

Sigma Labs’ In-Process Technology to Overcome Barriers in Metal 3D Printing


The National Institute of Technology (NIST) recognizes the need for in-process sensing and control for the broader acceptance of metal 3D printing. Variation in part quality due to defects in the layer-by-layer additive process restricts the application of metal 3D printing for safety-critical applications. The aerospace and automotive industries would like to add 3D printing technology to their manufacturing scope but part inconsistencies impede its full adoption. There is a lack of quality control and the NIST recognizes a critical need for real-time measurement tools for the understanding of the printing process. By knowing what takes place during the printing process can the control methods be developed to absolve the dilemma of quality assurance in metal 3D printing.

Overview of 3D Printing:
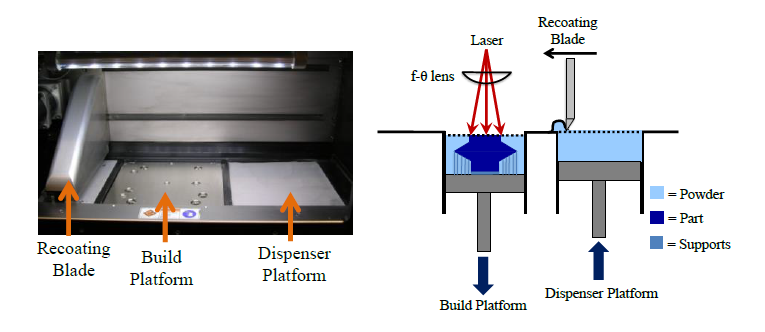
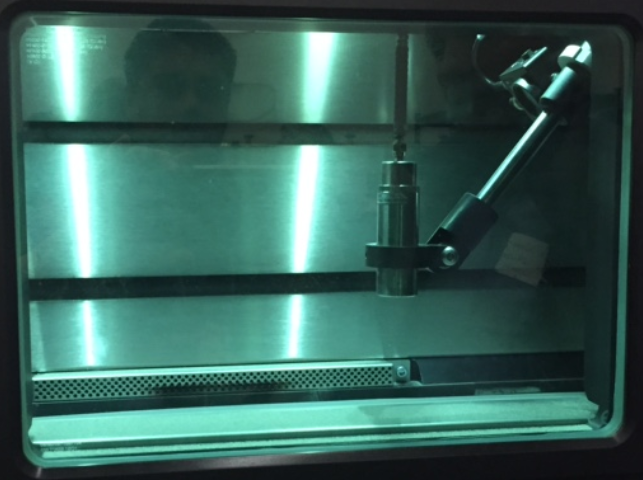
A part design is digitally created by CAD for a blueprint. The design is then transferred to the 3D printing machine for materialization. The 3D printing machine focuses laser or electron beam energy onto a thin layer of metal powder. The unused powder is swept away and the 3D printed part descends into the build chamber. The cycle is repeated after a new layer of metal powder is laid for the next welding cycle.
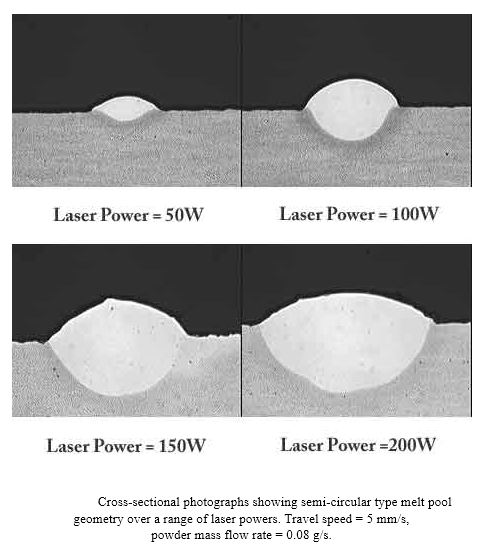
At the micro-structural level, what results from the fusion process between energy beam and metal powder is a melt pool. The homogeneity of the melt pool determines the metallurgical and mechanical property of a part as a whole. Improper melting of the metal powder causes flaws within a melt pool and this creates defects known as porosity and cracks.
 3D printing machines have performance and reliability issues that undermine product quality. According to NIST researchers, there are more than 50 factors that influence the fusion process. These factors impinge on the quality of parts produced. The characteristics important to quality are those concerning homogeneity in additive layers, part geometry, final parts stress tolerance and integrity. 3D printing machines are demanded to ensure these quality characteristics, which is a very complex challenge. To complicate matters even more, the factors influencing the fusion process are not well understood. Currently, process control is performed mainly by trial-and-error and experimental methods, which have yielded little to no improvement in part quality. A
3D printing machines have performance and reliability issues that undermine product quality. According to NIST researchers, there are more than 50 factors that influence the fusion process. These factors impinge on the quality of parts produced. The characteristics important to quality are those concerning homogeneity in additive layers, part geometry, final parts stress tolerance and integrity. 3D printing machines are demanded to ensure these quality characteristics, which is a very complex challenge. To complicate matters even more, the factors influencing the fusion process are not well understood. Currently, process control is performed mainly by trial-and-error and experimental methods, which have yielded little to no improvement in part quality. A 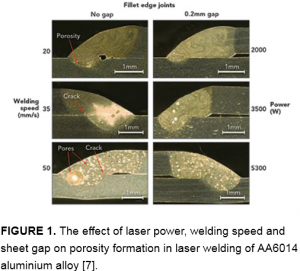 system to monitor the gradation of metal powder to melt pool needs to be developed in order to control the inconsistencies in the fusion process. Having an understanding of what takes place during the fusion process will lead to the development of a quality control system that is much needed in the formula for industrial additive manufacturing.
system to monitor the gradation of metal powder to melt pool needs to be developed in order to control the inconsistencies in the fusion process. Having an understanding of what takes place during the fusion process will lead to the development of a quality control system that is much needed in the formula for industrial additive manufacturing.

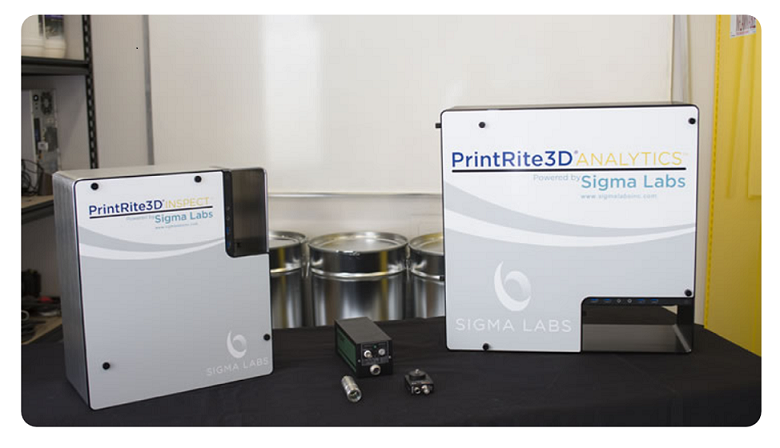
Sigma Labs is focused on overcoming the barriers to the industrial adoption of metal 3D printing by addressing quality assurance issues. They are leading the way with technology designed to monitor the fusion process on a layer-by-layer basis. As recognized by NIST, the initial step in gaining control of the printing process is to sense and monitor the printing activity. Sigma Labs’ sensing technology, SENSORPAK, is a multi-modal suite consisting of acoustic, optical, and thermal sensors that collect in-process data. The sensors record data to document the build process for the adherence to the rules of engineering design, which Sigma Labs engineers are well versed through many years of experience in metallurgical and welding research at Los Alamos National Laboratory. Sigma Labs’ engineers are able to extract features critical to quality from big data that results from recording all layers of the additive process. The process of big data reduction and preservation of key process physics is the most import step in defining the process characteristics. Sigma Lab’s expertise is needed for process characterization as 3D printers merely function from a set of instructions (parameter sets) and has no logic to determine whether or not a part is created to engineering design.
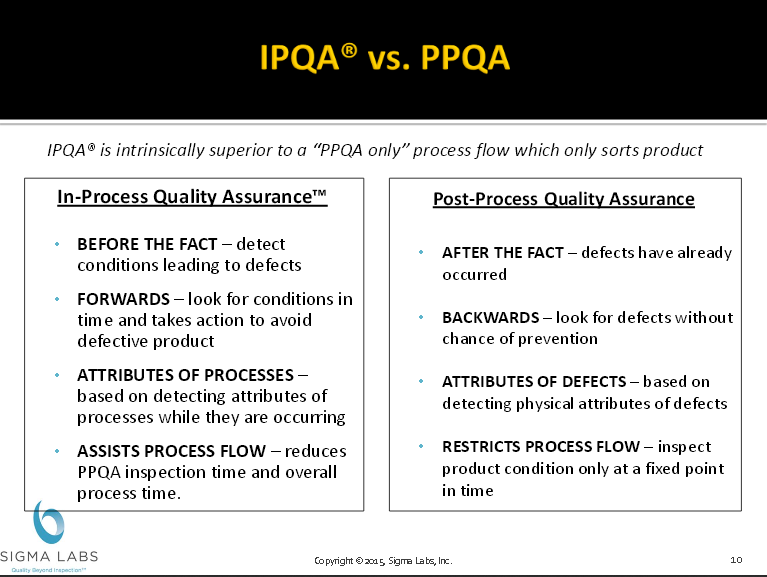
Once the process is characterized, the repeatability of making quality parts will then be ensured by Sigma Labs’ statistical software program, INSPECT. The process parameters are stored and used as a reference for real-time comparison of process characteristics at the microscopic layer level. INSPECT has predetermined conditions that are defined from process parameters that created quality parts. The laser beam is not discharged to melt the metal powder unless the predetermined conditions are met. If the predetermined rules are not met, the printing activity is interrupted and a signal activated to have the process parameters examined for deviation and corrective actions performed. In this manner, a defective melt pool element is prevented from forming and buried deep within the additive process. This forward-looking feature of INSPECT is technology that is unique to Sigma Labs in what is called in-process quality assurance (IPQA ™). Additionally, with the quality assurance being performed in real-time, INSPECT will allow bypassing of post-process inspection and, therefore, increasing the speed of production. This system for measure, in-process quality metrics (IPQM ™), will serve to encompass quality assurance, enhanced production rate, and provide a lean strategy for manufacturing operations.
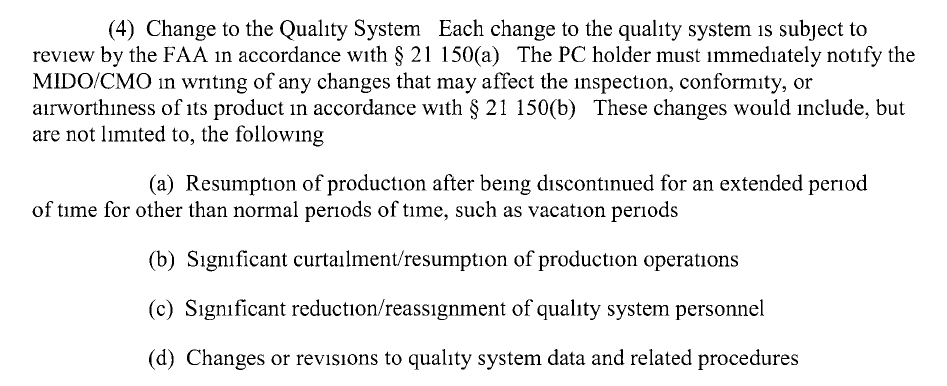
Closed-loop control for the quality assurance process to automatically change the machine tool path is not a desired function in aerospace manufacturing. Quality standards serve as guidance and regulatory agencies are responsible for the enforcement of guideline adherence. Even still, regulatory agencies provide stipulations not covered by standard organizations to allow a process to be developed. Additive manufacturing is an emerging technology that does not yet have a standard. Manufacturers must prove that a process has been characterized and qualitative tests performed for the proof of product performance. Production approval will only be granted once a regulatory agency is satisfied that a quality assurance system is in place. In respect to the U.S. Federal Aviation Administration (FAA), Parts Manufacturing Approval (PMA) is not granted until the FAA is confident that parts will not leave the manufacturer until FAA approved design verification has been performed. By having the 3DP machine automatically change parameter sets, the description of the manufacturing process is very difficult to characterize. When a manufacturing quality assurance system has variability, an audit of FAA Quality Control System requirements cannot be performed. Rather, when an anomaly in a build process is detected and a change in parameter set is required, the corrective measures need to be documented and outcoms qualitatively proven as objected evidence of compliance to FAA approved design. In this manner a build process be characterized, a quality assurance system isolated from variability, and accountability for manufacturing be placed.

Having a comprehensive sensor suite for data collection and an understanding of features critical to quality is the key that will address the perplexities in metal 3D printing. With measurement tools and process awareness, plans can proceed in establishing guidelines and control schemes and contribute to the efforts by standard organizations and manufacturers in industrializing metal 3D printing. Gradually and surely, the idea of creating something will continue to transform and become more lucid, from the examination of what takes place at a micro-structural level, to an understanding of what is needed to incite a condition, to the ability to describe and control a process, will the idea then transpire into principles that define the standards for quality assurance.

The ways in which Sigma Labs contribute to the assembly of a manufacturing foundation is by their participation with organizing committees and system producers. These activities include:
- Joint Technology Development Agreement with GE Aviation
- America Makes in partnership with GE Aviation, Aerojet Rocketdyne, and Honeywell Aerospace for multi-alloy, multi-platform in-process quality assurance system development
- Honeywell Aerospace for contract with DARPA in predicting the properties of metal produced by additive manufacturing
- Evaluation of Sigma Labs’ metrological technology for geometry, DEFORM, at Honeywell’s advanced manufacturing testing center
- Edison Welding Institute’s Additive Manufacturing Consortium (AMC) in contract to NIST for work with respect to in-process sensing technology
- Agreement with Additive Industries of the Netherlands for PrintRite3D testing and integration in the next-general metal 3D printer currently under development
- Agreement with Materialise for the integration, production, and marketing of Sigma Labs’ products for metal 3D printing
- Opening of Sigma Labs’ 3D metal printing facility with EOS representatives, government officials, and strategic partners in attendance to witness a live demonstration of PrintRite3D enhanced EOS M290
- Upcoming host of EWI’s AMC for the Winter Meeting on Sigma Lab’s grounds in Santa Fe, New Mexico October 28-29, 2015
KEY DEVELOPMENTS:
A total of 7 systems from Sigma Labs have been installed worldwide.
On 05/05/15, Sigma Labs reported its first commercial sale of INSPECT and soon to released DEFORM modules to Honeywell Aerospace.
About the Author:
Josh Smith is a technology enthusiast with a past experience in the U.S. Navy active / passive sonar system AN/SQS-53C. He learned about 3D printing through general media articles and was inspired by GE Global Research Additive Manufacturing Lab Manager, Prabhjot Singh, and Joris Peels, freelance consultant for the 3D printing industry, in their discussions of quality control. Through years in following the developments in additive manufacturing technology and extensive search for scientific articles for evidence in progress, the path led him to examine Sigma Labs. He is intrigued by the additive manufacturing community’s interest to use 3D printing technology for industrial manufacturing and is fascinated by Sigma Lab’s collaboration with organizations and equipment makers to assemble a manufacturing groundwork.
References:
- NIST: https://www.nist.gov/public_affairs/tech-beat/tb20150414.cfm
- https://www.nist.gov/manuscript-publication-search.cfm?pub_id=917084
- Additive Manufacturing for Defense: https://www.additivemanufacturingfordefense.com/media/1001723/29538.pdf
- Sigma Labs: https://sigmalabsinc.com/index.php?page=news
- https://b6sigma.com/uploads/media/2008oct_ipqa_toulouse_by6.pdf
- Joris Peels: https://www.tctmagazine.com/blogs/joris-peels/joris-peels-potential-reality-3d-printing-tct-show/
- FAA Wikipedia: https://en.wikipedia.org/wiki/Parts_Manufacturer_Approval
- FAA Design Approval: https://www.faa.gov/aircraft/air_cert/design_approvals/
- FAA Production Approval Procedures: https://www.faa.gov/documentlibrary/media/order/8120.22.pdf
- Additive Industries: https://additiveworld.com/upload/file/Sigma%20Labs%20Presentation%20AI%20Mtg%2020150304_REV1.pdf
- Photo credits:
https://manufacturingscience.asmedigitalcollection.asme.org/article.aspx?articleid=2130671 - https://www.industrial-lasers.com/articles/print/volume-30/issue-3/features/laser-cleaning-prior-to-laser-welding-of-aluminum-alloys.html
- https://www.industrial-lasers.com/articles/print/volume-28/issue-6/features/additive-manufacturing-at-ge-aviation.html
- https://additivemanufacturing.com/2015/04/17/sigma-labs-launches-3d-metal-printing-facility/
- https://additiveworld.com/upload/file/Sigma%20Labs%20Presentation%20AI%20Mtg%2020150304_REV1.pdf
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
Printing Money Episode 39: Q1 2026 Public Markets 3D Printing Earnings Analysis with Troy Jensen, Cantor Fitzgerald
Welcome to Printing Money Episode 39, (or, “The one where they all went to market”). It’s that quarterly time, so Troy Jensen (Managing Director, Cantor Fitzgerald) joins Danny for a review...
Goldilocks’ Flywheel: Refractory Complex Concentrated Alloys (RCCAs) & The Race for the Future
Recently, Metalysis, Skyrora, and Thermo-Calc Solutions started to try to commercialize Tanbium. This alloy has been created for use in combustion chambers and rocket nozzles. Tanbium is a Refractory Complex...
Printing Money Episode 35: Notable VC and M&A Deals, with Arno Held and Alex Kingsbury
Welcome to Printing Money Episode 35 and let us be the last to wish you a happy new year. For this episode Danny is joined by Arno Held (Managing Partner,...
Snapmaker Secures Series B Backed by Xiaomi Founder’s Network and China’s Investment Elite
Desktop 3D printer manufacturer Snapmaker has gotten a series B round. The round is led by Hillhouse Ventures and Meituan. Cowin Capital and Orient Securities Capital dipped in for another round,...































