
3D Printed Respirator Masks Below N95 Standards, Says Virginia Tech Team


We’ve been cautious and careful about promoting 3D-printed COVID safety equipment here at 3DPrint.com. We talked about a general principle of first doing no harm and also discussed safety recommendations for 3D-printed medical devices. Specifically, we addressed safety concerns related to 3D printing masks and provided some recommendations.
It was notable that, in this current crisis, the U.S. Food and Drug Administration (FDA) and other authorities relaxed their existing standards for face shields but did not do so for respirators. A respirator is a close-to-the-skin device that is worn over one’s mouth for hours per day and can impede breathing or could lead to foreign particles in the wearer’s lungs. Even at their most inventive and creative, health authorities would not budge from keeping it a Class II medical device that would have to be made in a good manufacturing practice environment and subject to strict FDA regulation.
Initial findings point to the regulator’s findings being borne out by research. A paper by a team at Virginia Polytechnic Institute and State University (Virginia Tech) points to a decided lack of effectiveness on the part of 3D-printed respirators. We must point out that the paper itself is in the preprint stage. Preprint means that it has not yet been peer reviewed. This means that we are now forming our opinion about a hasty engineering effort to make life-saving devices through a paper that itself has been presented to us earlier (and one would expect more error-prone) than usual.
Just to be clear, we celebrate everyone’s engineering and maker efforts to make COVID devices of all kinds. We think this is truly one of the brightest and best moments in our industry’s history. We have an important role to play in making spare parts, new solutions, and unavailable items in this current crisis. Furthermore, it is becoming clear to us and many more people that 3D printing has a real role to play in many supply chains and in future crises, whatever they may be. We are now much more relevant than at the start of the year to any further breakdown of the very fabric of the global supply chain or as some kind of magical duck tape solution to a shortage.
This expectation and interest is, of course, a double-edged sword and we could squander it by over-claiming and underdelivering. Or we could meet the challenges of the future with forthrightness and honesty. Yes, we are an interesting shape-making technology. This does not mean that all of our shapes are functional for all of the applications now, in all materials.
The paper is by Bezek, L.B.; Pan, J.; Harb, C.; Zawaski, C.E.; Molla, B.; Kubalak, J.R.; Marr, L.C.; Williams, C.B. and is titled “Particle Transmission through Respirators Fabricated with Fused Filament Fabrication and Powder Bed Fusion Additive Manufacturing“. The summary is as follows (the text is quoted but formatted by me for readability):
-
“Results from this study show that respirators printed using desktop/industrial-scale fused filament fabrication [FFF] processes and industrial-scale powder bed fusion [PBF] processes have insufficient filtration efficiency at the size of the SARS-CoV-2 virus, even while assuming a perfect seal between the respirator and the user’s face.
-
Almost all printed respirators provided <60% filtration efficiency at the 100-300 nm particle range.
-
Only one respirator, printed on an industrial-scale fused filament fabrication system provided >90% efficiency as-printed.
-
Post-processing procedures including cleaning, sealing surfaces, and reinforcing the filter cap seal generally improved performance, but no respirator sustained the filtration efficiency of an N95 respirator, which filters 95% of SARS-CoV-2 virus particles.
-
Instead, the printed respirators showed similar performance to various cloth masks.
-
While continued optimization of printing process parameters and design tolerances could be implemented to directly print respirators that provide the requisite 95% filtration efficiency, AM processes are not sufficiently reliable for widespread distribution and local production of N95-type respiratory protection without commensurate quality assurance processes in place.
-
Certain design/printer/material combinations may provide sufficient protection for specific users, but the respirators should not be trusted without quantitative filtration efficiency testing. It is currently not advised to expect printed respirators originating from distributed designs to replicate performance across different printers and materials.”
Generally, a lot of the conclusions that the paper has made are what we have previously pointed out and what many in the industry were saying, as well. It seems that, once again, we’re shadowboxing overinflated claims that the media (and some of us) have made.
The paper points out that
-
“One concern about the efficacy of using AM to produce direct replacements for N95 respirators is the intrinsic porosity in FFF and PBF-produced parts, which can affect filtration efficiency, accuracy, and reliability of the printed respirators. In FFF processes, porosity can result from adjacent layers not fully fusing, gaps left from changing direction and stopping/starting melt extrusion, and/or gaps left from adjacent extruded paths failing to fuse together”
-
“Such inherent, process-induced defects have been shown to cause up to 32% porosity in FFF parts, with 200-800 Mu diameter pores , which could render them ineffective in protecting against 0.3 mu virus particles.”
-
“Similarly, parts produced via PBF can be up to 30% porous [16] due to insufficient delivery of energy, recoating defects, and/or the use of heavily recycled powder.”
-
“One solution to mitigate porosity in printed polymer parts is to seal them in a post-processing step.”
-
“Another anticipated challenge in the use of AM to directly fabricate PPE through shared digital designs is the inherent variability between AM machines, materials, and build parameters, which can affect the mechanical properties of the printed materials and the accuracy of the printed geometries.”
That final issue is also a potential limitation to testing how effective these masks are, since individual machine settings, materials, material handling, toolpaths and local variables could have interfered with the test parts themselves. The paper goes on to look at the parts where the mask could fail through insufficiently covering the face or through gaps.
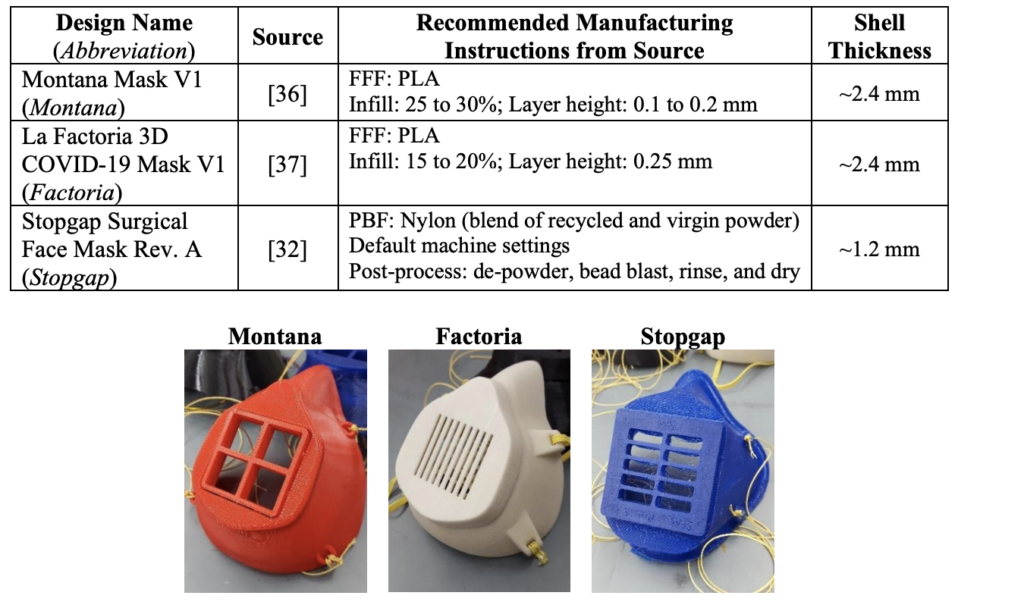
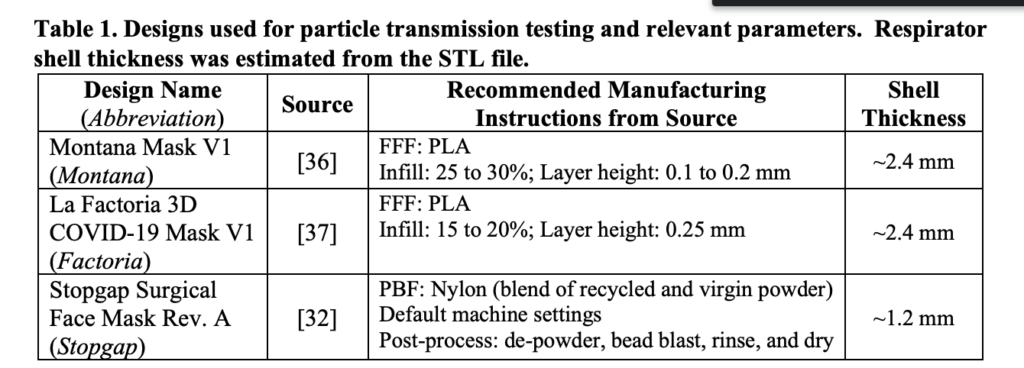
The masks chosen were the Montana mask by Make the Masks, the Factoria mask, and the Stopgap Surgical Face Mask. They printed these masks on a Sinterstation (polymer powder bed fusion), Fortus 400mc (industrial FFF) and an Afinia (desktop FDM). We have made some progress since the venerable Sinterstation and porosity has been reduced in current generation sintering machines with better software and processing so that we would expect less porosity than with a machine that was released in 1998. On the one hand, it’s amazing that these machines last so long, but it is perhaps slightly unfair to use a 22-year-old 3D printer as the industrial sintering system for this important test.
The paper states that, “the PBF models were de-powdered and bead blasted to remove adhered powder and improve surface finish,” but, crucially, it is unclear if “rinse parts with water to remove remaining media and dry parts using compressed air” was done as per the general instruction attached to the file. Also, they state that the powder used was “Nylon-12 (Factoria: 100% recycled; Montana/Stopgap: 50% recycled / 50% virgin).” It’s unclear whose powder it was. Now, it’s not apparent why they would use different mixes between virgin and recycled powder for different masks but a 100 percent recycled material is not really something I’d recommend. I think it’s also unfair to compare a 100 percent recycled mask to anything.
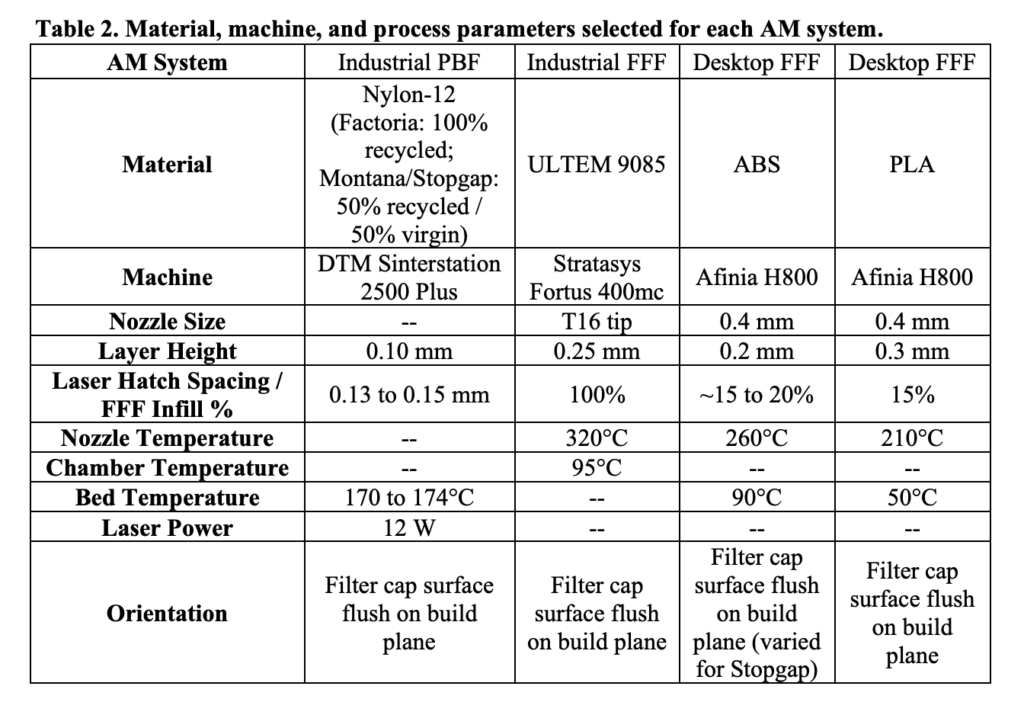
I also have concerns about the filament materials printed. I also thought that ULTEM 9085 printed at 350°C? I’m confused about the ABS print that has 15-20% infill. To me, for a day-to-day use part, I’d use a much higher infill percentage of 30 percent at least. I also don’t understand why the PLA part has 15 percent infill either. I couldn’t find the machine settings or the name of the filament supplier either. There could be a lot of variability in their nozzle temperature as per indicated and actual also. We all know that we can get a lot of layer adhesion differences in prints from speed, material, temperature. So this is one caveat. I’d really like for the Cura profile and the machine settings to be included in this kind of research. If we’re going to be testing parts then we should know how they were made.
This isn’t a gripe specific to this paper however; no papers have this. I personally can’t really get ABS to work at all below a 100°C bed temperature and most recommend 110°C, so that seems low, while 260°C sounds like it could be rather too fume-y. I’d never recommend that you print ABS above 250°C and, most of the time, I’d expect the right temperature to be far lower than that, much lower than 260°C anyway. Also, each test part was only printed once (apart from the stopgap that they tried in two orientations). That to me is putting rather a lot of stock in the five-year-old Afinia’s accuracy and I would have much rather seen a number of parts printed and tested.
The team then shows us that they had visible defects in the prints.
“(a) The Stopgap respirator in ABS oriented with the filter cap face down on the build plane has a few mislaid layers; (b) The Stopgap respirator in ABS in an alternate orientation also suffers from periodic sparsity; (c) The Stopgap respirator in PLA is visibly thin across most surfaces; (d) The Stopgap respirator in ULTEM shows porosity on the surface parallel to the filter.”
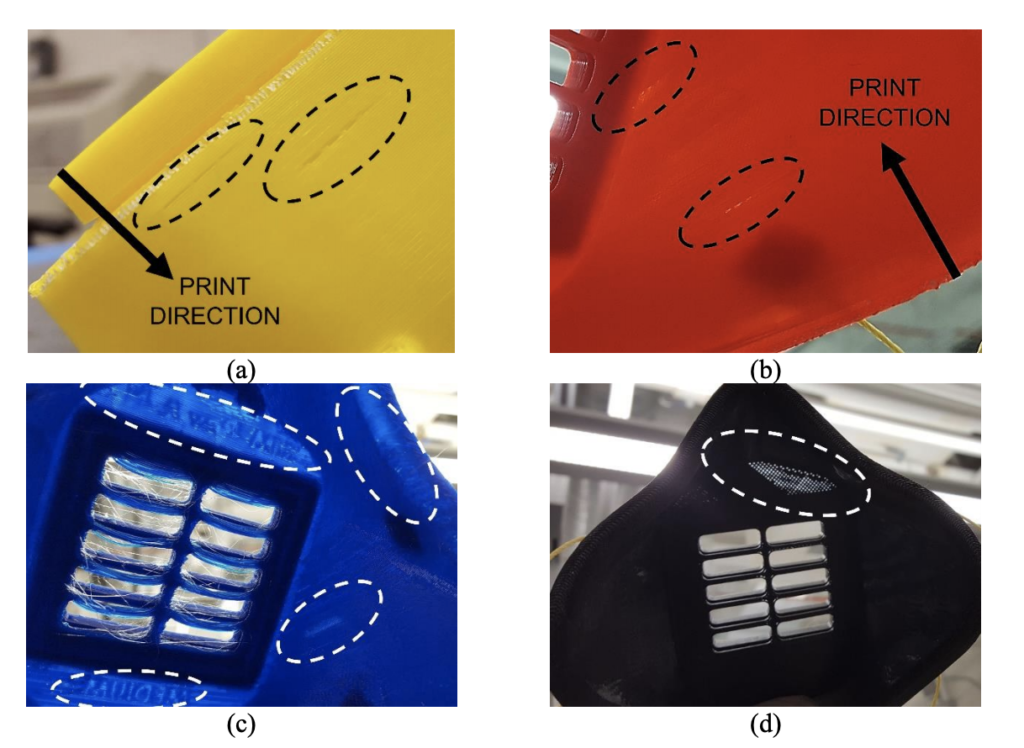
“Figure 4c shows the Stopgap respirator fabricated with PLA held up to a light to enable observation of several regions of thin material along the shell (as in Figure 4a and b), along the seal to the face, and on the surface flush with the filter cap. Figure 4d displays the Stopgap respirator fabricated with ULTEM held up to a light. Macroscale pores across the entire surface flush on the build plane are observed despite this part being printed in 100% infill on an industrial-scale FFF system,” the authors write.
The team does say that the Stopgap respirator was made for powder bed fusion, so that it was not meant to be printed with FFF/FDM. They go on to test the Stopgap FFF/FDM prints and I think that this is rather unfair.
I have a real issue with the authors changing the roll of filament for build orientation prints “a” and “b” and not mentioning that this is a different material. Even if it was from the same vendor and the handling was the same, then the different colorants mean that there is a different optimal print temperature there. It’s strange to me to both change print orientation and material and then compare those prints. Also, the authors say that this is an adhesion issue, but is it? Is it digging by the nozzle? The “c” part is a great example why you should not have letters on your part. The hatched pattern on the “d” print made from ULTEM is very strange. Is that the Sparse Double Density infill pattern? Did it not print because they didn’t support the part well?
The team went on to test the results of the different filter designs:
“The particle analyzer simply counts the frequency of detected nanoparticles; it does not distinguish between nanoparticles resulting from the generated aerosol and residual nanoparticles resulting from stray particulates shed from the shell,” was an issue that they identified.
They go on to treat the masks, saying that the “FFF respirators were rinsed thoroughly with tap water and dried with compressed air. Since water could cause aggregation among dry powder, the cleaning step for PBF respirators involved additional compressed air followed by the application of two coats of acrylic paint to form a sealant.”
I’m confused about this since I know that water can have effects on porous sintered parts long-term, but am not sure why the researchers didn’t just wash them in water, which would be fine short-term. Also, painting it changes the part and makes it less flexible. I don’t understand the “aggregation among dry powder” part at all really and am not sure why they’d need to paint the model. I especially worry that the coats of paint will effect how the different parts of the mask fit together. I may have read it wrong but why then in the table above do they say that they rinse and dry the PBF parts? Also I’m pretty sure that the PLA models were made more brittle by the water, but perhaps that’s a limitation of the mask that’s good to include.
The paper goes on to show that, “none of the printed respirators provided the requisite 95% filtration efficiency.”
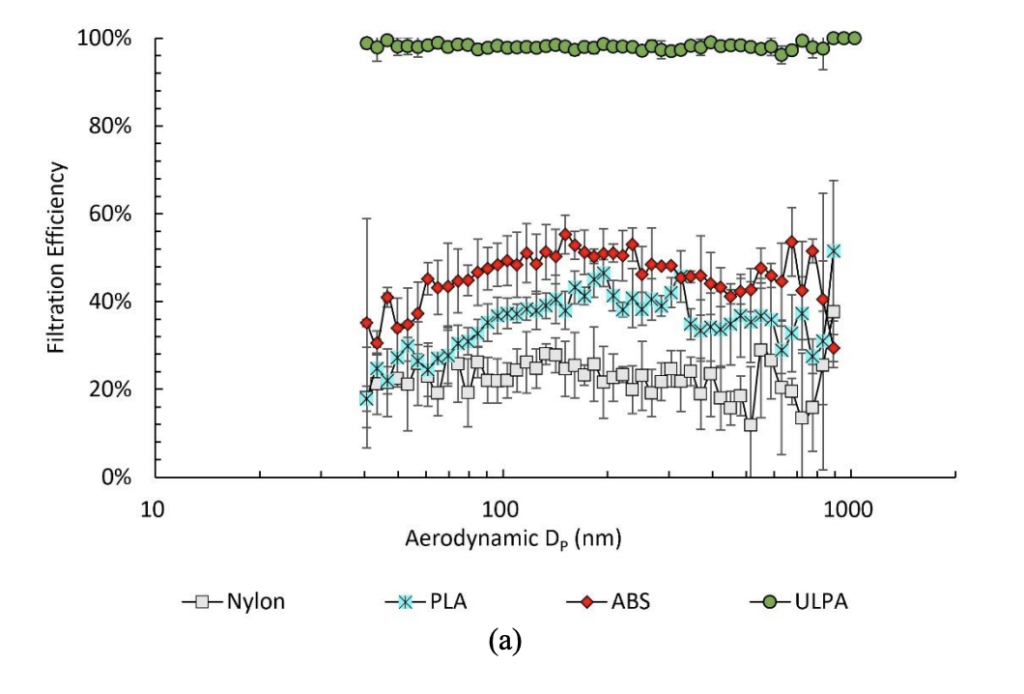
“Montana respirator results (Figure 5a) show filtration efficiency consistently under 60% for the ABS, PLA, and nylon materials, which is far from the baseline performance of the ULPA filter medium. The ULTEM variant of the Montana respirator could not be tested as printed because the filter cap was too loose to adequately secure the filter.”
The team makes the following determination:
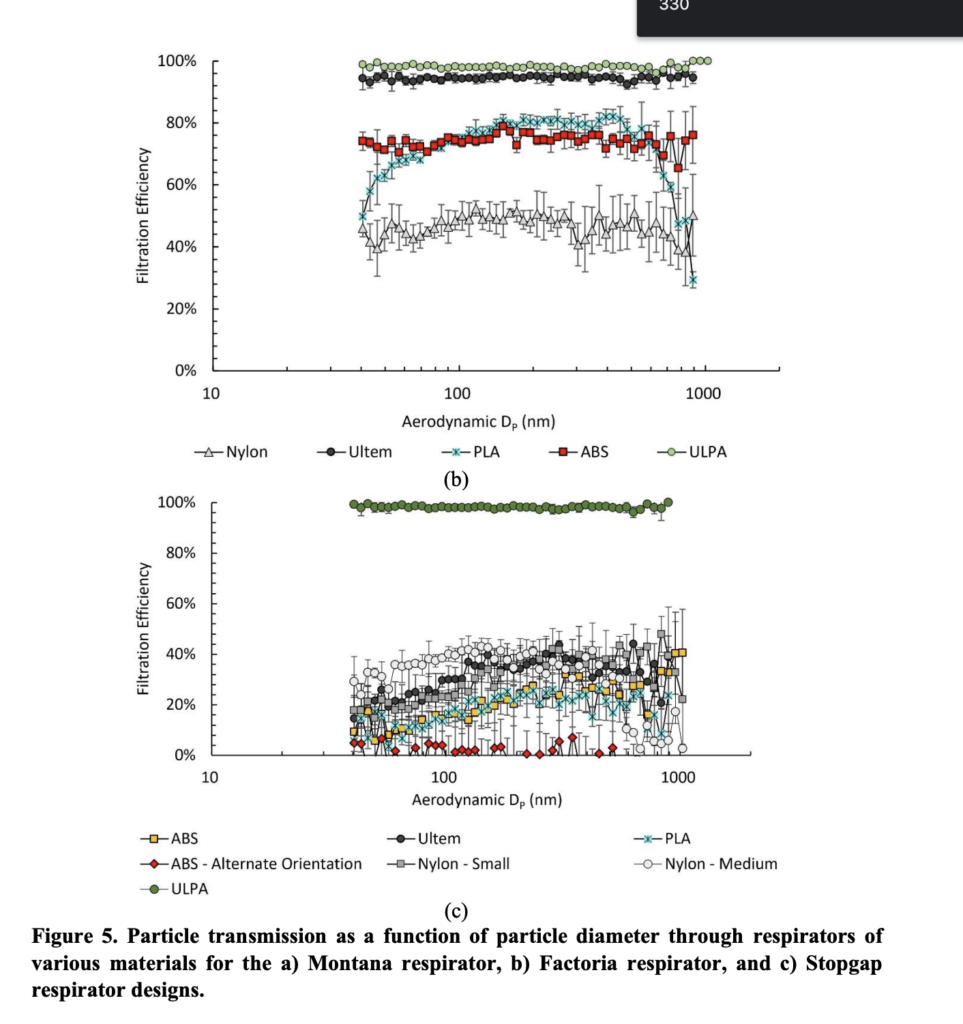
“The Factoria respirator results are provided in Figure 5b. The PLA and ABS respirators filter out more particles than in the Montana respirator design, but both still only protect against ~75% of particles. The ULTEM Factoria respirator provides the highest observed performance, with a filtration efficiency between 90-95%, depending on particle diameter; however, it falls slightly less than the tested ULPA filter (99% efficiency). Similar to the Montana respirator results, the PBF-printed respirator presents the lowest filtration efficiency (~45%).”
“Montana and Factoria respirators are nearly identical in shell design, it is expected that the difference in filter cap design is the cause for the consistently worse performance of the Montana respirator compared to the Factoria respirator. The press-fit cap of the Montana respirator may have allowed particles around the filter (which correlates to the loose-fitting filter cap printed in ULTEM), whereas the larger cap of the Factoria respirator completely encloses the filter.”
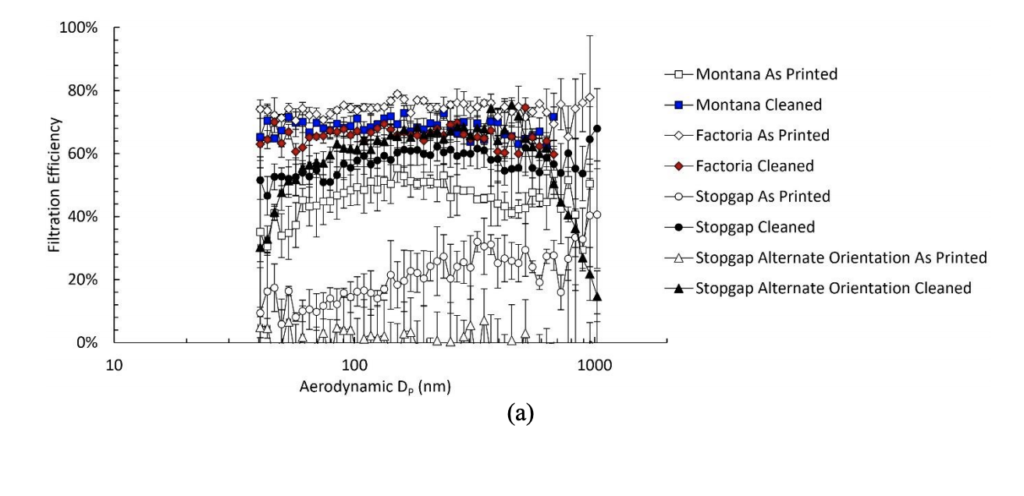
Another thing that I don’t get is this: “It is observed in Figure 6a that cleaning the ABS Montana respirator increases the filtration efficiency measurement by ~20%, but the ABS Factoria measurement decreases in efficiency by ~10%. The ABS Stopgap efficiency measurements significantly improve, with both print orientations offering similar performance once cleaned. In Figure 6b, it is seen that the ULTEM Factoria respirator decreases by ~15% efficiency following cleaning.”
I’m quite surprised that there would be such a huge difference in filtration efficiency just from cleaning the parts? To me, this points to the fact that the testing apparatus is picking up loose powder and particles on the masks themselves from before, or that they are created or released through cleaning. But, I don’t know enough about the filtration side of things to know.
The team concedes, “These results highlight the inherent variability in results due to the testing method and testing conditions, which is why it was critical to use the same respirators for repeat tests. The testing environment was kept as close to the same conditions each time, yet the Factoria respirators somehow declined in filtration efficiency. It is believed that a coupling of the failure modes identified in Section 1.2 could be contributing to the erratic trends.”
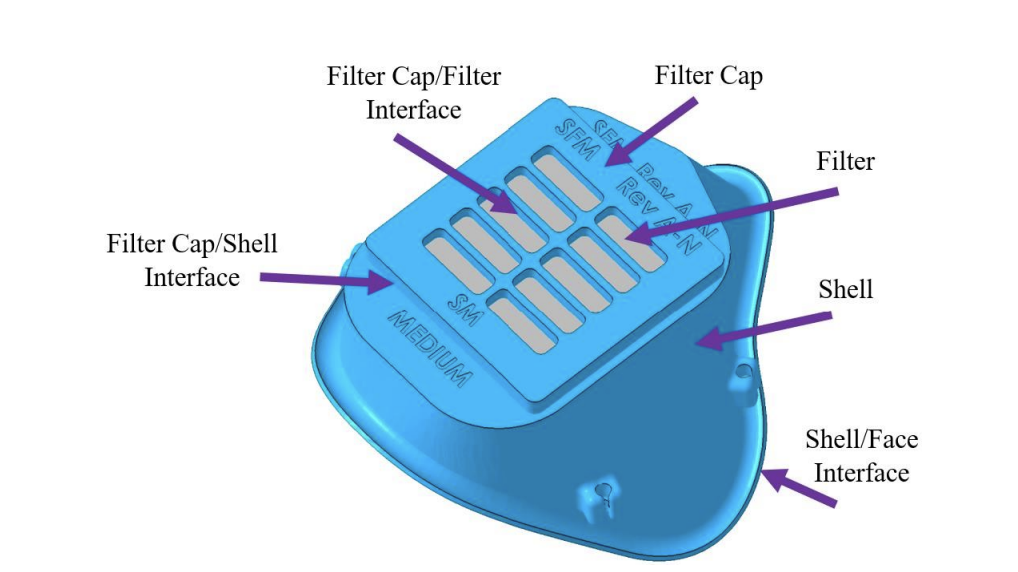
They go on to look deeper, “Application of the epoxy sealant to the shell increases efficiency to peak at ~75%. This indicates that the porosity of the PLA material drops filtration efficiency by ~20%.” And “Residual powders from printing, post-process, or handling are likely to blame for the poor performance of the respirators as-printed. This also corroborates the reason why the as-printed nylon Montana and Factoria respirators had such low filtration efficiency. While testing some intermediate modifications were forgone, it is evident that the dominant failure mode is the filter cap/shell interface.”
Their conclusions are the following:
“As printed, most of the respirators performed poorly, with almost all providing less than 60% filtration efficiency (significantly below the requisite 95% efficiency of a N95 respirator). This result is especially discouraging when considering that the testing was done with the approximation of a perfect seal between the respirator and user’s face (a common failure mode for standard N95 textile respirators, and likely a significant failure mode for the rigid printed polymers). When printed in ULTEM on an industrial-scale FFF system, the Factoria respirator provided the best filtration efficiency of those evaluated, consistently exceeding 90% efficiency for all particle sizes.”
They also say that, “For example, while the Factoria respirator in ULTEM reached >90% filtration efficiency in the as-printed state, its measured efficiency was reduced to ~80% following cleaning. No tested design with modifications was able to consistently attain 95% filtration efficiency, although the nylon Stopgap respirator with modifications was able to filter ~85% of particles at the size of 300 nm.”
“The results from this study do not completely discount AM from being appropriate for making an effective N95 respirator,” the authors write. “The ULTEM Factoria’s performance suggests that (i) high quality, repeatable printing technology with (ii) proper process settings, and (iii) tolerancing of the filter cap/shell interface that is aligned with a specific machine/material combination could provide an effective solution.”
Further on they, say, “In the case of the Montana and Stopgap respirators, the as-printed performance falls below that of many simple textile materials. The as-printed Factoria respirators and post-process modified Stopgap respirators provide equivalent protection to these textile materials and surgical masks, with the ULTEM Factoria and modified PBF Stopgap respirators providing slightly enhanced performance to these materials.” This was a result that many of us would actually have been happy with, I believe.
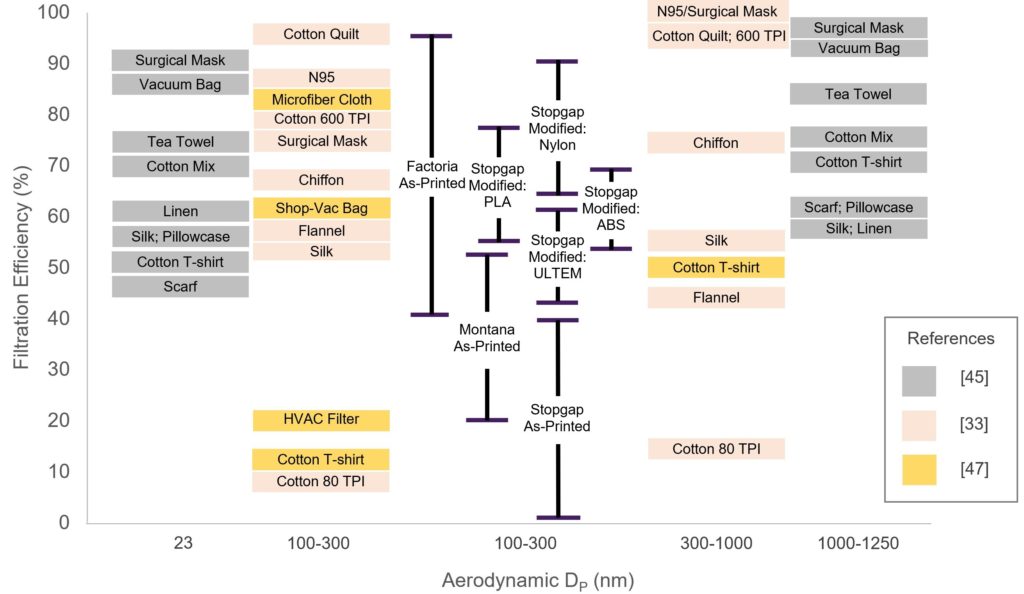
Also, “The modified PBF Stopgap respirators can perform better than the surgical mask, high-threaded cotton, and N95 respirator from the study by Konda [33]. This study shows AM respirators are capable of achieving competitively high filtration efficiency on par with non-medical use masks only when assuming a perfect seal to the face.” This is a very good result however and one that we’d be very happy with. But, as the paper rightfully states, this perfect seal is illusory and is probably not the case for these relatively rigid parts. The inability to make a good seal, especially when compared to a home-sewn mask has always to me been the Achilles heel of 3D-printed respirators.
On the whole, it is very good that this kind of research is being done. I’m a little confused by some of the printing and parameters involved. I would like to have seen more consistency there. But assembly and print-related issues in experiments only cause me to consider how such variability precludes us from making respirators. On the whole, we can conclude that it will be difficult to make a respirator that works well with 3D printing. This does not mean that we should be dissuaded from trying to improve these designs but rather that we should welcome scientific rigor and analysis to our endeavors.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
Phillips Corporation Rebrands Additive Hybrid Division, Now Called Phillips Advanced Manufacturing
Phillips Corporation announced that it will rebrand its Additive Hybrid division to become Phillips Advanced Manufacturing. The focus will now be on advanced manufacturing in the broadest sense. Brian Kristaponis...
Arridex Opens Additive Manufacturing Omnifactory in Lagos for MRO & Spare Parts
Arridex, formerly known as the RusselSmith Group, has been building additive manufacturing competence and capacity in Africa for years. Previously, the company got approval to use a Roboze 3D printed...
DREAMing in Dayton: DREAM Symposium Covers AM, AI, Supply Chain, & More
This month, I attended a manufacturing industry event, like I often do. But instead of getting on a plane to New York City, or driving four hours to Youngstown, I...
ORNL Origami Creates Large Foldable Structures
Oak Ridge National Laboratory (ORNL) is using a hybrid 3D printing method to make foldable panels. At the Department of Energy’s (DOE) Manufacturing Demonstration Facility (MDF) at ORNL, researchers turned...































