
Analysis of Side Branching in Microstructure Development During Laser Powder-Bed Fusion


Researchers are delving further into analysis of laser powder-bed fusion techniques, recently publishing their findings in ‘The role of side-branching in microstructure development in laser powder-bed fusion.’ As manufacturing of industrial parts via 3D printing and additive manufacturing processes becomes critical to an increasing number of applications today, suitable microstructures are required for quality parts.
Although 3D printing has been around since the 80s, it is still a relatively new technology—and especially to the mainstream. Benefits abound, but so do a variety of challenges. While porosity is an issue of ongoing study, here the authors address the epitaxial growth of crystals and how it affects development of microstructures.
In studying solidification microstructure, the researchers evaluated thermal parameters to better understand what types of mechanisms are behind the development of microstructures, specifically at certain areas of melt pools. During their research, the authors found that X-ray diffraction revealed two alloys made up of one face-centered (FCC) cubic phase—both in the ‘as-received powder’ and in the LPBF builds.
“Because cells can be only seen after chemical etching, the undulated surface results from the chemical perturbation. This indicates that although the high cooling rate can prohibit the formation of secondary arms, there are still solid-liquid interface instabilities in the direction orthogonal to the primary growth direction,” explained the researchers. “The presence of such side instabilities indicates that cells are in the transition from cellular to dendritic growth.”
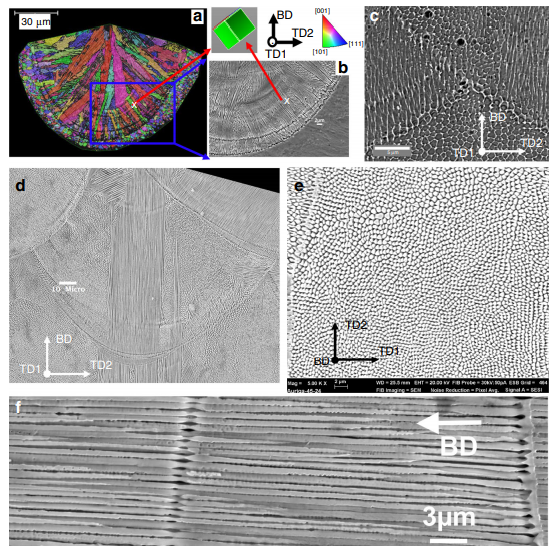
Solidification microstructure in a single-track and in a multi-layer build of HEA. a EBSD inverse pole figure (IPF) map along build direction (BD) and b secondary electron image of cells in a single track of HEA. c Cells in regions far away from the build/substrate interface. d–f Solidification microstructure in 316L fabricated by a Renishaw: d Cells in a melt pool of 316L, e and f Transverse and longitudinal sections of a cell domain within a melt pool, respectively. Note: Figure a and b were re-used from ref. 13 under the terms of the Creative Commons Attribution License (CC BY).
In regards to impacts caused by porosity, the researchers noted that change in length scale was the result of the high cooling rate after the depositing of a new melt pool—with cell refinement found at fusion lines between two well consolidated weld beads and a lack of pores.
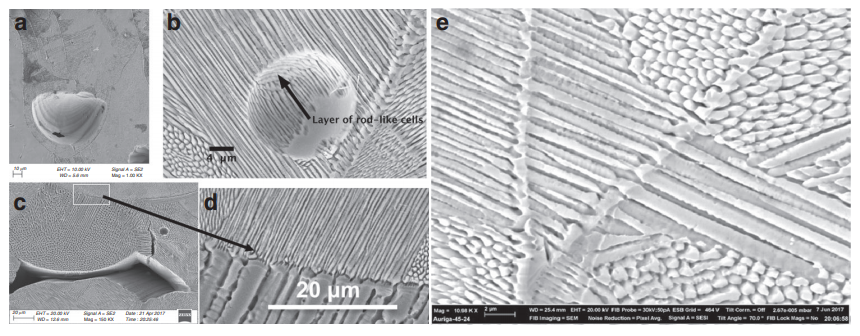
Porosity and solidification microstructure in AM 316L. a Keyhole pore. b Layers of fine cells in a region containing a fine spherical entrapped gas pore. c Solidification microstructure surrounding a lack-of-fusion pore. d Zoom-in region on the center top of c showing a sharp change in cell spacing. e Cell refinement occurred twice at two consecutive fusion lines.
“FEA simulation confirms that adjacent melt pools effectively form a pseudo-continuous melt pool over the length scale of about 1 mm though the modulation of the laser beam causes different melt pool profile in transients between melt spots (Supplementary Movies 1 vs. 2),” stated the researchers.
“In addition, the underlying mechanisms seen in the 316L steel were also observed in the HEA, e.g. the continuous growth along the centerline and the frequent side-branching on sides of melt pools also result in two sets of thin grains and broad columnar grains in the HEA, respectively.”
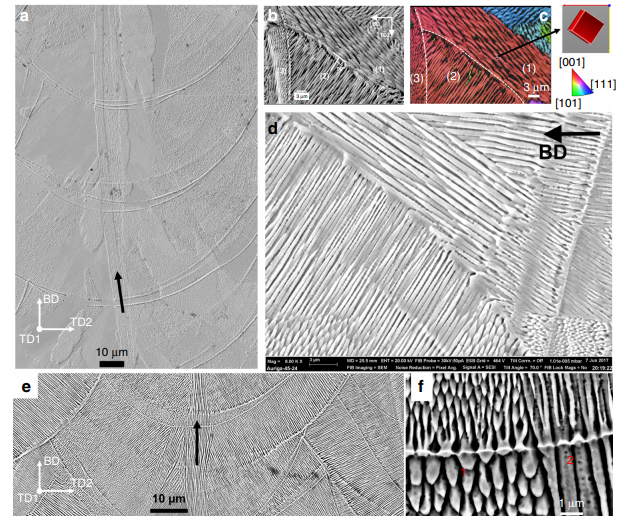
The microstructure developments due to continuous growth and side-branching in AM 316L. a Continuous growth of cells in a slender domain (highlighted by a black arrow) along the centreline across melt pools in the bi-directional scan without rotation. b–d Side-branching frequently occurred at sides of melt pools observed in all scan strategies. b Cells in (3) epitaxially grew from ones in (2) which did grow from cells in (1), and c is a corresponding inverse pole figure along TD1 of region in a. d Side-branching of cells occurred at a fusion boundary. e Continuous growth and f sidebranching (region 1) and tip-splitting (regions 1 and 2). Note: 316L steel was fabricated by a–d the modulated laser beam (Renishaw) and e–f continuous-wave laser beam (Concept Laser); the dashed lines in b and c represent the melt-pool boundary; b and c were reused with permission provided by AIP Publishing

Helical growth of grains in the high entropy alloy fabricated by a chessboard scan strategy. a IPF-BD map of a section along BD of HEA built by the chessboard pattern with a rotation of 67° for every subsequent layer (lower left inset). A big grain of the orientation (shown in the right cube) was able to cross several melt pools in the same layers and across multiple layers (dashed black lines highlight the boundaries of some melt pools). b Top-view of the thermal profile in a melt track predicted by FEM simulation; the unit of scale bar is K degree. c IPF-BD of a region consisting of two islands I1 and I2, being perpendicular to BD. Arrows in b and c show the moving direction of the laser beam. White dashed line in c indicate the boundaries between melt tracks. d, e Optical image and EBSD map (respectively) of a section perpendicular to BD—Note: the section was not perfectly parallel to a single layer of deposition, helping to reveal a spiral microstructure of grains across multiple layers (highlighted by white dashed lines).
“The role of side-branching is influential as it results in a ‘criss-cross’ layer microstructure and broadening of grains in the subsequent deposition in 3D printed alloys,” explained the authors. “In particular, side-branching is responsible for microstructure development when varying the scanning strategy.
“Most interestingly, the chessboard strategy with 67° rotation between layers breaks the vertical columnar grain microstructure, but it promotes both in-layer epitaxial growth and out-of-layer side branching, resulting in helical epitaxial growth. It has been shown that variations in the length-scale of microstructure correlates well with v0:25 i G0:5, and large pores cause a substantial coarsening of the microstructure due to their local thermal insulating effect.”
Laser powder-bed fusion has been the topic of many studies in recent years, from examining the effects of gas chemistry to achieving melt pool control, and studying innovative monitoring processes. What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com.
[Source / Images: ‘The role of side-branching in microstructure development in laser powder-bed fusion’]Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
3D Printing News Briefs, July 9, 2026: RIMPAC 2026, Software, Housing, & More
In today’s 3D Printing News Briefs, Massivit continues its focus on aerospace and defense manufacturing, and Meltio is collaborating with Phillips Corporation for RIMPAC 2026. Moving on to software, AMIS...
3DPOD 304: Precast Concrete AM with Greg Kerkstra, Mangrove
Greg Kerkstra is part of a family business that leads in the precast concrete industry. They’ve now turned to Progress Group’s large-format binder-jet concrete technology, which we covered here in...
3D Printing News Briefs, June 10, 2026: Grand Opening, Photoresins, Footwear, & More
We’re starting with some exciting news in today’s 3D Printing News Briefs: Stratasys just celebrated the opening of its new North American headquarters in Minnesota. Moving on, Nanoscribe is scaling...
Wells Fargo Backs ICON in Landmark Milestone for 3D Printed Housing
Qualification is an indispensable step on the path to legitimization for any new technology, but it’s still just one step: markets tend to remain unswayed without a co-sign from an...
































