
Metal 3D Printing Makes a Strong Showing at TCT Show 2017

 This past week during TCT Show 2017, 3D printing was on full display as more than 250 exhibitors displayed the latest in additive technologies, showcasing software, hardware, and materials.
This past week during TCT Show 2017, 3D printing was on full display as more than 250 exhibitors displayed the latest in additive technologies, showcasing software, hardware, and materials.
Of course there’s one area that has lately been drawing the attention of the industry, and metal additive manufacturing had a great deal to show for itself as metallurgy advances to meet the needs of the 21st century. From wire + arc additive manufacturing (WAAM) to metal-laden plastic filament, from advanced metal powders to detailed precision printing, from automotive to aerospace, metals proved an ever-popular draw on the showroom floor.
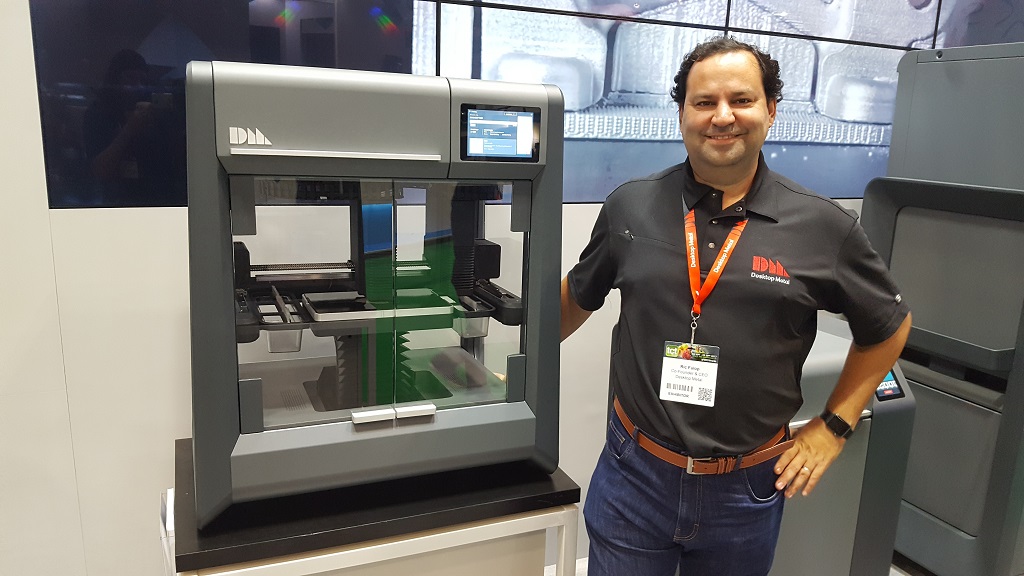

“We’ve been very busy developing our channel in Europe — aiming for availability in June or July 2018 — and becoming CE certified,” Desktop Metal CEO Ric Fulop told me as I started the show off chatting with him again barely a month after our last meeting at the company’s Massachusetts headquarters.
“We have great partners in coming to Europe; we’re also looking forward to formnext soon. This is the first showing of our machines in Europe. Around 20 percent of our reservations have been in Europe, though we are just starting to promote here.”
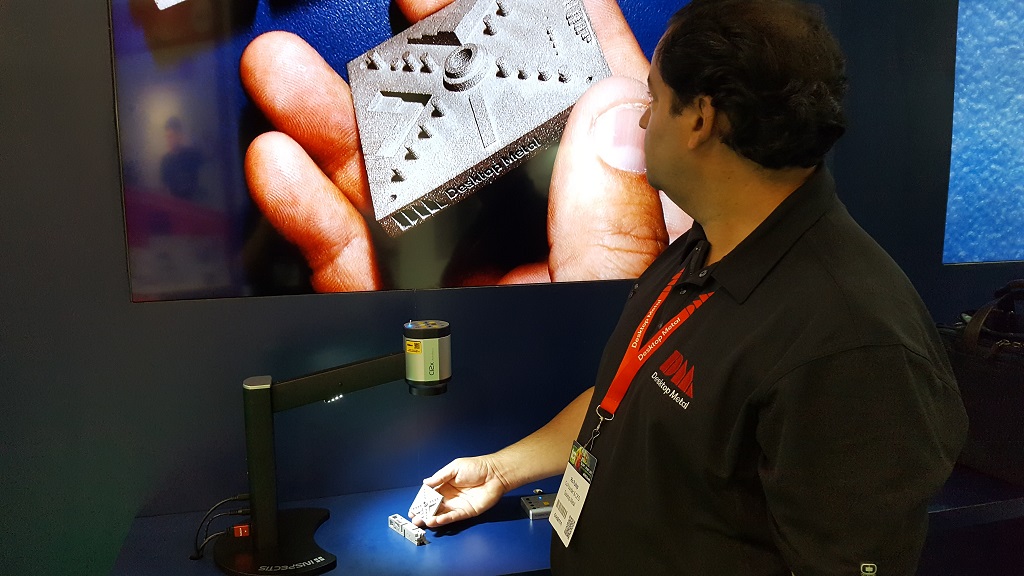
Desktop Metal brought over their Studio System, the smaller and sooner-to-be-released of their two highly-anticipated, well-funded metal 3D printing systems. To show off the capabilities of their technology, particularly the impressively pointy corners made possible with their proprietary processes — Bound Metal Deposition (BMD) for the Studio and Single Pass Jetting (SPJ) for the Production System — the team also brought along macroscopes to zoom in on the detail on sample parts with complex geometries.
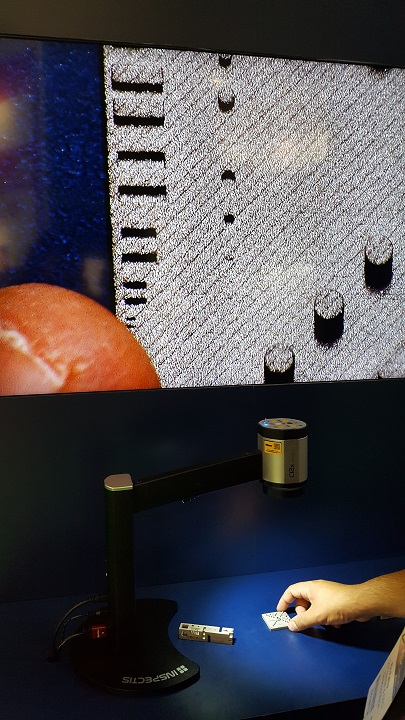
Shortly after catching up with Fulop, I talked with the other metal DM in AM, sitting down with Digital Metal General Manager Ralf Carlström to learn more about the Höganäs subsidiary. While I recently spoke with the company’s Additive Manufacturing Lead, Rachel Spieczny, around the time Digital Metal introduced the commercial availability of their high-precision 3D printer, the DM P2500, Carlström brought me more deeply into the company’s operations via a virtual tour of their headquarters in Sweden — which you can see for yourself below (in 360 if you like):
Admittedly in person, the ending was more interactive than via your own VR/screen, as Carlström did hand me my own tiny whistle. While I may question the sense in handing out proofs of concept that make noise, the wee whistle, printed in one part, does work perfectly (and shrilly), the internal ball moving as easily as in any other whistle.
 The little application test shows a whimsical view into what Digital Metal has spent the last four years working on internally, as Carlström noted that they have been in business since 2013 with their own machines, which have been used for production since day one.
The little application test shows a whimsical view into what Digital Metal has spent the last four years working on internally, as Carlström noted that they have been in business since 2013 with their own machines, which have been used for production since day one.
“We have been faced with the reliability of our machines,” Carlström told me. “Now we are in a situation where we decided to market them. We are now accelerating growth, with more users. We area also more confident on the reliability, the repeatability of our machines — more than we were four years ago.”
The team, he explained, has had a great deal of experience with the machines in-house, as well as ramping up on external testing and validation ahead of going to market. While many of the applications and users are under strict NDA, Carlström was able to say that several jobs they have worked on have resulted in repeat orders, including in volume production, where the largest sees 30,000 pieces per year, and in industrial applications.

Ralf Carlström, General Manager, Digital Metal
“A major benefit is the combination of small parts and great detail, with high productivity; because we use no supports, we can use the build volume very well, and really pack the build box. Because it is made at room temperature as well, the time between jobs is very short,” Carlström explained.
“For this high productivity and all the details, I don’t think you can find it on this scale anywhere else.”
He added that the machine itself is “built on precision,” using high-end components. He admits that the DM P2500 “is not the cheapest machine” to purchase, but it is designed to be a solution that no one else is offering today. Looking to the future, the vision at Digital Metal is for a more automated production process, including with automated cleaning. Among the sample parts seen at the booth were small, precisely made figures, a bitty chess set, complex geometrical figures, a linked mesh made in one part, a smoothly threaded fastener, and, of course, the whistles.






Later during the show, I had the opportunity to catch up with UK-based Renishaw, a company frequently engaged in metal additive manufacturing and dedicated to expanding accessibility of the technology. As Additive Manufacturing Products Division Sales Manager Bob Bennett explained as we chatted, the company’s message during TCT Show was that they are pushing ahead in the end-to-end production process, which was why they brought along their production machine to show; the RenAM 500M had a “great reception” from visitors. Reception on the market has been strong as well, Bennett noted, as a single company in China recently placed an order for 10 of the machines.


“The perception has been that Renishaw has been slow to market,” Bennett said. “But this is the most exciting period for Renishaw. We will be launching several new products at formnext. It’s not great to say ‘game-changing’ — but there will be a lot here to take, as we solidify our leadership position in metal additive manufacturing.”

Bob Bennett, Sales Manager, Additive Manufacturing Products Division, Renishaw
The company has been starting to see people coming to them who are “really interested in metal,” Bennett told me, including OEMs, subcontractors, and more. As Renishaw seeks to grow in metal AM activity, the company is mindful of its strengths across the board, particularly in metrology; Bennett noted that the company “can see metrology type products migrating across to additive manufacturing; we are looking to ensure Renishaw’s reputation is further advanced by our experience in manufacturing our own products.”
“AM metals are a real way to change and diversify in business,” he said. “Many are looking to diversify their operations, especially in automotive.”

-

- [Image: Sarah Goehrke for 3DPrint.com]

-

- Renishaw’s metal 3D printing on display at TCT

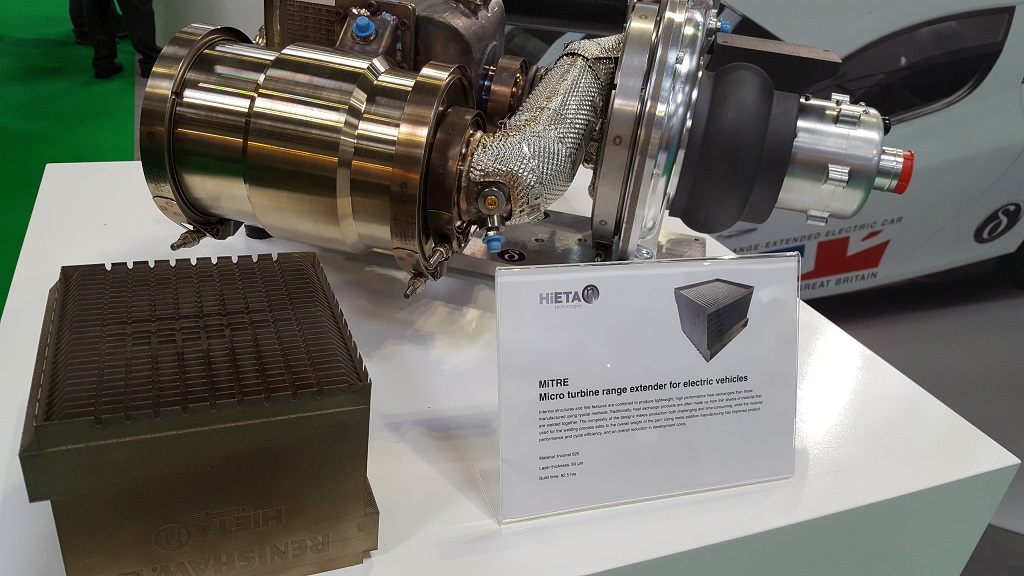
Materials are a critical part of metal additive manufacturing, as Renishaw well understands. Among automotive applications on show at Renishaw’s booth was progress toward a microturbine range extender, created with HiETA Technologies, for an electric car. A motorbike with 3D printed components was also present, as was a bicycle frame, as metal additive manufacturing spreads across transportation options and manufacturing. Following my chat with Bennett, I’m very intrigued to touch base in Frankfurt next month as the formnext announcements hold great promise.
Automotive components were a popular way to show off capabilities at TCT Show, and some of the big names in 3D printing had some big showpieces at their stands, as well. Extending beyond metal into several material technologies, 3D Systems, working with Renault, and Stratasys, working with McLaren, are both speeding advances in Formula 1 and had the race cars to show for their efforts.


Another rising application for metals specifically, aerospace has seen a great deal of additive manufacturing take off as the technology allows for the creation of complex geometries and lighter-weight components, a critical consideration for parts that will be sent onto planes, satellites, rockets, and other high-flying applications. While a scheduled interview prevented me from attending his speaking session, Cranfield University’s Dr. Filomeno Martina graciously previewed his presentation on the Wire + Arc Additive Manufacture (WAAM) process for me privately over coffee. WAAM, he explained, was the result of about 11 years of work in research into large-scale metal 3D printing.
“Electric arc and lasers are the only approach that works,” the fast-talking professor told me. “We have been targeting components on a large scale, including a visibility study we performed that created a part six meters long and weighing in at 300 kilos. In forges, this would have taken four months including machining; we can do it in a number of weeks, with a small lead time and much in cost savings.”

Dr. Filomeno Martina, Cranfield University, WAAM
This massive part, created last year, is an impressive showcase indeed of the technique’s capabilities in scale. From his bag, Dr. Martina produced a satellite component that for privacy reasons for the client could not be photographed, nor gone into in great detail. The part, created via WAAM technology, was tested at the same operating temperature and using the same parameters as the legacy part — and showed exactly the same fail point in testing.
The WAAMMAT Consortium, an industry-driven endeavor with 25 partners, allows for members to access “a huge amount of IP,” Dr. Martina noted, as work continues with potential applications in oil and gas (O&G), renewable energies, defense, and nuclear power, all sectors represented by consortium partners. Materials made possible via WAAM are broad, as welding wire is used as the feedstock; if there is welding wire available, Dr. Martina explained, they can work with it, including different materials within the same part. A “critical bit of new IP” involves in-process cold-work targeting structural parts; the WAAM team are also working on local shielding (“for true scalability”) and on recladding procedures. Last year, they developed a cryogenic cooling method that allows for in-process active cooling.
“The elephant in the room is that there is no commercial system available,” Dr. Martina said. “And so WAAM Ltd. is coming in 2018. There will be a full system; I am imagining two, as well as availability of hardware, training, support, parts, software, and approved consumables.”

Sales Manager Roger Sijlbing (L) and CEO Jeroen Wiggers
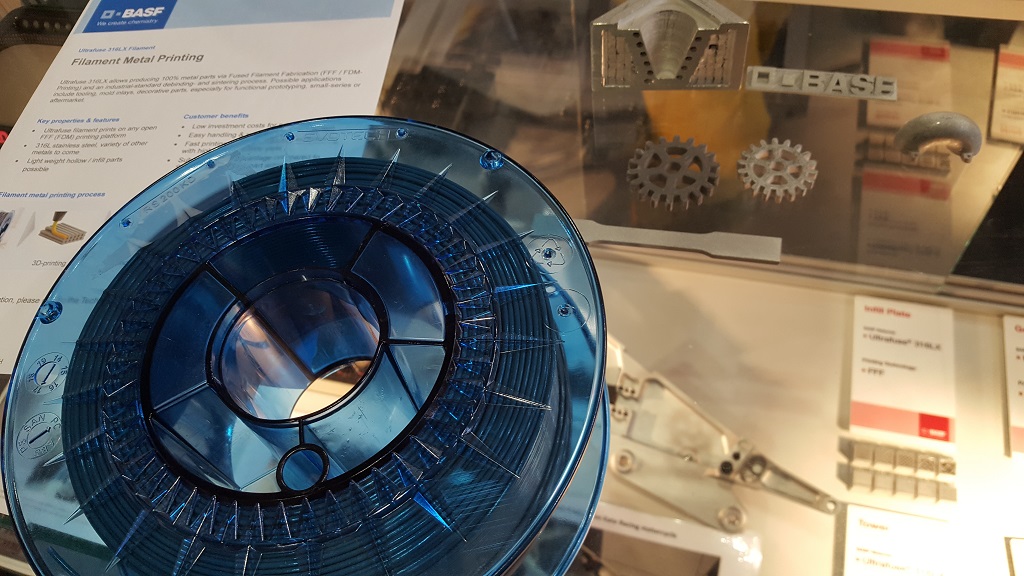
Taking metal capabilities to the desktop has been a popular approach lately, as making metal 3D printing more accessible — and more affordable — remains a key goal for manufacturers and users alike. Outside of desktop 3D printers specifically designed to create in metals, another approach gaining some traction is the inclusion of metal into filament, the plastic components of which burn out during sintering for a fully metal piece. Innofil3D showed this technique off at their stand, as Sales Manager Roger Sijlbing and CEO Jeroen Wiggers highlighted Ultrafuse 316LX filament from BASF.
The heavy spool of stainless steel material loses all trace of plastic following debinding and sintering to become fully stainless steel.
“This is somewhat similar to what Desktop Metal is doing — but we do it on an Ultimaker,” Sijlbing told me. “I think this will have quite an impact.”

The 3D printing process, he said, is the easy part. What follows is “the tricky part,” and Innofil3D is working toward developing an encompassing solution that will allow them to say to the customer, “here’s the process, it will always work.”
“BASF has a large portfolio of materials for injection molding now; if this is successful, there will be options for more,” Sijlbing explained of stainless steel being the first of potentially an array of metal materials.
“Technical materials are the way to go. We focus on polymers, but if we can get this process stable, it’s an interesting way to go.”

3D Systems compared weights of a traditionally manufactured automotive component (left) with one optimized for additive manufacturing (right)
Throughout the show, many other forms of metal 3D printing — in terms of both materials and machines — were seen. Mainstays in metal 3D printing were present to highlight their offerings to the interested attendees, including 3D Systems, EOS, GE Additive and its Arcam and Concept Laser businesses, and SLM Solutions.
Discuss this and other 3D printing topics at 3DPrintBoard.com, or share your thoughts below.
[All photos: Sarah Goehrke]
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
You May Also Like
3D Printing News Briefs, April 13, 2024: Robotics, Orthotics, & Hypersonics
In 3D Printing News Briefs today, we’re focusing first on robotics, as Carnegie Mellon University’s new Robotics Innovation Center will house several community outreach programs, and Ugogo3D is now working...
Rail Giant Alstom Saves $15M with 3D Printing Automation Software 3D Spark
3D Spark has entered into a three-year deal with the rail giant Alstom. Alstom, a transport behemoth with annual revenues of $16 billion, specializes in the manufacture of trains, trams,...
Meltio Expands Global Reach with New Partnerships in the Americas and Europe
Spanish 3D printing manufacturer Meltio has expanded its sales network across the globe. With the addition of three new partners in the United States, Brazil, Argentina, and Italy, Meltio aims...
3D Printing Webinar and Event Roundup: April 7, 2024
Webinars and events in the 3D printing industry are picking back up this week! Sea-Air-Space is coming to Maryland, and SAE International is sponsoring a 3D Systems webinar about 3D...




























