
Reducing Warpage in 3D Printing Polypropylene (PP)


As authors Martin Spoerk, Clemens Holzer, and Joamin Gonzalez-Gutierrez perform research from Montanuniversitaet Leoben, they outline improvements for material extrusion‐based additive manufacturing (ME‐AM/FDM/FFF) using polypropylene (PP). Details of their work have been outlined in the recently published ‘Material extrusion-based additive manufacturing of polypropylene: A review on how to improve dimensional inaccuracy and warpage.’
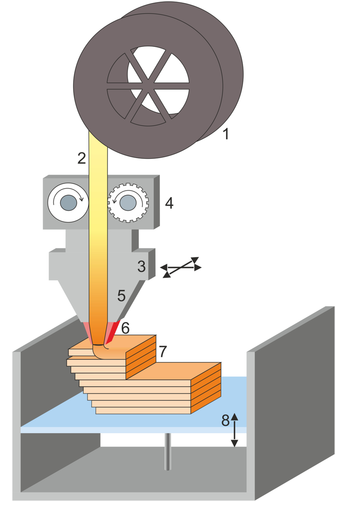
Schematic illustration of the material extrusion process adapted from Ref. 4. The components are labeled as: (1) spooled material storage, (2) thermoplastic filament, (3) horizontally movable, heated deposition unit consisting of (4) counter‐rotating driving wheels, (5) a liquefier, (6) a nozzle, (7) structural element fabricated in a layer‐by‐layer manner, and (8) vertically movable build platform. [Color figure can be viewed at wileyonlinelibrary.com]
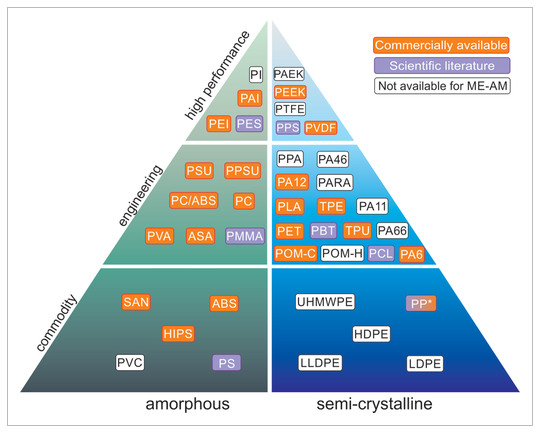
Pyramid of polymeric materials as a function of the availability of the materials in the ME‐AM market. Please refer to Ref. 37 for the commonly used polymer abbreviations. The asterisk on PP refers to the unclear commercial availability (refer to Commercially Available PP Filaments section). [Color figure can be viewed at wileyonlinelibrary.com]
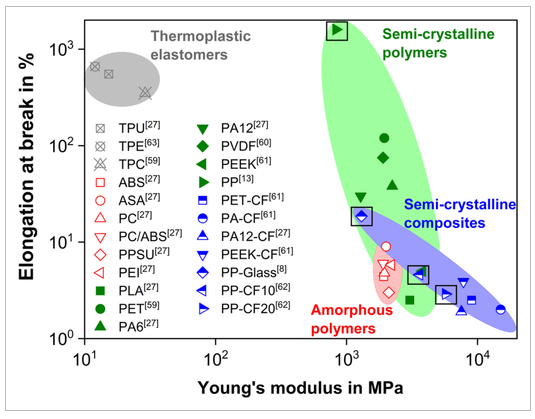
Elongation at break as a function of the Young’s modulus for commercially available ME‐AM materials that are subdivided into thermoplastic elastomers, amorphous and semicrystalline polymers, and semicrystalline composites. The scientifically available PP‐based materials are highlighted by black rectangles. The mechanical properties are based on the technical information provided by the respective material suppliers and scientific publications.8, 13, 27, 59-63 The material abbreviations are described by the corresponding references in the legend. [Color figure can be viewed at wileyonlinelibrary.com]
- Good mechanical properties
- Suitable tensile strength
- Toughness
- Impact and abrasion resistance
- Low density
This material is suitable for customization as well as improvements to mechanical properties depending on fabrication needs, as well as being easily modified with additives like:
- Fillers
- Impact modifiers
- Fibers
- Other polymers
PP is also nontoxic, with so many benefits for ME-AM production that the researchers state it can only be outdone by less affordable materials like poly(ether ether ketone).
“Particularly, the outstanding chemical resistance of PP to polar solvents, nonoxidizing acids, aqueous alkalis, and aqueous salt solutions creates novel possibilities for ME‐AM, as other commercially available filament types are considerably less resistant to chemicals, which has limited the applicability of parts produced by ME‐AM,” state the researchers, who go on to remind us that polyolefins also take on very little moisture absorption, meaning that vaporized water does not interfere with 3D printing.
In terms of warpage issues, PP tends to warp ‘extensively,’ causing major problems for users. And while this may be a problem with ABS, it is far more serious a challenge for PP being used with ME-AM as the semi crystalline polymers cause a drastic change within the polymer chains. It is possible to reduce crystallinity by adding ethylene monomer segments or blending in other thermoplastics, ‘significantly improving warpage behavior of 3D printed PP components.’
“Currently, several PP filaments are available on the market that have been chemically modified in order to improve the quality of the products fabricated by ME‐AM. In this review, it was observed that none of the commercially available filaments are isotactic PP homopolymers, as such homopolymers have a great tendency to warp during the ME‐AM process, leading to specimens with poor geometrical accuracy,” concluded the researchers.
“Besides the chemical modification of PP by blending with other polymers or by copolymerizing, other strategies to improve the geometrical accuracy of PP specimens include: (1) use of different build platform materials to guarantee ideal adhesion during the printing process; (2) insulate the printing chamber and maintain the chamber temperature relatively high to reduce thermal stresses through a process similar to annealing; and finally (3) the addition of fillers, specially thermally conductive ones in order to prevent shrinkage during the fabrication process and to decrease the time to reach thermal equilibrium in the deposited layers.”
The study of materials appropriate to a variety of different 3D printing applications continues, and while researchers and manufacturers create new filaments and powders with polypropylene (PP), a wide range of other materials are considered for use in creating not only prototypes, but also models and functional parts.
What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com.

The temperature evolution of a contour strand of the third printing layer of the first Charpy specimen for neat PP and the CF‐filled composite PP/CF10 (a) along with 3D‐printed specimens that are particularly prone to warpage12 for PP (b) and PP/CF10 (c). For a detailed setup of the thermography measurement, please refer to Ref. 13. The temperature difference between the peak maximum around 90 min and its previous minimum (peak amplitude) is marked for PP (ΔTPP = 20 °C) and PP/CF10 (ΔTCF = 5.5 °C) in (a). [Color figure can be viewed at wileyonlinelibrary.com]
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
How the World’s Most Advanced Tech Companies Are Using 3D Printing
3D printing has been around for decades. For most of that time, it was a prototyping tool. Engineers used it to check if a design looked right before spending money...
The New Dental Lab: “Three Technicians Can Handle a Hundred Arches,” Says Digital Dentistry Expert Josh Jakson
Josh Jakson’s path into digital dentistry started long before he had a job title. He grew up around it. His father, a Polish immigrant, started the family’s dental laboratory in...
Why Beam Control Could Redefine the Future of EB-PBF
In Part 1, Ulf Lindhe examined how advances in beam control, point melting strategies, and process monitoring are changing the way engineers think about electron beam powder bed fusion (EB-PBF)....
Additive Manufacturing at a Crossroads
Additive manufacturing is at a crossroads. Simultaneously, we find ourselves between certain very different modalities, applications, and industries. Rather than being able to explore them all, companies will now have...

































