
Renishaw “Significantly Improves Productivity” with Four-Laser Metal Additive Manufacturing


 Two heads are better than one when it comes to ideation, but are four lasers better than one when it comes to metal 3D printing? If you ask UK-based Renishaw, the answer is a resounding, and substantiated, yes. The company used formnext as a launchpad for its new RenAM 500Q four-laser additive manufacturing system, and it was there that Robin Weston, Marketing Manager at Renishaw’s Additive Manufacturing Products Division, introduced me to the machine that brings higher power capabilities to metal 3D printing without a commensurate increase in required floorspace.
Two heads are better than one when it comes to ideation, but are four lasers better than one when it comes to metal 3D printing? If you ask UK-based Renishaw, the answer is a resounding, and substantiated, yes. The company used formnext as a launchpad for its new RenAM 500Q four-laser additive manufacturing system, and it was there that Robin Weston, Marketing Manager at Renishaw’s Additive Manufacturing Products Division, introduced me to the machine that brings higher power capabilities to metal 3D printing without a commensurate increase in required floorspace.
Renishaw, Weston explained, has a long history in process control but is relatively newer to working with additive manufacturing. With about seven years’ experience in AM, these last several years have seen Renishaw catapault forward so far as metal powder bed technologies are concerned, becoming a well-known name in the global 3D printing industry.
“We invest a lot of time and effort in vertical integration; this is in our DNA,” Weston told me. “We are very IP driven, which helps us to control quality and to cut obsolescence in the supply chain. If we engineer ourselves, we control our own destiny.”

Robin Weston, Marketing Manager at Renishaw’s Additive Manufacturing Products Division
We went straight over to the new machine, which drew flocks of interested visitors throughout the industry-focused event, and Weston filled me in on some of the thought behind its introduction. Key among the intentions for the RenAM 500Q was a big theme for metal 3D printing as the technology develops: productivity. This is helped along not only by the aforementioned four-laser system but by internal use of additive manufacturing to make the new 3D printer itself possible.
“This new machine has the same footprint as our single-laser machines, and our clever use of additive manufacturing in the optical system let us put four lasers in that space,” Weston explained.
“Why would you want that? Aerospace and medical are big users, and these are highly regulated industries. Four lasers significantly improves productivity. We bring guiding mirrors on a galvo mounting block, with a cooling chamber around it for stability. This addresses the whole of the powder bed, with all lasers; there’s nowhere they can’t go.”

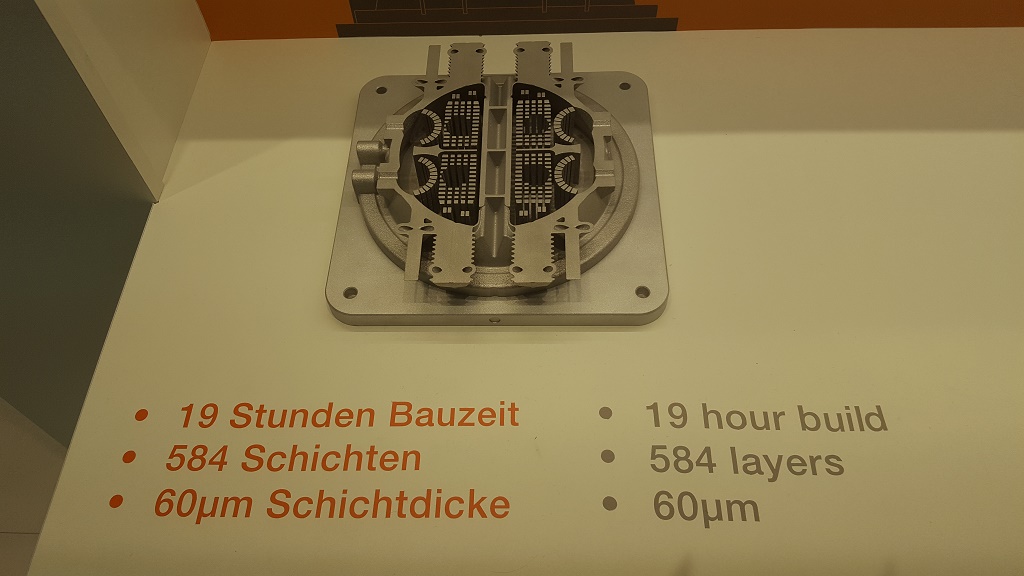
To demonstrate the increase in productivity made possible through use of a quadrupling of lasers, Renishaw had displayed galvo mounts created via metal 3D printing — with a complete piece having been made with four lasers in a 19-hour build, consisting of 2222 3D printed layers at 60µm resolution. This was placed next to incomplete builds, showcasing what 19 hours at 60µm looked like with two lasers (1019 layers) and one laser (584 layers). That is, given the same design, print time, and resolution, the RenAM 500Q proved its mettle in a complete build.


“For about 1.5 times the capital cost, you get 3-4 times the productivity, in an arena everyone is already familiar with in the size of the machine,” Weston told me.
“The cost of change has to have a substantial reward. We have this level of productivity in that footprint for not that much more cost. Now, applications that were previously uneconomical, because processes had been too slow, are able to be addressed. We are also addressing other limitations: to make part geometries in metal, processes must be stable, repeatable, and controlled. We work with gas under tight control for stability.”
Further exemplifying control and stability is Renishaw’s InfiniAM Spectral software, which takes sensor data and “looks for good correlation in energy in, signal out, and analyzes this,” Weston explained. Looking at both non-destructive and destructive analysis and putting this data into the cloud allows for what he described as a “digital imprint of the original to compare for subsequent builds, informing the quality for subsequent builds.”
“From the moment we start, data comes off; from the first layer, we have live, immediate feedback,” he said.
 Renishaw is continuing to look into the future of metal additive manufacturing, including use of additional automated processes. Weston noted that they are aware of manual processes still involved throughout production, including the removal of builds from the print bed. Advances, not yet marketable, are exploring the use of a manipulator inside the machine that “starts the debuilding process before the operator gets to the machine”; the company is “now garnering market feedback for where to take this.”
Renishaw is continuing to look into the future of metal additive manufacturing, including use of additional automated processes. Weston noted that they are aware of manual processes still involved throughout production, including the removal of builds from the print bed. Advances, not yet marketable, are exploring the use of a manipulator inside the machine that “starts the debuilding process before the operator gets to the machine”; the company is “now garnering market feedback for where to take this.”
Additional capabilities include high-temperature processes, which are now commercially available in Europe and will soon come to the US. Working with a build plate at up to 450°C allows for work with a wider array of materials; Weston pointed in particular to “more weldable materials, as this helps with high carbon steels, high-temperature alloys, and aerospace metals, overcoming challenges with residual stress that additive manufacturing suffers from.”
On top of advancing capabilities of systems themselves, Renishaw is well aware of the need to enhance the potential for users to best put the equipment to work. Design for additive manufacture (DfAM) is a nascent art, requiring a new way of looking at design as additive manfuacturing allows for geometries impossible with traditional subtractive technologies. DfAM in conjunction with high-temperature capabilities will further widen the possibilities open to users of Renishaw’s metal 3D printing systems.
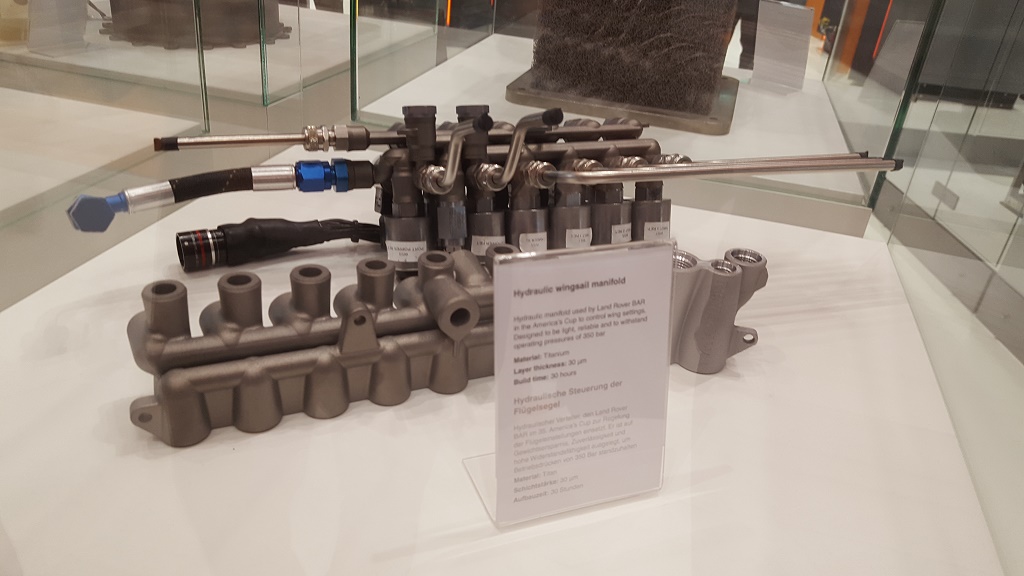
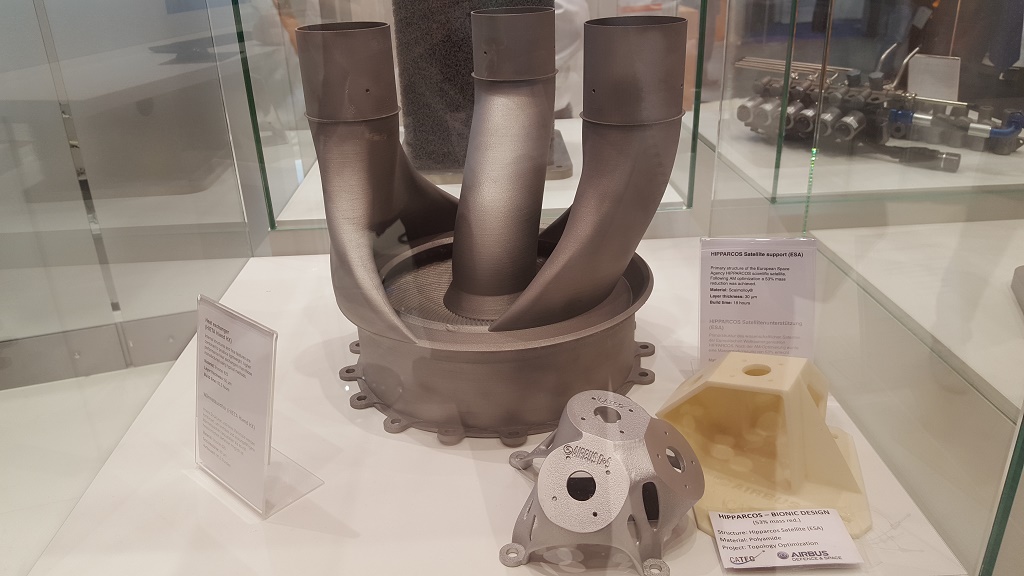
Among the applications on display at formnext were architectural, aerospace, automotive, wearable, and demonstrator builds. Delicate geometries such as that seen in an architectural foam block are currently “a solution looking for a problem,” which may see use in areas such as osseointegrated implants, but many of the parts showcased were very actionable, including parts for the America’s Cup race and a fashionable watch.


With developments continuing across a variety of verticals, use cases demonstrating real-world applications, and ongoing efforts to expand, innovate, and educate, Renishaw certainly remains one to watch as metal additive manufacturing continues to develop and as the company continues to look toward production.
Discuss formnext 2017, and other 3D printing topics, at 3DPrintBoard.com or share your thoughts in the Facebook comments below.
[All photos: Sarah Goehrke]
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
ORNL Improves Error Mitigation in Large Polymer Parts
Oak Ridge National Laboratory (ORNL) has commercialized a number of large-format 3D printing technologies. Now, scientists are working on error mitigation in large parts. ORNL is using six thermal cameras...
Aibuild Says New FETS Simulation Tool Is 10,000x Faster for AM
Aibuild has launched FETS for Additive Manufacturing, a Finite Element Thermomechanical Simulation tool that lets you simulate stress, distortion, thermal effects, and thermomechanical effects. The solution has been optimized for...
Ceramic 3D Printing Applications on Display at Ceramics Expo USA
There’s a lot of crossover between ceramics and additive manufacturing (AM). Now, we just need to get the two industries to talk to each other more. It was nice to...
3D Printing News Briefs, April 8, 2026: LiDAR Scanning, Vapor Smoothing, FDM Optimization, & More
We’ll kick off today’s 3D Printing News Briefs with some 3D scanning news from Artec 3D, and then move on to new America Makes Project Calls. Then, Raise3D and AMT...

































