
Metal 3D Printing Research: Using the Discrete Element Method to Study Powder Spreading

In the recently published ‘A DEM study of powder spreading in additive layer manufacturing,’ authors Yahia M. Fouda and Andrew E. Bayly performed discrete element method simulations to study additive manufacturing applications using titanium alloy (Ti6AlV4) particles.
In discussing powder bed fusion AM techniques like electron beam melting (EBM) and selective laser melting (SLM), the authors remind us that these techniques include depositing a thin layer of powder over a substrate in an enclosed chamber, offering the potential for complex geometries and high-performance parts—often to be used in medical, dental, and aerospace applications. Fouda and Bayly delve further into the actual physics of AM processes too, employing the discrete element method (DEM) to assist them in researching powder flow dynamics, and powder spreading.
DEM allows researchers to keep track of every particle used, along with calculating the way particles interact, the connection with their geometry, and it also ‘resolves every particle–particle and particle–wall contact event. These types of simulations create data indicating:
- Spatial positions
- Linear and angular velocities
- Applied forces and torques
All of these are used as ‘functions of time,’ resulting in critical quantitative results. Simulations were performed with the commercial DEM software EDEM®, and the ‘Hertz-Mindlin (no slip)’ model was employed by the researchers to calculate particle interactions reliably.
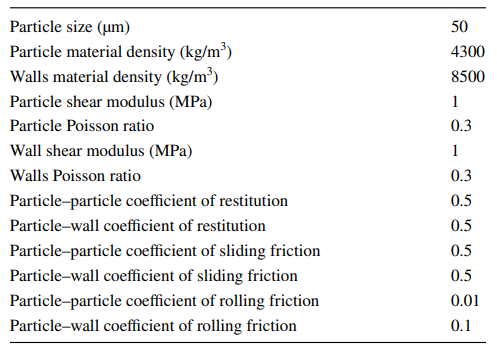
Materials properties and DEM input parameters
The system includes a spreader blade, heap, and horizontal build surface, although the authors point out that one of the main details in the spreading system is a vertical gap contained between the spreader blade and build surface:
“This gap controls the thickness of the deposited powder layer, which corresponds to the resolution of the 3D printed component. Throughout the simulations performed in this paper, this gap was varied between 100 and 300 µm; which covers most of the layer thickness range of a typical electron beam melting (EBM) machine, between 50 and 200 µm and is anticipated to be typical of the gap between the blade and the melted surface being recoated (this itself is determined by packing fraction of the deposited layer),” stated the authors.
The simulation mechanism was chosen by the authors as they endeavored to display the ‘longitudinal slice’ of a 3D printer or industrial AM hardware.
“The simulation employs periodic boundaries for the horizontal y-direction, which implies that the end effects in the y-direction are negligible. The simulation domain was further reduced by considering a 12 mm length in the horizontal x-direction, with 10 mm effective length monitored for the analysis of layer deposition.”
They studied the intrinsic behavior of powder spreading as well as what happened when they varied both gap thickness and spreader velocity.
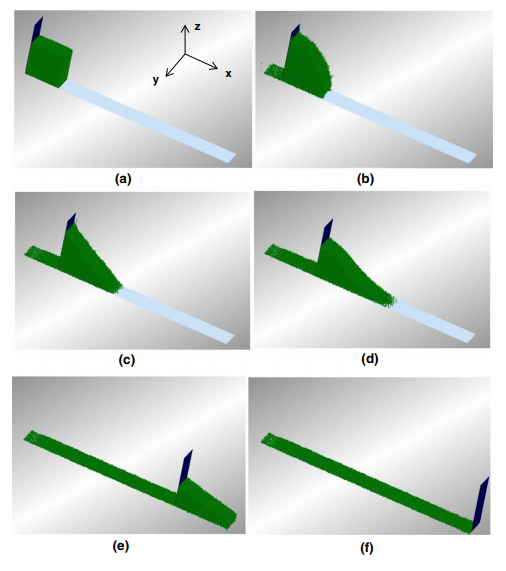
Snapshots of powder motion in the spreading process at different time frames. a 0.0 s. b 0.01 s. c 0.02 s. d 0.03 s. e 0.09 s. f 0.122 s. vw=100 mm/s, δ=4d
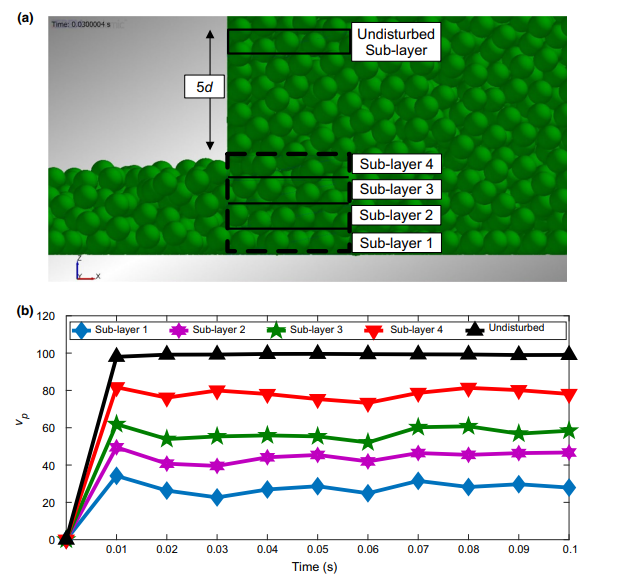
Particle x-velocity in each sub-layer in front of the spreader with time, vw=100 mm/s, δ=4d
The authors then also began exploring the effects of process parameters (involving powder, machine and process characteristics), gap thickness, and spreader velocity.
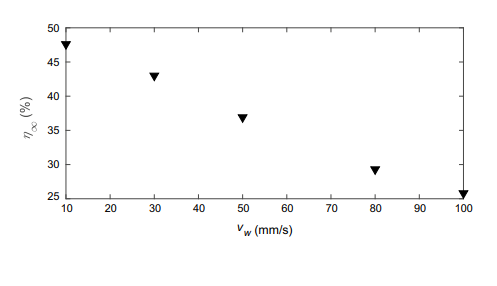
Effect of spread velocity on the final layer packing fraction, δ=4d
Overall, three mechanisms led to much less packing friction when compared to the initial heap:
- First mechanism – initial shear-induced dilation
- Second mechanism – dilation and rearrangement of powder assimilating in the gap area
- Third mechanism – mass conservation and particles cease to move in the layer of powder
“It was shown that varying either the gap thickness or the spreader velocity can control the final packing fraction via suppressing or promoting one or more of these mechanisms. The final layer packing fraction increases with the gap thickness and decreases with the spreader velocity,” concluded the researchers. “The velocity profile that is generated in the gap is directly responsible for the final layer packing fraction and the mean velocity in this region dictates the final layer packing fraction.
“The analysis presented in this idealized study can help to create a framework for rigorously studying and optimizing the process of powder spreading in AM. It could be used to understand the role of particle properties, such as size distribution, morphology and cohesivity, and their interaction with process parameters.”
Metal powder has been the subject of many studies today, and especially as manufacturers around the world work to harness its power, converting it into incredibly strong, high-performing parts thanks to studies involving improved alloys, precious metals, embedded electronics, and much more. What do you think of this news? Let us know your thoughts; join the discussion of this and other 3D printing topics at 3DPrintBoard.com
[Source / Images: ‘A DEM study of powder spreading in additive layer manufacturing’]Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.










You May Also Like
The Market and Industry Potential of Multi-Material 3D and 4D Printing in Additive Electronics
Additive manufacturing leverages computer-based software to create components for products by depositing either dielectric or conductive materials, layer by layer, into different geometric shapes. Since its birth in the 1980s,...
3DPOD 262: Bio-inspired Design for AM with Dhruv Bhate, Arizona State University
Dhruv Bhate is an associate professor at Arizona State University. There, he looks at structures, materials, and design. Previously, he worked at PADT as well as in the semiconductor and...
3DPOD 261: Tooling and Cooling for AM with Jason Murphy, NXC MFG
Jason Murphy´s NXC MFG (Next Chapter Manufacturing) is not a generalist service; instead, the company specializes in making tooling. Using LPBF and binder jet, the company produces some of the...
3DPOD 260: John Hart on VulcanForms, MIT, Desktop Metal and More
John Hart is a Professor at MIT; he´s also the director of the Laboratory for Manufacturing and Productivity as well as the director of the Center for Advanced Production Technologies....


















