
Clearing Hurdles for Metal AM

Riven’s James Page will be speaking at 3DPrint.com’s upcoming AMS online industry summit (Feb 9-10, 2021). Register here.
Metal AM has made incredible advances in recent years and global brands are contemplating series production AM parts for flagship products. Yet a bottleneck remains – often unacknowledged – one that if left unaddressed will fundamentally limit the speed, reach and growth rate of the industry: The black box that is the new product introduction (NPI) process. It is not uncommon to spend weeks or even months iterating the complex, murky steps that lie between design and shipping of complex metal AM parts.
Heavy bets are being placed on advances in build simulation software as a primary remedy. And this strategy has begun to pay off by increasing success rate – particularly for powder bed fusion which got a head start due to its highest-end applications. Metal binder jetting, which is poised to take on new and larger markets, is also progressing but simulation has a way to go. And while we anticipate continued build sim/prep progress to be made for all AM processes, the many separate steps and potential sources of defects, including post-processing, secondary ops and finishing, means that checking the integrity of first articles, adjusting parameters and iterating all sub-processes remains a serious bottleneck.
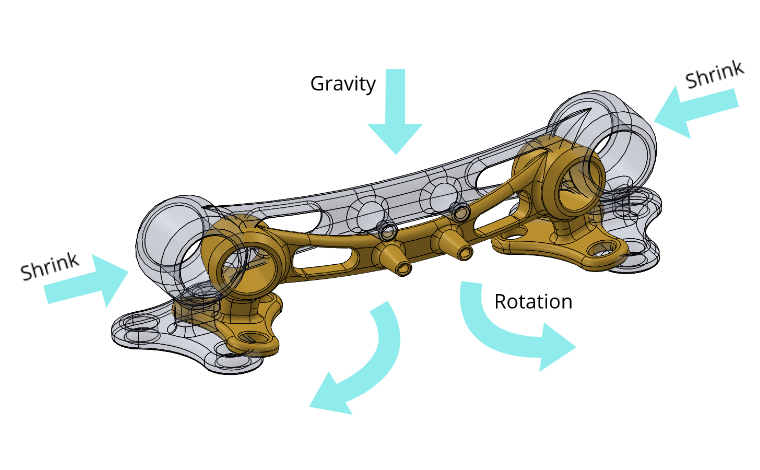
Metal AM parts warp during sintering – without complete data they can take many iterations to perfect
The challenge is due largely to the difficulty in understanding the nuances of as-manufactured part shape – whether for green part defects, warping during sintering, assessing fixtures, machining or a host of other post-processing steps. Engineers are faced with either the limits of error-prone hand tools like calipers, or waiting days for technician time and programming of a coordinate measuring machine (CMM). Either way, they are still forced to make rough guesses based on sparse point measurements and so the iterations pile up and ship dates get pushed out.
But all is not lost – in true engineering spirit, this problem has spurred innovation and a new way is emerging that is far more efficient. Accurate 3D capture has now become push-button simple and so cost-effective that it can be used at every engineer’s desk and coupled with every AM system. Cloud-based software has become smart enough to automatically show at-a-glance exactly what needs to be adjusted. 3D visualization of deviation from the design tells the whole story so engineers can catch problems early, take decisive action and save iterations.
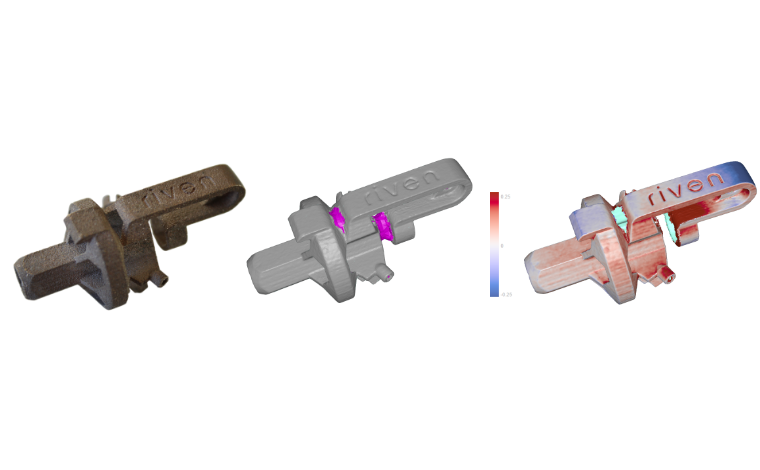
A metal binder-jet part (left), push-button 3D capture (center) and automatic CAD-compare (right)
While current practices for metal binder jetting (and similarly bound metal deposition) may require many attempts to produce a tricky part with tight specs, engineers with access to easy, accurate 3D scan data and cad-compare are often able to run just a single test print before getting to a build of shippable parts.

Complete 3D capture of as-manufactured shape enables automatic go/no-go decisions at-a-glance
Riven has worked hand-in-hand with leaders in metal AM, MIM and other advanced manufacturing methods for years to understand their specific NPI challenges and to hone an integrated system with cost-effective 3D capture sensors and easy software that makes the NPI process far simpler. We believe that rapid visualization and team communication using complete as-manufactured 3D shape data is the key to accelerating NPI and scaling operations – especially for complex, multi-step metal AM products.

Riven Software (left) accepts data from any 3D scanner. An integrated sensor (right) is available as part of the package.
New forms of data analytics and automation applying this 3D data will drive advancements in metal AM. The next exciting chapter is now unfolding with APIs that enable shape and vector-displacement data to be automatically captured from every build and coupled with build-process software and additive manufacturing execution systems (AMES) including machine learning. This will finally close process loops to achieve a new level of efficiency. Easy, cost-effective 3D capture and data collaboration will accelerate the NPI process. And 3D data APIs supporting advanced applications will be a crucial tool for those building the future with metal AM.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
You May Also Like
3D Printing News Briefs, April 13, 2024: Robotics, Orthotics, & Hypersonics
In 3D Printing News Briefs today, we’re focusing first on robotics, as Carnegie Mellon University’s new Robotics Innovation Center will house several community outreach programs, and Ugogo3D is now working...
Rail Giant Alstom Saves $15M with 3D Printing Automation Software 3D Spark
3D Spark has entered into a three-year deal with the rail giant Alstom. Alstom, a transport behemoth with annual revenues of $16 billion, specializes in the manufacture of trains, trams,...
Meltio Expands Global Reach with New Partnerships in the Americas and Europe
Spanish 3D printing manufacturer Meltio has expanded its sales network across the globe. With the addition of three new partners in the United States, Brazil, Argentina, and Italy, Meltio aims...
3D Printing Webinar and Event Roundup: April 7, 2024
Webinars and events in the 3D printing industry are picking back up this week! Sea-Air-Space is coming to Maryland, and SAE International is sponsoring a 3D Systems webinar about 3D...




























