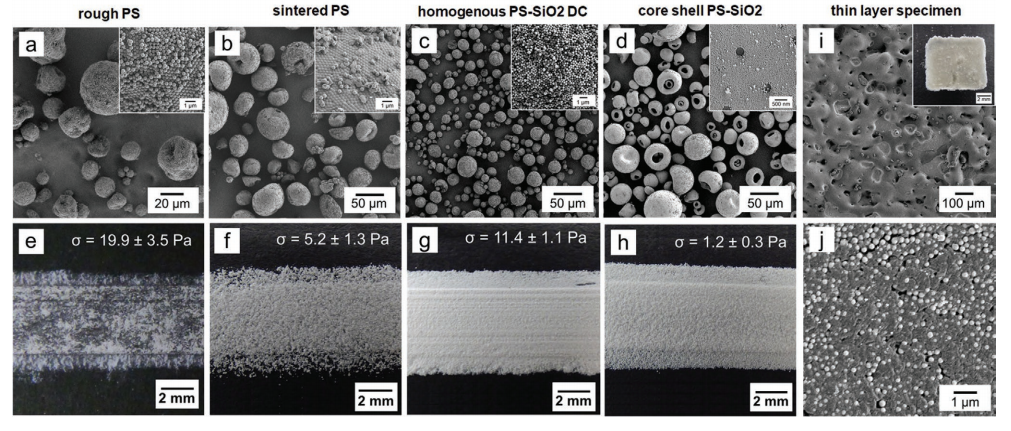
“The uniformity of both powder beds was similar to a commercially available polyamide 12, which is a typical powder used in industrial SLS processes,” explained the researchers.
Overall, the bottom-up process is expected to provide a flexible platform for creating and using new composites to be used in powder bed fusion.
[Source / Images: ‘Bottom-Up Design of Composite Supraparticles for Powder-Based Additive Manufacturing’]Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
3D Printing Financials: XTPL Adds New Semiconductor and Defense Customers in Q1 2026
Polish microprinting company XTPL (WSE: XTP) reported first-quarter 2026 revenue of PLN 1.6 million (roughly $441,000) as the company expands into the semiconductor and advanced electronics markets, while also launching...
The University of Utrecht: “3D Printing Could Change Who Gets to Become a Manufacturing Power”
For decades, manufacturing has mostly been controlled by countries with huge factories, lower labor costs, and industrial systems that took years, sometimes decades, to build. But Utrecht University human geographers...
Stratasys Acquires Markforged, Analysis of AM’s Latest Consolidation Move
A very long time ago, in 2023, the additive manufacturing (AM) industry was enraptured over the attempts by a large chunk of its publicly traded original equipment manufacturers (OEMs) to...
DoW Accelerates Drone Readiness with AMTrain Phase 2 Launch at Camp Lejeune
Equipping today’s warfighter with the most advanced technology is paramount, driving increased prioritization and investment in drone development and advanced manufacturing training within the Department of War (DoW). In this...

































