
Transistor-Based Localized-Microwave-Heating May Lead to New Metal 3D Printing Technology

In the recently published ‘Incremental solidification (toward 3D-printing) of metal powders by transistor-based microwave applicator,’ authors Amir Shelef and Eli Jerby explore the potential of a new device for metal printing, using a compact scheme in a nitrogen-shielding environment.
While techniques such as selective laser-melting (SLM) and electron-beam melting (EBM) are popular for use in 3D metal printing, inert gases such as nitrogen and argon are used to prevent oxidation. Microwave energy is being used for heating of ceramic, as well as in post-processing for 3D printing, metal-powder sintering, joining, and casting and production processes too.
“The intentional localized-microwave-heating (LMH) instability, utilized in other processes such as microwave drilling and basalt melting, was also proposed and investigated for AM purposes,” stated the researchers. “It was found that LMH may heat up a small batch of metal powder by inducing eddy currents in it, till melting. The microwave irradiation is then stopped, and the batch is solidified (while cooling down) and consolidates with its substrate. In those pioneering studies, a ∼1-kW magnetron generator was employed in a waveguide structure.
“The feasibility of the LMH-AM technique is demonstrated by incremental constructions of simple elements, such as pillars, in the aspect of batch solidification and joining. On this basis, LMH-AM of more complicated structures in various orientations could be conceived.”
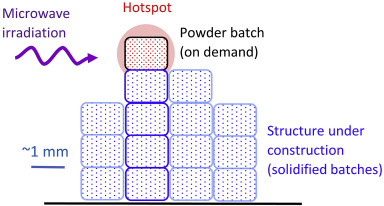
A conceptual scheme of the proposed LMH-AM process: A powder batch is incrementally added as a building block to the structure made of previously solidified batches. The LMH effect melts the additional powder batch. After the microwave is turned off, the melt cools down and solidifies as an extension of the constructed structure.
For this study, the authors tested their solid-state microwave application in an LMH-AM process, while also evaluating its true feasibility for other applications too.
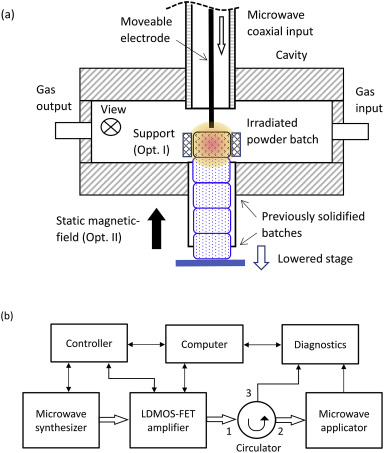
The transistor-based LMH-AM experimental setup, demonstrating a rod construction – (a) The LMH applicator in a microwave cavity with a movable electrode. The directed microwave power melts the powder batch. After the microwave is turned off, the melt solidifies on top of the previously constructed structure (demonstrated by a rod in this case), and is merged with it as an additional building block. The nitrogen flow prevents plasma ejection, and protects the LMH-AM product from oxidation. The powder batch is supplied on demand. Two options for the powder-batch support during LMH are illustrated; one employs a mechanical support (Opt. I), and the other applies a static magnetic field in a contact-less manner for ferromagnetic powders (Opt. II). (b) A block diagram of the experimental setup. The microwave system is based on a solid-state (LDMOS-FET) power amplifier. The peripheral equipment provides the controls for the LMH-AM process, and its diagnostics.
The LMH-AM applicator is made up of a coaxial waveguide (with movable inner electrode) and a conductive electrode tip for ‘intensifying the LMH effect’ as it increases the electric field in the presence of powder. The solid-state microwave source is founded on a field-effect transistor (FET), of laterally diffused metal-oxide semiconductor (LDMOS), with an amplifier integrated into the RF-PowderTool™ system made up of an internal signal generator and power-amplifier module. Nitrogen serves as the shielding gas for preventing parasitic plasma effects, along with allowing the LMH-AM process to operate at lower microwave levels.
During experimentation for this study, the researchers placed powder manually, with the AM process performed in a series of steps, as follows:
- Ceramic bead was filled with the powder batch
- LMH was applied in a nitrogen environment
- A hotspot was created
- The batch was melted due to the thermal runaway
- Microwave power was turned off
- Ceramic bead was manually removed
- New powder batch was added on top of the previously solidified batch
“The LMH-AM operation at relatively low-power level (∼200 W) generated by a commercially-available solid-state amplifier was enabled here by the nitrogen environment, which eliminates the plasma produced in air-atmosphere,” concluded the researchers. “The effective microwave-energy density (absorbed in the powder batch) is therefore comparable to (and even higher than) the one demonstrated with previous magnetron-based experiments.
“In future, operating at higher microwave frequencies may further improve also the spatial resolution (due to the shorter wavelengths) hence the narrower hotspots would enable more delicate structures.”

An incremental solidification by the solid-state LMH-AM applicator, demonstrated by a construction of a bronze rod (∼20-mm long, ∼2 mm diameter). The images show the outcomes of 9 sequential steps.
Researchers around the world continue to experiment with better ways to use additive manufacturing processes, but especially with metal. This means studying the uses of a wide range of powders and alloys, solving issues like powder spreading, exploring new AM processes, improving management of materials, and more.
What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com.
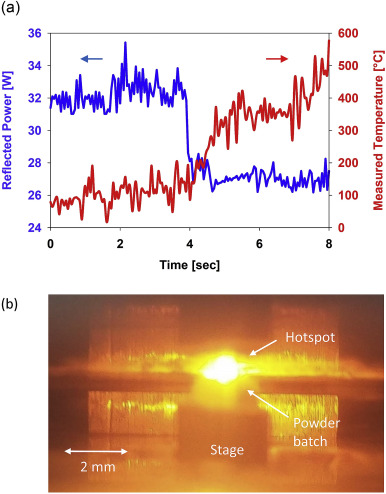
(a) The reflected microwave power and the temperature evolution Vs. time, at the beginning of the process (the available microwave power is ∼180 W in this case). (b) The hotspot evolved, and the molten batch of powder appears inside the microwave cavity.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
You May Also Like
Nikon’s AM Expansion from California to Japan and Beyond: CEO Hamid Zarringhalam Weighs in
As we recently argued in a 3DPrint.com PRO article, Nikon Advanced Manufacturing has quickly gone from a prominent player in the metal additive manufacturing (AM) sector to become one of,...
The State of the Talent and Job Market in AM: 2025 Outlook
The additive manufacturing industry has seen significant shifts in recent years, with 2024 marking a critical turning point. Economic pressures, evolving hiring trends, and an increasing talent shortage at the...
SWISSto12 to 3D Print Antennas for SES’s Medium Earth Orbit Satellite Constellation
SWISSto12 has made a remarkable journey in satellite manufacturing. The company now produces its own HummingSat, as well as 3D-printed filters, waveguides, and other RF components. Recently, it was selected...
3DPOD 243: Volumetric 3D Printing with Xolo CCO, Stephan Kuehr
Stephan Kuehr began his career at 3YOURMIND before joining the volumetric 3D printing firm Xolo. In this episode of the 3DPOD, we discuss Xolo, its technology, volumetric 3D printing, bioprinting,...

























