
Ireland: Characterizing Mechanisms of Metallic 3D Printing Powder Recycling


In order to cut down on material waste, and save money, laboratories will often reuse leftover metal AM powder. A trio of researchers from the I-Form Advanced Manufacturing Research Centre in Ireland published a paper, “X-ray Tomography, AFM and Nanoindentation Measurements for Recyclability Analysis of 316L Powders in 3D Printing Process,” focusing on better understanding and characterizing the mechanisms of metallic powder recycling, and evaluating ” the extent of porosity in the powder particles,” in order to optimize how many times recycled powder can actually be reused in the powder bed fusion process.
Many “risk-tolerant applications,” like in the aviation and biomedical industries, will not use recycled powder, because any part abnormalities that can be traced back to the material can be unsafe and expensive. Parts 3D printed out of recycled powder need to have mechanical properties, like hardness and effective modulus, that are comparable to those of fresh powder parts.
“In order to reuse the recycled powders in the secondary manufacturing cycles, a thorough characterization is essential to monitor the surface quality and microstructure variation of the powders affected by the laser heat within the 3D printer. Most powders are at risk of surface oxidation, clustering and porosity formation during the AM process and it’s environment [1,2],” they explained. “Our latest analysis confirms the oxidation and the population of porous particles increase in recycled powders as the major risky changes in stainless steel 316L powder [3,4].”
A common practice before reusing recycled powders is sieving, but this doesn’t lower the porosity or surface oxidation of the particles. Additionally, “the subsequent use of recycled powder” can change the final part’s mechanical strength, and not for the better.
“Here, we report our latest effort to measure the distribution of porosity formed in the recycled powders using the X-ray computing technique and correlate those analyses to the mechanical properties of the powders (hardness and effective modulus) obtained through AFM roughness measurements and nanoindentation technique,” the researchers wrote.
They used stainless steel 316L powder, and printed nine 5 x 5 x 5 mm test cubes on an EOSINT M 280 SLM 3D printer. They removed the recycled powder from the powder bed with a vacuum, and then sieved it before use; after the prints were complete, they collected sample powders again and labeled them as recycled powders.
“Both virgin and recycled powders were analyzed by number of techniques including XCT and Nanoindentation. XCT was performed by X-ray computed tomography (XCT) measurements were performed with a Xradia 500 Versa X-ray microscope with 80 KV, 7 W accelerating voltage and 2 µm threshold for 3D scan,” they wrote.
“To measure the roughness of the virgin and recycled powder particles, we performed Atomic Force Microscopy (AFM) and confocal microscopy using the Bruker Dimension ICON AFM. The average roughness was calculated using the Gwyddion software to remove the noise and applying the Median Filter on the images as a non-linear digital filtering technique.”
The researchers also ran nanoindentation on multiple powder particles, under a force of 250 µN for no more than ten seconds, in order to determine “the impact of porosity on the hardness and effective modulus of the recycled powders,” and used an optical microscope to identify pore areas on the powder.

XCT imaging of powder. (a) 3D rendered image of 900 recorded CT images, (b) region of interest, (c) internal pores in particles indicated in a 2D slice, (d) identified pores inside particles after image processing.
The XCT images were analyzed, and “a region of interest” was chosen, seen above, from which pore size and interior particle distribution were extracted.
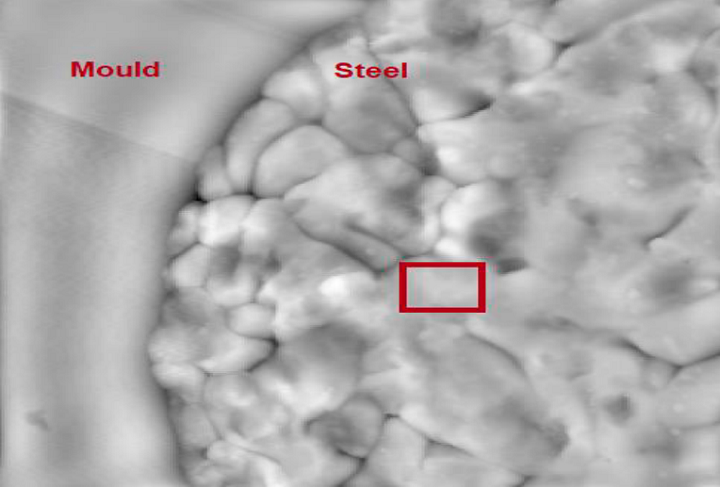
AFM image on a particle showing the boundary of mold and steel and the area where surface roughness was measured.
Software was used to process the AFM topography images of both the virgin and recycled powders, and the team applied nanoindentation on different locations of the particles, with a force of 250 µm.
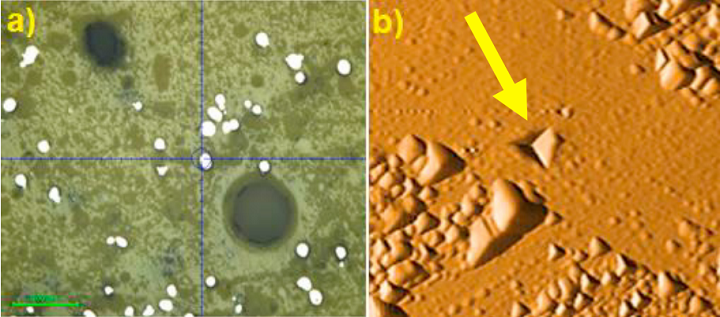
(a) powder particles placed on hardening mold for nanoindentation, and (b) an indent applied on a particle surface.
They determined that the reused powder particles had about 10% more porosity than the virgin powder, and the average roughness of the powder particle surfaces was 4.29 nm for the virgin powder and 5.49 nm for the recycled; this means that 3D printing “may increase the surface roughness of the recycled particles.” Nanoindentation measurements show that the recycled powder has an average hardness of 207 GPa, and an average effective modulus of 9.60 GPa, compared to an average of 236 GPa and 9.87 GPa for the virgin powder, “which can be correlated to porosities created beneath the surface.”
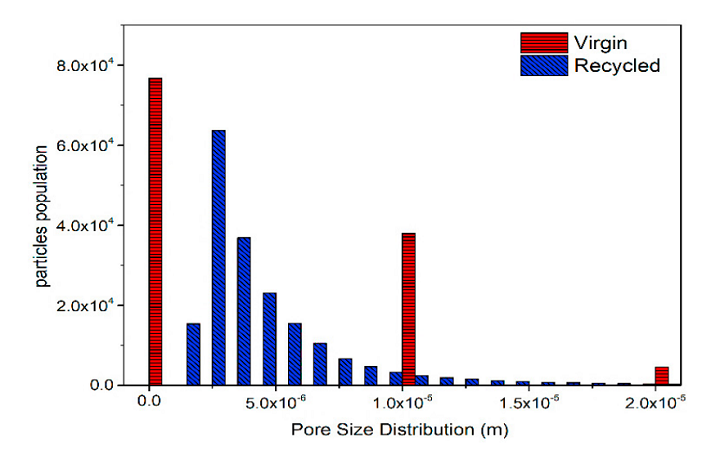
Pore size distribution in virgin and recycled powders extracted from image processing on XCT measurements.
“The pore size in recycled powders has a wider distribution compared to virgin counterpart. The main population of pore size is around 1-5 µm in virgin powder which slightly reduces to bigger size but for a smaller population. There are also bigger pores in recycled powder but with a smaller population,” they noted. “On the other hand, looking at higher pore population in virgin powder (around 10 µm size), we believe that the out-diffusion of metallic elements to the surface occurs during laser irradiation.”
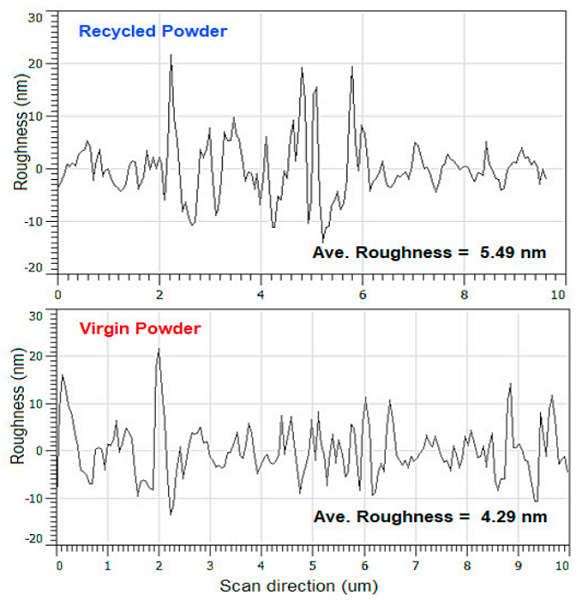
Surface roughness plots from AFM measurements on powder particles. Average roughness calculated by Gwyiddion software.
The recycled powder hardness, which is smaller than in the virgin powder, “could be attributed to higher pore density in recycled particles,” since porosity causes the powder to be “more vulnerable to the applied force resulted in smaller hardness.”
While change in grain size of the powder particles can lead to reduced mechanical properties, the team’s AFM and SEM results did not show much grain redistribution in the recycled powder. But, their nanoindentation and XCT results did find that higher powder porosity can decrease both the hardness and modulus of the particles, which “will damage the mechanical properties of the manufactured parts.”
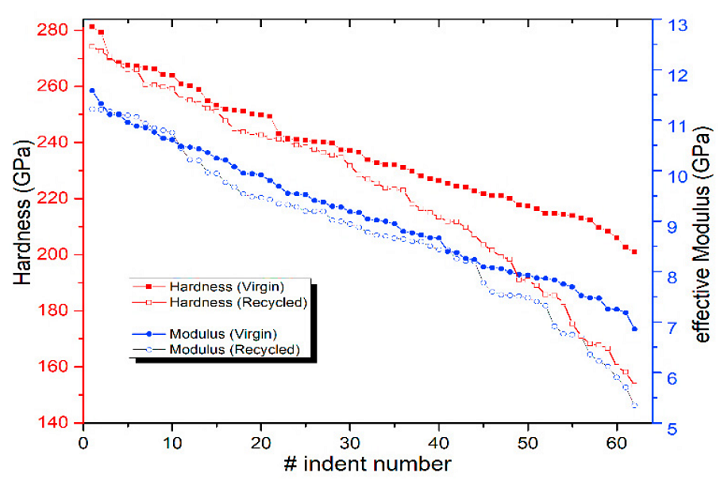
Hardness and effective modulus of fresh and virgin particles by nanoindentation.
“We have previously presented our achievement on surface and size analysis using SEM and XPS analysis. Here, we focused on pore distribution in both powders and correlated that to surface roughness, hardness and effective modulus obtained from nanoindentation analysis of the powder particles,” the researchers concluded. “The results indicate that pores population is about 10% more in recycled powders affected by the laser heat and oxygen inclusion/trap in the powder, which in turn, increases the surface roughness but reduces the hardness and modulus of the recycled powders. The pores are filled with gases (such as Argon or Oxygen) since these gases are not able to skip the melt and have a lower solubility in the melt throughout the solidification process.”
Discuss this and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
AM Asia Watch: Chinese Company Claims Advances in Titanium Powder Beyond 700C
They’re a familiar sight at trade shows: Chinese powder companies with barren stands lacking parts. There’s maybe some glass vessel with powder in it and a semi-complete data sheet, but...
Aires Tide Designed with AI, Supercomputers, and 3D Printing
The Department of Energy‘s National Nuclear Security Administration (DOE/NNSA) is part of the US government that manages the US nuclear stockpile, helping to upgrade, improve, and maintain nuclear weapons, and...
Largest Publicly Announced, Single Order in EOS History: Beehive Industries Spends $50M on M4 ONYX 3D Printers
Earlier this year, Beehive Industries received a $29.7 million contract to produce its Frenzy 6 and Frenzy 8 engines for the US Air Force. The metal additive manufacturing (AM) user...
Blue Origin’s New Glenn Explosion Comes During Major Manufacturing Push
Blue Origin‘s orbital New Glenn rocket exploded during a hot-fire test at Launch Complex 36 in Cape Canaveral on May 29, setting back the company’s launch ambitions at a time...
































