

Metal 3D Printing: Correlation Between Laser Power, Cooling Rates & Effects on Parts in LPBF Processes


US scientists are learning more about power, temperature, and the effects on metal 3D printing processes, with their findings outlined in the recently published ‘Subsurface Cooling Rates and Microstructural Response during Laser Based Metal Additive Manufacturing.’
LPBF is being used more commonly in additive manufacturing processes today due to a list of benefits offered to industrial users—whether they seek the ability to create prototypes quickly or create more complex geometries (one of the greatest advantages in 3D printing overall).
Scientists, manufacturers, and many different users are also able to engage in using a variety of metal powders that are more efficient for creating objects. Because of the process, however, involving the rapid melting of powder and then re-solidification, there are expansive thermal gradients to consider—along with cooling rates that can affect the outcome of structures. The researchers used this study to ‘quantify cooling rates’ and then compare them to the quality of the printed product, centered around Ti-6Al-4V (Ti-64, 90%Ti, 6% Al, 4%V – by weight) as their material system.
Titanium is used in manufacturing often today because it is strong, light in weight, and resistant to corrosion. This material has been the focus of many studies, testing its ability to lend stability to other 3D printed parts, make medical devices like implants, use with other techniques, and more.
Titanium, usually displayed in one of two allotropic forms (the room temperature hexagonal close-packed α-phase and the high temperature body-centered cubic β-phase) is often used in the following applications:
- Aerospace
- Automotive
- Marine
- Power generation
- Biomedical
“As with other metallic components, the microstructure and phase in Ti-64 is intimately linked to the thermal histories during the manufacturing process and is well characterized for conventional manufacturing,” state the authors.
“For LPBF fabrications on the other hand, where Ti-64 is commonly used, the link between build parameters, such as the laser speed and power, and the resulting phase and microstructure is tenuous and mostly derived from trial and error methods.”

Schematic of experimental geometry showing the relevant dimensions. The dimensions are not to scale.
Previous research has shown to be ‘insensitive to subsurface effects,’ state the authors, leaving no previous methods for examining thermal exercises, an area which could be ‘critical’ to the understanding of AM metal printing.
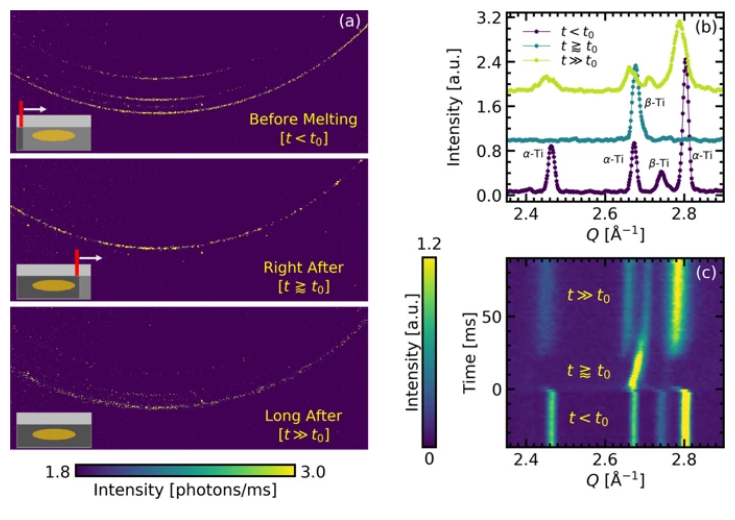
Diffraction data, collected at 500 Hz and 1 ms acquisition time per frame. Data is for build parameters of 200 W laser power, 144 mm/s scan speed, and X-ray spot size 50 μm below the powder substrate interface. (a) 2D Diffraction patterns 10 ms before (top), 4 ms after (middle), and 80 ms after (bottom) the laser scan. The insets show the positions of the laser relative to the X-ray probed region schematically at these times. (b) Corresponding azimuthally integrated intensities as a function of Q in blue, green and yellow respectively. (c) Integrated intensities plotted as a function of time on the vertical axis to show the evolution of the diffraction peaks during the LPBF process. The intensities for (a,c) are encoded by color with the scales indicated by the respective color bars.
Analysis in this study, however, resulting in a method for tracking crystalline titanium phases during LPBF. Each phase was tracked with fixed atomic coordinates and thermal parameters, along with multiple scale factors and lattice parameters added by the authors.
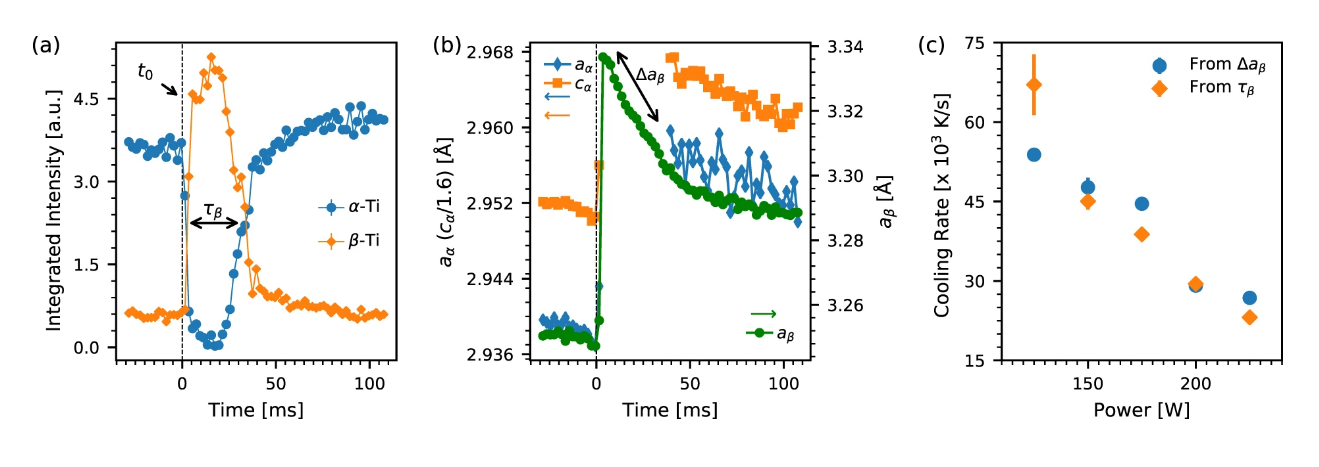
In situ cooling rates, calculated for data collected at 500 Hz frame rate and 1 ms acquisition time per frame. (a) Time evolution of scale factors of the α-Ti (blue circles) and β-Ti (orange diamonds) crystalline phases for laser power of 225 W and speed 144 mm/s. The drop in the α-Ti peak intensity coincides with the laser indicated by the dashed black line. Also, shown in the figure is the time period (τβ) for which the phase fraction is mainly β-Ti. The solid lines are guides for the eye. (b) Lattice parameters of the α-Ti a- and c-parameters (blue diamonds and orange squares respectively) and β-Ti phase (green circles) as a function of time for same process parameters as (a). The c-lattice parameter of the α-Ti phase is divided by the approximate c/a ratio of 1.6 for the pristine material. The change in the lattice parameters of the β-Ti phase over τβ is indicated as Δaβ. The lattice parameters for the α-Ti phase are not shown during τβ because of the large uncertainties in this time range. (c) Cooling rates for a range of laser powers calculated from rate of lattice relaxation (blue circles), and β-Ti lifetime, τβ, (orange diamonds).
The level of cooling rates confirmed consistency ‘within statistical uncertainties,’ leading the authors to consider such activity during the melting transition to be negligible, along with any developing strain. Cooling rates caused the heated volume to increase, leaving decreased thermal gradients, and ‘less effectiveness of the surrounding material as a heat sink.’
Overall, the researchers proved that in this study, the cooling rate depended on laser power parameters—with the resultant β-phase component bearing most of residual material strain.
“We also observe a uniform redistribution of V in the resolidified region in contrast to the starting base material which correlates to a reduction in β-phase fraction,” concluded the researchers. “These insights are crucial to formulate a sound theoretical underpinning of the LPBF process in general, and to understand how the properties of AM manufactured Ti-64 components can be predicted.”
What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com.
[Source / Images: ‘Subsurface Cooling Rates and Microstructural Response during Laser Based Metal Additive Manufacturing’]Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
3D Printed Chip Packaging Specialist XTPL Enters Japanese Market
The additive manufacturing (AM) industry naturally wants to move beyond prototyping to production at scale, and the industry is certainly starting to demonstrate success with that objective, especially in Asia....
UT Researchers Use 3D Printing to Develop “Tabletop EUV Lithography” Process
Photolithography, the semiconductor manufacturing process whereby lasers transfer patterns onto chemical layers coating a substrate, is one of the most amazing industrial processes humanity has ever created. It is also...
3D Printing News Briefs, May 30, 2026: RIMPAC 2026, Acquisition, Ceramic Implants, & More
We’re kicking things off with materials news in this weekend’s 3D Printing News Briefs. Then it’s on to a hybrid manufacturing system for a maritime exercise, an expansion of industrial...
The University of Utrecht: “3D Printing Could Change Who Gets to Become a Manufacturing Power”
For decades, manufacturing has mostly been controlled by countries with huge factories, lower labor costs, and industrial systems that took years, sometimes decades, to build. But Utrecht University human geographers...
































