Virtual Review: the Formlabs Fuse 1 SLS 3D Printer


The desktop fused filament fabrication (FFF) movement quickly saw a proliferation of low-cost FFF systems, which was followed by a similar trend with desktop vat photopolymerization machines. The low-cost selective laser sintering (SLS) revolution, however, hasn’t been as quick to take off. This is, in part, due to the cost of the components involved and the complexity of SLS machines.
Nevertheless, the trend is occurring at a slower pace, with several firms now offering desktop SLS machines, including Sinterit, Sintratec, Sharebot, and Formlabs. The most recently released is the Fuse 1 from Formlabs, which attempts to offer affordable SLS 3D printing with the quality now expected of the Formlabs brand.
We recently got a chance to see a demonstration of the Form 3L large-format stereolithography (SLA) 3D printer from the Cambridge-area startup. Now, Joshua Niman, Sales Engineering Lead at Formlabs, has given us a look at the Fuse 1 so that we could get a sense for its workflow and ease-of-use.
Setting up an SLS print in the company’s PreForm software is similar to doing so with an SLA system, except that there is no need for support structure generation due to the fact that the powder in the machine provides the support necessary. Instead, it offers automatic packing to ensure that the complete build volume can be filled with parts. This is a beneficial feature for getting the most throughput out of the machine and utilizing the material with the greatest efficiency.
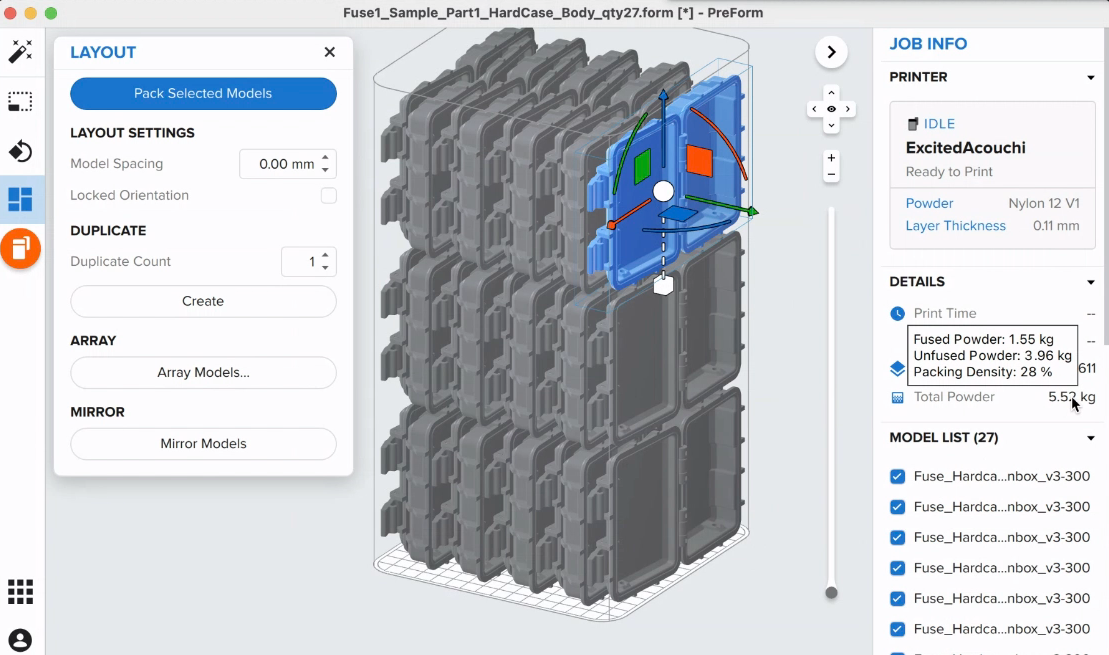
The packing density of the Fuse 1 can achieve a total 100%, according to Niman. They demonstrated this by 3D printing an entire brick the size of the build chamber. However, the job that he was demonstrating had a packing density of 28 percent. The Fuse 1 has a material refresh rate of 70 percent recycled material and 30 percent new material, necessary for supporting the parts as they’re being fabricated. So, for this print job, only about two percent more material (roughly two kilograms) would need to be added to the machine to achieve that refresh rate for the next job.
This may not be true for other systems that may have a packing density that reaches far below the refresh rate. If the density is only 10 percent and the refresh rate reaches 20 or 30 percent, there is a 10 to 20 percent of excess powder in the system that cannot be used for a subsequent similar job but that also isn’t being sintered. In other words, in a job that is packed as much as possible, only two percent of the 5.5 kilograms that fill the entire machine is being wasted.

Nylon 12 powder material for the Fuse 1 SLS 3D printer. Image courtesy of Formlabs.
In addition to providing data about the packing density and the ratio of used to unused powder in a job, PreForm also indicates the anticipated cooldown time for a print job. Unlike FFF and SLA, the print chambers of SLS machines must cool after printing is completed, otherwise the parts might experience stress upon exposure to the colder external environment.
The Fuse 1 is packaged with a metal stand on adjustable feet that brings the system up to chest. Everything on the machine is handled through a touchscreen that not only shows maintenance and build status, but also connects to a camera that provides live updates of the build and can be used to take screenshots, all of which can be done remotely as well. This can also be useful as a teaching tool for educational institutions. Like other Formlabs 3D printers, the Fuse 1 is compatible with additional software offerings, such as tools for networking and monitoring multiple printers.
Because of the industrial nature of SLS technology, the Fuse 1 has some prechecks that are required before a print job can begin. This includes vacuuming out the filters every 30 hours of printing or changing them out every several thousand hours, checking or filling the material stock to ensure there is sufficient powder for printing, checking and wiping down the thermal sensor and optical cassette, and inserting the build chamber. These steps are all displayed in the form of a checklist on the touchscreen so that new or forgetful users can be sure to perform each of them as they prep the printer.
While they may be a bit more than one might need to do before operating an FFF or SLA 3D printer, this did not seem like excess work for operating a complex piece of industrial equipment. In fact, it seemed extremely user-friendly for something that has previously been limited to industrial environments and service bureaus.

The thermal sensor should be wiped down with a a disposable lint free cleaning pad and ethanol to ensure that the temperature reading of the machine is correct. The entire chamber is pre-heated to limit the amount of energy the laser must use to fuse the plastic particles. The optical cassette prevents the laser and mirrors from being hit with powder during the fusing process. The build chamber features an actuator that moves the print bed down before a new layer of powder is spread across.

Once the print is complete, the build chamber can be removed and brought over to the Fuse Sift for depowdering. Due to sensors integrated into the chamber, the depowdering station can read the temperature of the unit in order to determine if the parts are ready to process. If so, the Sift can raise the print bed with the press of button, revealing a sintered cake within unsintered powder.
The build chamber being transferred to the Sift. Image courtesy of Formlabs.
A hood and vent protects the user as they move the cake over to a processing area with a coarse grate over a fine mesh screen. While the partially sintered material can’t make it past the mesh, any reusable powder can pass through to the hopper below. The user can then excavate their parts with picks, brushes and other tools while the processing area vibrates material loose. Meanwhile, the hood blower is running continuously to ensure that any material that kicks up gets filtered through the hood vent.

The Sift mixing powders for the next build.
The Sift system then makes it easy to prepare a new material cartridge for printing. They select the ratio of new to used powder and then pour new material into a hopper while the machine combines it with the leftover powder that was just reclaimed during the excavation process.
Niman, who previously worked with SLS and metal laser powder bed fusion machines at a previous job, emphasized the compact footprint of the Fuse 1 in comparison to large SLS machines.
“They needed a lot of infrastructure around them. The supplier advertises powder reclamation, dosing, and handling systems that require multiple pieces of hardware. I think it starts with three or four pieces of hardware. We actually built some of the equipment because we didn’t want to purchase there. It didn’t make financial sense to us. And it took up all the space that we had available for it,” Niman said. “We had to keep expanding and buying more area every time we wanted to get another machine. And what really struck me about working with a machine this size is I’m capable of producing parts, with similar dimensions and of similar quality in a similar amount of time without having to leave this little fairly self-contained system.”
One of the most striking features of the system, in addition to its compact footprint, was that it seemed extremely easy to use. Surely there are hiccups that a user runs into in operating the Fuse 1 and Sift, but it seems as though Formlabs has tried to take into consideration the user experience as much as possible so that the printing process runs more like a 2D inkjet printer one might have in an office than a piece of industrial manufacturing equipment. And the fact that Niman performed his presentation in an actual office space reinforced this perception.

The 3D printed item, shipped to me by Formlabs. The outside case demonstrates the ability to 3D print moving parts, in this case a hinge. The inside is a separately printed card demonstrating the high detail capable with the Fuse 1.
Despite this office-friendly image, the Fuse 1 is being used for end part production and in larger manufacturing farms. Partial Hand Solutions is one company that is using the technology to 3D print end parts, specifically patient-specific prosthetic fingers. PrintParts is a customer that has a Fuse 1 print farm for producing structural, load-bearing and mechanical parts. You can read more about PrintParts as one of the first service bureaus to adopt the Fuse 1 here. It also established a fleet of Markforged machines, demonstrating that it’s possible to run a service bureau with lower cost systems.
While there was a bit of a delay in initially getting the Fuse 1 to market, it doesn’t seem to have impacted the current shipping status of Formlabs’ new machines. According to Niman, there is only a three-week lead time for receiving a Fuse 1 after purchase.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
3D Printing News Briefs, June 20, 2026: Holograms, Insoles, & Prosthetics
We’re focused on volumetric 3D printing, 3D printed insoles, and 3D printed prosthetics in this weekend’s 3D Printing News Briefs. Read on for all the details! Researchers Using Holograms to...
3D Printing News Briefs, June 18, 2026: Reseller, Relocation, Metal Space Powder, & More
We’ll start with business news in today’s 3D Printing News Briefs, as XJet appointed a value-added reseller in Germany, BIO INX is expanding its presence in the Italian market, and...
Fabri Raises $13.5 Million to Create Digital Foundry
Fabri is a startup that wants to create a “digital foundry,” and just raised some funds to help it reach this goal. There are far too few foundries in America....
Scientists Use BMF to 3D Print Seal Whiskers That Track Prey Long After It’s Gone
Seals use their whiskers to hunt. Not Navy Seals, although they may in some way also, but this article is about lowercase seals. Not Seal the musician either; as far...