
Quintus Technologies: Enabling a More Appropriate Additive Process Chain


When I attended the ASTM F42/ISO TC 261 meetings in nearby Columbus, Ohio, I had the opportunity to participate in two facility tours. We visited The Ohio State University’s Center for Design and Manufacturing Excellence (CDME), as well as the Application Center of Quintus Technologies. The company specializes in high-pressure equipment—specifically hot isostatic pressing, or HIP. Quintus also offers cold isostatic presses (CIP), warm isostatic presses (WIP) for the battery industry, sheet metal forming presses, and high pressure processing (HPP) presses, the latter of which is used in the food and beverage industry. Its CIP and WIP systems can go up to 600 megapascals with either water or oil, while its HIP systems are capable of 207 megapascals (30,000 psi) and 2000°C with either Argon or Nitrogen gas.
When I heard it mentioned during the Quintus tour that its HIP technology could improve 3D printing speed, I knew I had to learn more, and spoke with Chad Beamer, Application Engineering Manager, and Andrew Cassese, Applications Engineer, to have my questions answered.
-

- Quintus Application Center
-

- Images: Sarah Saunders
Quintus HIP Technology
Headquartered in Västerås, Sweden, the company is owned by Japanese Kobe Steel (KOBELCO), which has a Quintus HIP system at its own Application Center as a proof of concept. There’s also an Application Center at the Swedish headquarters, and then the one in Ohio, which has been around for about a decade. But it was updated within the last few years, introducing a more formal space to showcase the equipment, as well as a conference room that joins one center for its HIP, CIP, and WIP technologies to another focused on HPP.
“We design these pieces of equipment, we manufacture them, we deliver them to customers for use in their operations space,” Beamer explained. “But we do not have a branch that offers it as a service to production hardware for the medical industry, or the aerospace industry. So because we don’t have that function internally, we’ve invested in these application centers globally.”
HIP is a post-processing method used to eliminate internal porosity and improve the overall mechanical and structural properties of cast, metal injection molded (MIM), and 3D printed parts. A major challenge in metal AM is the pores and voids that can form within printed parts, which degrades the final component. HIP uses high temperature and isotropic pressure to densify the material, removing porosity, ensuring uniform mechanical properties, and helping to improve material properties like ductility, fatigue strength, and fracture toughness.
Wire Winding
One characteristic that sets Quintus apart is its signature wire winding, invented by Swedish engineer and inventor Baltzar von Platen. He needed to develop a process that could create synthetic diamonds, and and leveraged a wire winding technique to reinforce the mechanical equipment in order to manage the extremely high pressures required to produce the diamonds. Cassese said while the technology was initially introduced for performance, it’s also a safety measure. The presses are always under compressive stress with the wire, which means that if a crack forms, it can’t propagate, even at maximum pressure.
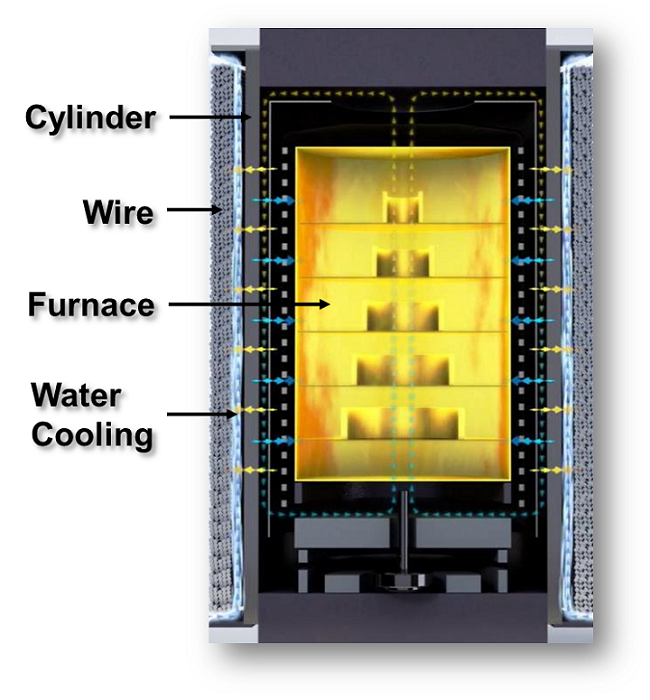
Simplified illustration of wire winding. Image courtesy of Quintus Technologies.
Beamer said the pressure vessel is designed as a thin-walled forged cylinder that’s been pre-stressed with high-strength steel wire. This is how it achieves the “leak before break design,” and also fulfills the ASME B&PV Code, Section VIII, Division 3.
The wire winding has another benefit—through controlled water cooling, the cylinder also acts as a large heat exchanger.
“What we’ve found is that we can run these cooling channels between the vessel wall and the wire winding, and we’re able to gain really good cooling rates, using the vessel wall as a heat exchanger between argon gas and the cooling channel,” Cassese explained. “That’s how we’re able to perform this high pressure heat treatment in our vessels.”
This enables higher levels of productivity, as it not only reduces cycle times, but can also perform in situ heat treatments. Beamer said the HIP system’s wire winding helps achieve high controlled cooling rates, and that power losses are kept “to a minimum” with an excellent furnace insulation concept.
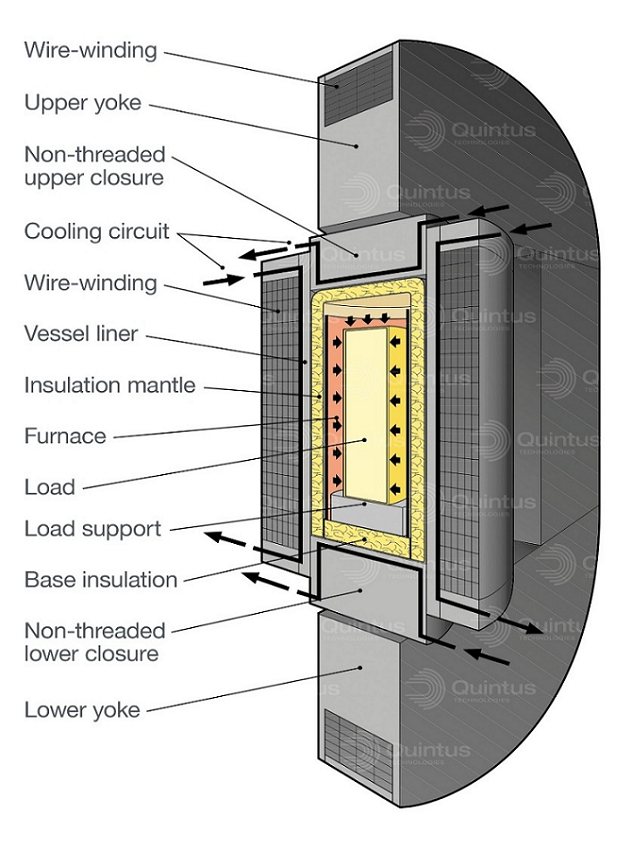
Illustration of Quintus cross section of the pressure vessel and frame, in which you can see the use of wire winding. Image courtesy of Quintus Technologies.
Quintus has three furnaces, including the URC® for uniform rapid cooling from 200°C per minute. The second is a Quintus invention called Uniform Rapid Quenching, or URQ®, which enables cooling up to 2,000°C per minute. These two furnaces are composed of a molybdenum alloy, while the third one—another URC—is composed of graphite for high temperatures up to 2,000°C. The URCs can also perform steered cooling: operators specify the cooling rate they’d like, and Quintus steers the machine to cool in that fashion.
Can HIP Improve Print Speed?
I asked for clarification about what I’d learned on the tour: that Quintus HIP technology can improve print speed. You can learn more about this in the company’s whitepaper, but Beamer broke it down for me.
“With the whole discussion around sustainability and getting cost and time out of additive manufacturing, this has become an area of interest in our Application Center,” he explained. “Probably 90% of the cycles we run in our Application Centers are to support additive development, and leveraging this technique—print faster enabled by HIP—has been a key area of interest.”
Instead of optimizing printing to try and get as dense of a part as possible, and then performing HIP and heat treatment, Quintus uses HIP to get parts to the desired full density and microstructure. There are two approaches to this, the first of which is printing something that’s already 95% dense so you can HIP it. The second approach is a “shell concept,” wherein a fully dense outer shell is printed but the substrate is left unfused or partially fused, “and then you HIP that to full density.” This can result in “significant gains in print speed,” as well as time and cost savings.

QIH 15L M URQ + URC. Image: Quintus Technologies.
Quintus has two types of customers, the first being HIP equipment service providers like Stack Metallurgical Group on the West Coast, Paulo in Ohio, and Lake City Heat Treating in Indiana. Other customers are OEMs and contract manufacturers, like Burloak Technologies. Some research facilities in Europe also installed its HIP systems, as well as the Oregon Manufacturing Innovation Center (OMIC R&D).
Ti64
I asked if they could share some notable use cases with me, and Beamer said they get to see “a lot of novel, unique approaches specific to AM that are being implemented.”
“Quintus is really pushing the bounds of what you can do in HIP and what it’s used for,” he continued. “One key thing to note is the really high pressure capabilities of these systems that are standard in our products, being able to go up to 207 megapascals, versus conventional HIP equipment that maybe could only go slightly above 100 megapascals. That has been of strong value to various additively manufactured materials. One is laser powder bed fusion Ti64, which is the workhorse alloy for aerospace and medical.”

Medical implant. Image: Quintus Technologies.
Beamer explained that originally, when conventional HIP and heat treat parameters were applied to Ti64, its very fine microstructure was deteriorating, becoming coarser, and losing strength.
“It’s key to note that those heat treat parameters, including the HIP cycle, were developed from work done on the cast variant,” he said. “So let’s just take what was developed back in the 1970s and 80s, apply it to an additively manufactured microstructure, and we should get the same thing, right?”
By leveraging very high pressure but lowering the HIP cycle temperature, Quintus avoids coarsening the material, which “has led to significant enhancement in the strength and fatigue performance of that material system.” Beamer said there’s an SAE standard that, while still a Work in Progress, is capturing the optimized HIP cycle for Ti64, which is pretty exciting.
“I have a feeling that’s the first alloy of many that will follow suit,” he said. “If you want to enable additive, and truly compete with wrought or be better than wrought, and fully take advantage of the additive microstructure, you need to start looking at optimizing the post-process heat treatments to do so.”
I’ve said it before, and I’ll say it again: post-processing of additively manufactured parts has to be more than an afterthought. Our AM Research report on “Post-Processing for Additive Manufacturing: Market and Analysis Forecast” notes that AM post-processing, which can encompass everything from cleaning, coloring, and surface finishing to curing, heat treating, and more, is “a critical yet often overlooked part of the overall additive manufacturing workflow.” That’s why Quintus Application Centers are so important—the company can work with OEMs to address their finishing challenges.
“We can kind of come through and reevaluate and create a more appropriate additive process chain to truly get the most out of these advanced manufacturing techniques,” Beamer said.
Quintus Purus
Cassese brought up another interesting use case: Quintus Purus, which ensures a clean atmosphere during HIP for a lower risk of oxidation during processing. In the medical sector, AM is used to fabricate thin-walled, porous structures that allow for bone ingrowth. These parts often undergo a HIP process.
“But sometimes in the HIP system, you can pick up this oxidation of the parts,” Cassese explained. “Particularly in Ti64, there’s this brittle alpha casing that can pop up on the surface of these porous structures. So even though we’re densifying the internal pores, and making the parts stronger, we’re creating this casing on the surface that’s detrimental to the part.”

When a part is going through HIP, it’s already in a finished state, so discoloration and oxidation must be avoided. Quintus developed this clean HIP process, which “solves the problem of this alpha casing issue for additive Ti64 for the medical industry.” Purus monitors the moisture of argon gas inside the vessel and extracts it for a clean atmosphere. Purus could also help with copper and nickel-based alloys for the space industry.
Post-Processing Consolidation
Another use case is consolidating post-processing steps through high-pressure heat treatment, or HPHTTM, often for space and heat exchanger applications. This can lead to lower costs and lead times for components.
“For aluminum alloys, it’s necessary to perform a T6 heat treatment to get them in their strongest condition, which requires a water quench,” Cassese explained. “A few problems occur when you 3D print a part and HIP it and then go to perform this heat treatment outside the HIP furnace. If you have a thin-walled structure that you printed, that water quench can cause significant distortion.”
But, if both HIP and heat treatment are performed under pressure in the company’s rapid quenching furnace, they can mitigate that distortion and age the part.

Quintus HIP system at the Ohio Application Center. Image: Sarah Saunders.
Post-processing consolidation also helps with hydrogen blistering of aerospace parts. After HIP is performed and the pores have closed, hydrogen will leave bubbles on the surface if the part is heated back up for a separate heat treatment, and the pores will start to reopen.
“We want to be able to consolidate all those steps into one—the stress relief, the solution, the quench, and age—all into the HIP cycle, and our URQ furnace is what allows us to do that,” Cassese said.
Also, after a part with thin internal channels has been water quenched, sometimes it’s hard to get all the water out, which can lead to corrosion. Because the URQ uses argon gas, and not water, this is a non-issue.
Applications Not Good for HIP
I wondered if there were any applications for which HIP was not a good fit, and Beamer said it’s not valuable for wrought metal products. These don’t contain any pores or voids because of the way they’re formed, so it’s already a dense structure.
“On the other end of the spectrum, if you were to print a part that’s less than 92 to 95% dense, you essentially have printed a structure that contains network porosity,” he continued. “In that situation, the argon gas is just going to flow through that network and never act to fully consolidate the structure.”
You also shouldn’t HIP a part that has an entrapped cavity because, with the right parameters, the process will end up compacting that void.
I was very grateful for the opportunity to learn more about Quintus, and its unique wire winding HIP technology, and how it can help improve 3D printing speed and more.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
The SLS Market, Game of Trucks: Part 2
With the release of the new HP 1200 and the Formlabs X1, we can see real competition from very different segments. From several million dollars to just $20,000, the laser...
3D Printing News Briefs, May 2, 2026: Soft Robots, Agricultural Waste, & More
In this weekend’s 3D Printing News Briefs, we’ll start off with a multi-laser metal powder bed fusion 3D printer and post-processing news. We’ll end with research into soft robotics and...
3D Printing News Briefs, April 4, 2026: 3D Printed Food, Cocoa Press, & More
We’re starting off with 3D printed food in this weekend’s 3D Printing News Briefs, followed by some business news about Cocoa Press. Then we’ll move onto a metal additive manufacturing...
3D Printing News Briefs, March 28, 2026: TCT Asia, Distribution Agreement, FDA Clearance
We’re starting 3D Printing News Briefs this weekend with some news out of TCT Asia, and then moving on to a metal AM distribution agreement between MULTISTATION and WAAM3D. We’ll...
































