

Autodesk’s Ember Research Team Experiments with True Speed of Top-Down SLA DLP 3D Printing

 Andreas Bastian, a 3D printing research scientist at Autodesk, decided to put his job title to the most literal use upon building a top-down DLP 3D printer to see what all the recent fuss is about.
Andreas Bastian, a 3D printing research scientist at Autodesk, decided to put his job title to the most literal use upon building a top-down DLP 3D printer to see what all the recent fuss is about.
Noting that this year’s recent announcement from Carbon3D about their exponentially faster CLIP technology–which we have been following–seemed to open up the opportunity for a number of other claims to come out of the woodwork regarding speed, with a number of them making claims regarding top-down processes. Curious, Bastian and his Autodesk Ember team set to work in making their own experiment, the results of which they presented in an Instructable.
Realizing that Carbon3D had spent a vast amount of time under the radar developing their spin-off of SLA technology which, while using light as a curing agent, brings in oxygen as an inhibitor, creating dead zones in the resin so that curing is not allowed in some areas. With the use of oxygen, the photochemical process can be manipulated so that layering is eliminated, as the product is brought up out of the resin in an amount of time that is 25 to 100 times faster than what we are used to with 3D printing. The fact that they were in the R&D phases in secretive mode for so long of course raises skepticism that just anyone else could be producing the technology so quickly as well, and with a top-down SLA DLP 3D printer.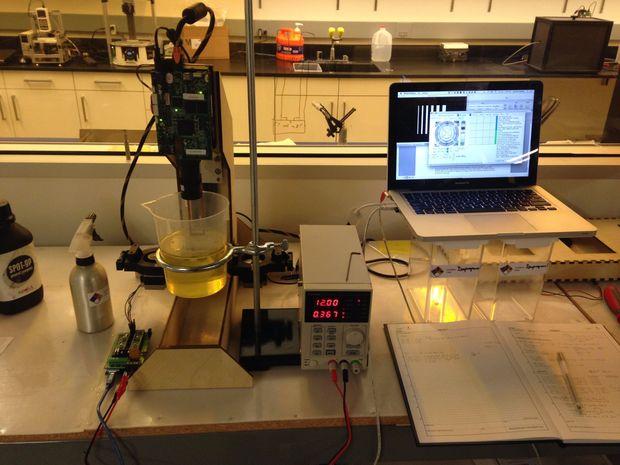
Already a great tool despite the limits speed has put on the 3D printing medium, the process is in continual evolution, as are materials, as well as the resulting products being used throughout the world with substantial impact in nearly every sector. Research, development, and many hours, days, and months in experimenting are how 3D printing came about to begin with, and it is of course how it will evolve further–which is exactly why curiosity and resulting projects like Bastian’s are so very important. The up-down/top-down debate in 3D printing with resin is always one of great interest, and coupled with wildly faster speed, any claims are bound to garner some interest.
“Given the magnitude of some of these claims–up to 500 millimeters per hour–if true, it would appear that others had made substantial advances in the stereolithography process that would be worthy of investigation,” stated Bastian.
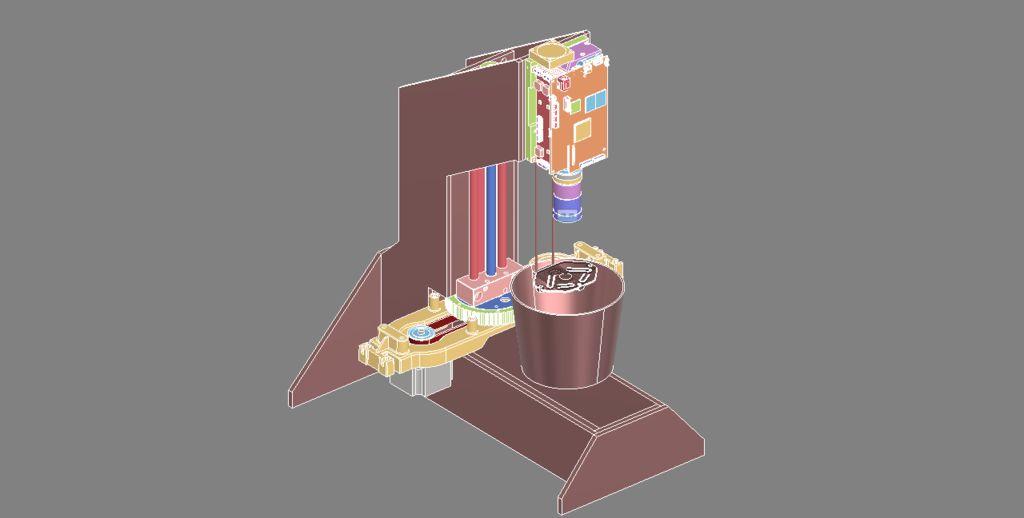
“The Ember team was curious about these claims, so we built a top down DLP SLA 3D printer, with Fusion 360 and STEP files attached, and attempted to reproduce the results…”
 With quite a bit of experience in the 3D realm already, the Ember team was able to build their own top-down printer that, according to them, did actually show ‘promise.’ The Ember played a part in this as they used its Z-stage for lowering the build platform into the resin pool 100um at a time.
With quite a bit of experience in the 3D realm already, the Ember team was able to build their own top-down printer that, according to them, did actually show ‘promise.’ The Ember played a part in this as they used its Z-stage for lowering the build platform into the resin pool 100um at a time.
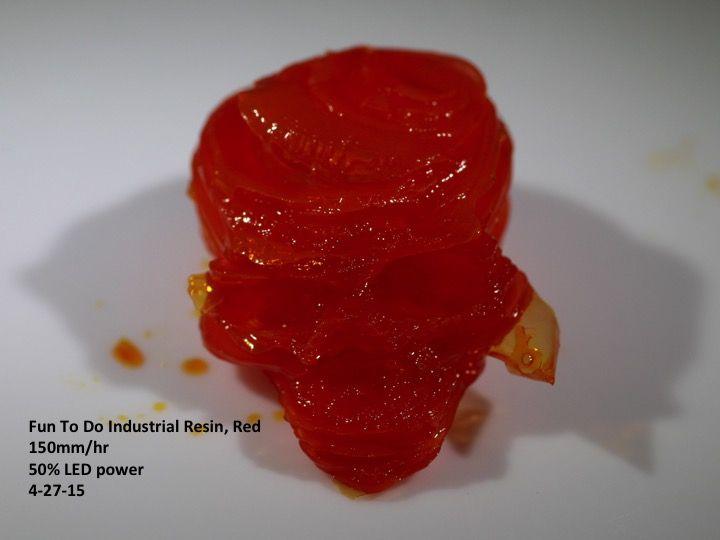
“We were able to build a somewhat solid geometry at a build rate of approximately 120 to 150 millimeters per hour,” reported Bastian.
Working with team member Cappie Pomeroy to design programming for the project, they were able to automate the hardware and begin testing the following resins:
- PR48 – the standard Autodesk resin for prototypes, with viscosity of 183 mPa·s
- Spot A Materials’ Spot-GP Resin – 63 mPa·s
- Fun To Do Industrial Blend Red Resin – the team was not able to measure the viscosity, but estimates it to be close to PR48 and Spot-GP
- Homemade low viscosity resin – Ember team polymer chemist Brian Adzima created this, and estimated viscosity at 60 mPa·s
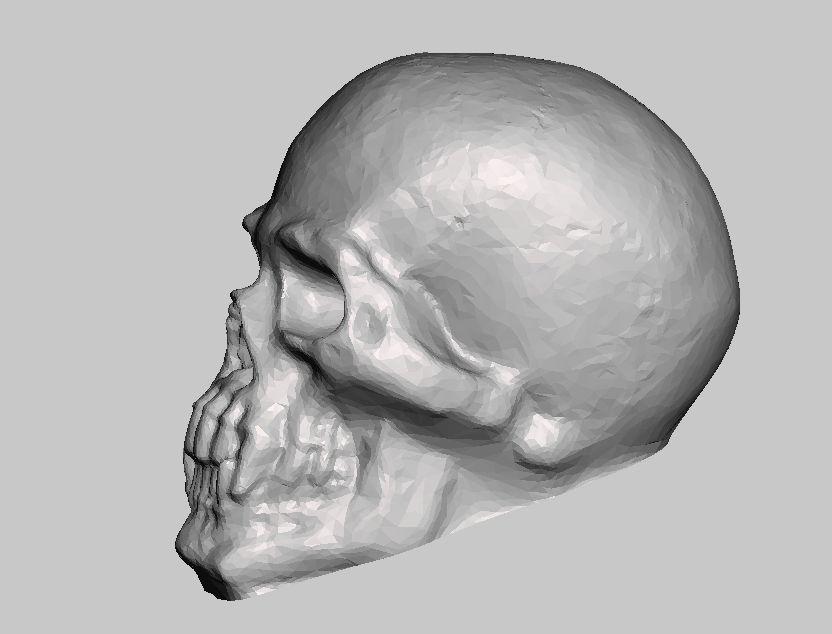
The team tested a variety of geometries from those with thin walls from 0.5mm and 3.0mm to an array of tubes, and also a skull model ‘shelled to 2mm.’
Bastian listed the following parameters that the team employed:
- Continuous build speeds of between 100mm/hr and 500mm/hr
- Discrete, layered build speeds of between 100mm/hr and 350mm/hr
- Continuous exposures
- Discrete, shuttered exposures
- Liquid-liquid incident light interfaces
- Sonication of the resin
- Oscillatory resin vibration
- Dipping cycles
- Inclined build platforms
- Mesh build platforms
 And this is where things began to fall apart: struck by the claims of speed used to 3D print a skull geometry similar to one they attempted, the team found potential, but as research scientists at heart, got to the heart of the matter by spending far more time picking apart the problems and stumbling blocks they met with the top-down DLP process as they practiced continual printing.
And this is where things began to fall apart: struck by the claims of speed used to 3D print a skull geometry similar to one they attempted, the team found potential, but as research scientists at heart, got to the heart of the matter by spending far more time picking apart the problems and stumbling blocks they met with the top-down DLP process as they practiced continual printing.
“While we were able to replicate speeds close to those claimed in the Gizmo3D video, we were unable to do so with any meaningful object coherence or build quality,” stated Bastian. “We were, however, able to gain a better understanding of the problem-space for top-down DLP SLA in its continuous and discrete implementations.”
What is truly interesting about the experiment, however, and what does show promise are the Autosdesk team’s concerns, solutions, and items that warrant further investigation regarding the DLP printer.
The team found that what while they might gain speed, they were lacking in reasonable quality due to a lack of being able to manipulate the curing of the resin in the type of sophisticated manner evidenced by Carbon3D with their new technology.
“The top surface immediately cures, the sidewalls begin to form again, and the process repeats,” stated the team. “This results in weakly connected ‘layers’ and an overall very porous object.”
Problems with viscous flow effects and lateral migration of cured material also caused issue as the cured material expanded and began to sink, spreading and forming a ‘scroll-like’ formation. Workflow was disrupted due to these issues, along with surface tension problems.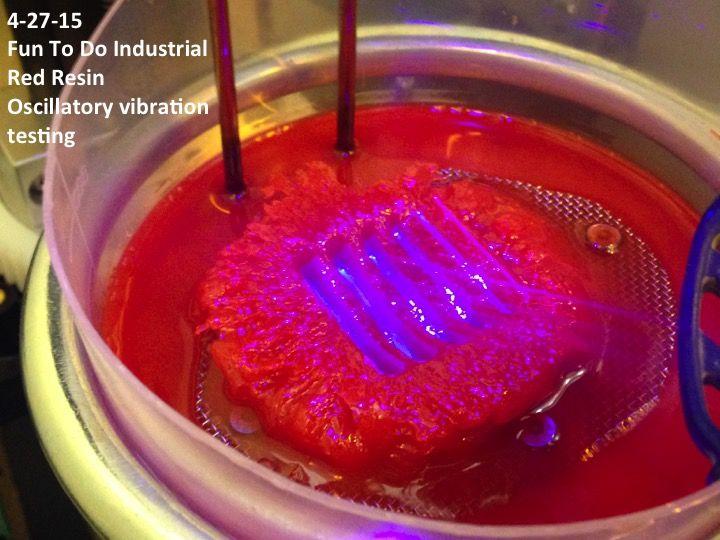
Bastian and his team, genuinely adding refinement to this process, came up with several ideas for improvement. One, using both a porous and inclined build platform would help to eliminate previous issues with layering quality and viscous flow problems. Two, use of a lower-viscosity resin would help to ‘replenish new layers’ faster but still did not sound promising for easing disruption they found in the original processes.
They also recommended ‘dipping’ to manipulate the exposure and curing.
“Dipping avoids a mechanical wiper for resin redistribution, but also potentially results in inconsistent layer heights,” stated Bastian.
Ideas to further look at for improvement included use of a solvent to float atop the resin and eliminate some of the viscosity differences and issues, using ultrasound to ‘agitate’ the resin, as well as using an oscillatory vibrating motor to manipulate better resin inflow.
Are you a fan of the top-down SLA DLP 3D printer, or have you been considering building one? Do you have ideas for added input regarding this project? Discuss in the Top-Down SLA DLP 3D Printing forum over at 3DPB.com.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.









You May Also Like
Mikhail Gladkikh on Digital Inventory: “Think of It as Netflix for Manufacturing”
As manufacturers continue looking for ways to reduce supply chain risk, additive manufacturing (AM) is increasingly being discussed as more than just a production tool. Across aerospace, energy, defense, and...
ROBOZE Buys Dimanex Assets to Build “Physical AI” Platform
Dutch firm Dimanex got its start as an MRO platform for the railways. The company had a contract with the Dutch Army in 2018, and later that year signed one...
MORSAN and LEHVOSS Work on 3D Printing for Food and Beverage
For many years, LEHVOSS has made specialized 3D printing materials such as high-temperature polyamide and high-flow PEEK. Now it has teamed up with MORSAN to develop a 3D printing offering...
3D Printing & Drone Dominance: Speed, Performance, and Derisking the Supply Chain
A shift is underway in drone manufacturing. Government programs like the U.S. Department of War’s Drone Dominance, a $1.1 billion effort to deliver low-cost, one-way attack (OWA) sUAS at scale,...


































