Technical University of Denmark: Integrated Process Chain for Production of Molds in LPBF Additive Manufacturing

Mandaná Moshiri recently presented a thesis, ‘Integrated process chain for first-time-right mold components production using laser powder bed fusion metal additive manufacturing’, to Technical University of Denmark. Exploring high precision mold processes, Moshiri also discusses the potential for 3D printing as a relatively new technology in the industrial value chain.
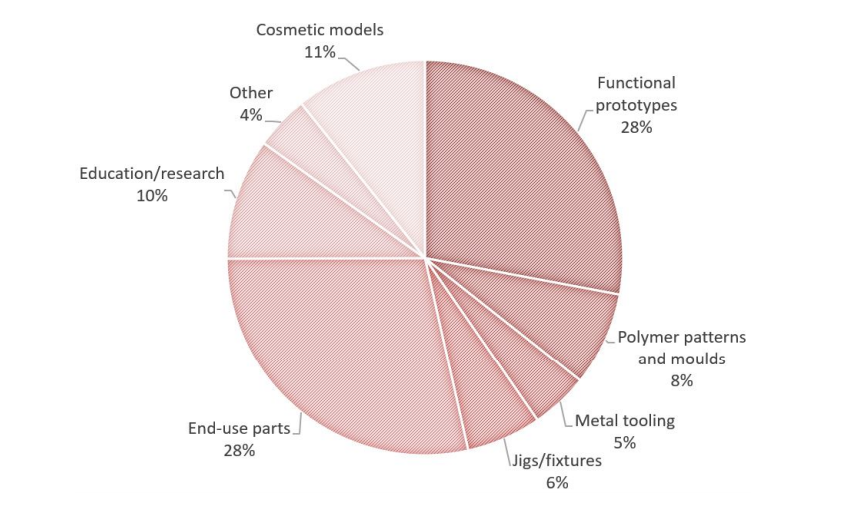
Distribution of AM applications. Data extracted from [4].

PAM2 ESRs project topics
The author studies metal additive manufacturing (MAM), but more specifically, laser powder bed fusion—also encompassing selective laser melting (SLM) and direct metal laser melting (DMLM)—as it is preferable for the fabrication of molds like inserts with curved channels. Thermal management is more streamlined during the process, resulting in higher quality of molds.
Post-processing involves:
- Cleaning of parts
- Separation from the building platform
- Support removal
- Heat treatment
- Final machining
As 3D printing continues to impact nearly every industry today, it is obvious that the environment is changing; however, Moshiri points out that for AM processes to offer all the benefits, just buying a 3D printer and putting it into production is not enough:
“Industry is not predisposed to implementing the full digital transformation, which includes machines communication and procedures and mindsets. The benefits of the full integration of the process chain and the involvement of different manufacturing technologies include the creation of a fully monitored smart production line, which is a step towards a first-time-right (FTR) manufacturing and so Industry 4.0,” states the author.

Process parameters in LPBF
“The complete chain needs to be considered, accompanied by the creation of innovative methodologies for managing and controlling the processes, and the information this involves. Many challenges need to be faced, both technological (open communication, monitoring, technology automation, etc.) and also knowledge and industrial readiness, which includes internal organization and trust.”
The benefits of using LPBF include:
- Giving users the ability to create more complex and accurate geometries
- High resolution
- Wide range of materials to choose from
- Production of near-net shape parts ready for use
Drawbacks include a ‘relatively slow process,’ though, along with more complex handling of raw materials being required, and limitations in dimensions of the objects being printed due to chamber size.
“Both LPBF and EBM fully melt the metal powder which then cools rapidly and so generate large thermal gradients,” explains Moshiri. “The gradient produces a finer microstructure than binder jetting products. This can be beneficial, depending on the final application of the product. Residual stresses, however, make the processing of brittle materials very difficult in LPBF. They in general required optimal part orientation and support structure design.
“LPBF can, however, work theoretically with any materials, as heating is based on the absorbance of photons by the powder. A laser with a wavelength comparable with the material absorbance value is sufficient. In general, EBM more efficiently convert the energy consumed into the energy source.”
Moshiri outlines a plan for creating an integrated solution for entering 3D printing into the process chain, enjoying the benefit of latitude in design and production, along with the resulting high-performance parts. Process monitoring, data collection, and handling must all play a major role for smarter manufacturing and integration of AM.
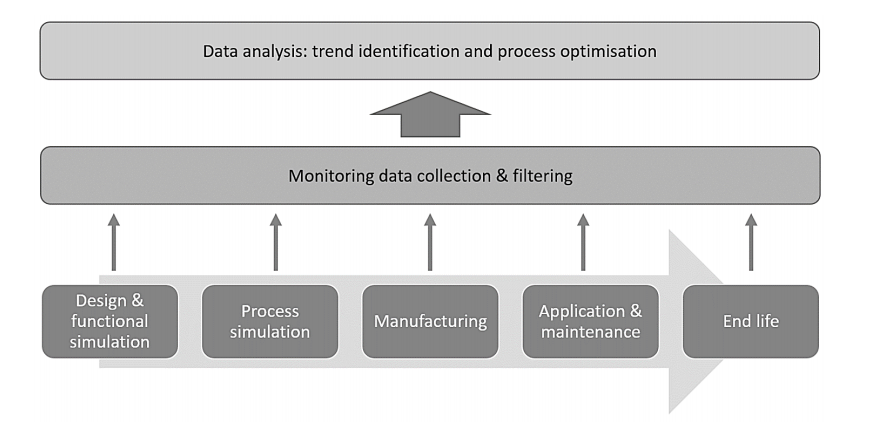
Data infrastructure for the global integrated digital process chain
“Topology optimization ensures equal (or better) performance while optimizing other design parameters, such as weight reduction,” states the author. “Topology optimization algorithms have, despite the complexity of the final product, been applied with interesting results to reduce mass while ensuring adequate mechanical properties that can withstand the loading conditions of the injection molding process.”
As the drawbacks in LPBF continue to relate to precision and surface quality, Moshiri makes it clear that there are other processes that must be included before parts are finished:
“These include 5-axis CNC operations and some other finishing operations, such as wire-EDM and polishing, which operations being included depending on the final application of the tool,” stated Moshiri.
One other extremely important challenge is how humans will fit into the process chain as greater autonomy in manufacturing continues to be promoted. Moshiri sees the human role still anchored to manufacturing in the future but in operations, remote programming, and controlling the chain behind the scenes.
The changing dynamic should prompt new training—as well as companies seeking out workers with a different set of skills. Without careful planning for the future and consideration for expanding education, there could be a ‘complete failure of the system,’ even with all the equipment in place.
“More research is required on data management and analytics to allow the huge amount of information collected by a fully monitored process chain to be handled, and to ensure that every loop in manufacturing can be optimized based on the learning from the previous loop,” concluded Moshiri.
“IT architecture and the cyber security of the system also need to be adapted to the new working system, to help adoption. Other aspects that need to be faced to ensure the correct functioning of an innovative process chain are change management and education programs, which are of key importance in ensuring the successful adoption a fully digital system.”
The transformation offered by AM processes is of enormous interest to industrial users around the world, and especially as techniques like LPBF continue to be the source of research, whether in microstructure development, investigating cooling rates, or new cutting tools.
What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com.

Correlation schematic between process parameters, process signatures and product qualities
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.










You May Also Like
Making 3D Printing Personal: How Faraz Faruqi Is Rethinking Digital Design at MIT CSAIL
What if your 3D printer could think more like an intelligent assistant, able to reason through a design idea, ask questions, and deliver something that works exactly the way the...
Reinventing Reindustrialization: Why NAVWAR Project Manager Spencer Koroly Invented a Made-in-America 3D Printer
It has become virtually impossible to regularly follow additive manufacturing (AM) industry news and not stumble across the term “defense industrial base” (DIB), a concept encompassing all the many diverse...
Heating Up: 3D Systems’ Scott Green Discusses 3D Printing’s Potential in the Data Center Industry
The relentless rise of NVIDIA, the steadily increasing pledges of major private and public investments in national infrastructure projects around the world, and the general cultural obsession with AI have...
Formlabs Teams Up with DMG MORI in Japan
In late June, Nick Graham, Chief Revenue Officer at Formlabs, announced on LinkedIn that the company had partnered with DMG MORI, one of the world’s leading machine tool companies, to...