
Austria: Researching Melt Pool Stability During 3D Printing of Unsupported Steel Components


Austrian researchers have come together to study influences on the melt pool in additive manufacturing processes, detailing their findings in the recently published ‘Stability of a Melt Pool during 3D Printing of an Unsupported Steel Component and Its Influence on Roughness.’
As 3D printing and additive manufacturing processes continue to make impacts in nearly every industry today—along with creating the potential for new products and applications—the use of metal becomes increasingly popular due to advantages such as greater strength yet lighter weight, versatility and options in materials, speed, affordability, and the option to fabricate more complex parts.
Laser powder bed fusion methods (PBF-L/M) are becoming a more powerful industrial tool too, although there are challenges such as issues with unsupported overhanging planes and temperature. In this study, the researchers explored the inclination angle—and how it affects the melt pool mainly, while also considering the impacts on unsupported surfaces. Gas-atomized AISI 316L was used for experimentation.
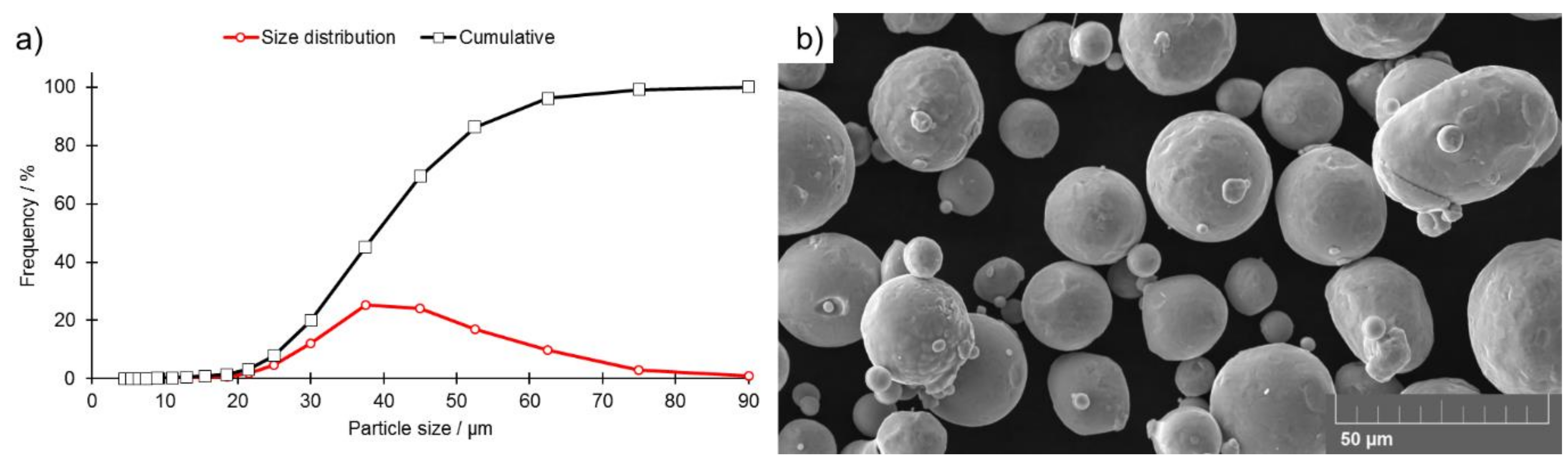
AISI 316L austenitic stainless-steel powder: (a) Grain size distribution, (b) SEM micrograph.

Chemical composition of 316L stainless steel.
Cuboidal samples measuring 10 × 10 × 5 mm3 were fabricated with no supports under the bottom surfaces (resulting in ‘freely evolving’ downskin), featuring stepwise-increasing inclination angles of α = 90°, 80°, 70°, 60°, 50°, 45°, and 40°. Parameters from the powder manufacturer were used as guidelines, and then customized to make the elongated melt pool.
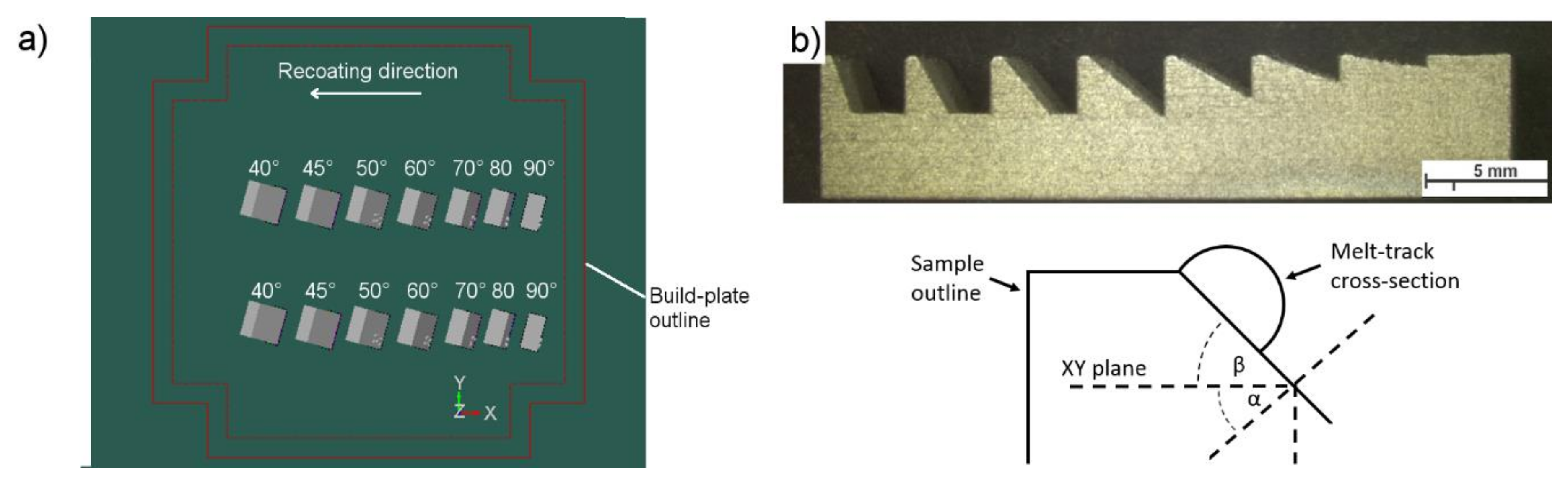
(a) An overview of the set of cuboidal samples and their location on the build-plate; (b) scheme of a sample used to simulate the increasing inclination angle, where α is the leaning angle of an unsupported surface and β is the inclination angle of a slope, with β = 90 − α.
Separated into series A and series B, sample parameters were varied during experimentation. Beginning with the A samples, parameters were manipulated to maintain constant linear energy, with the melt-pool length changed only by altering laser power and spot speed. For comparison, samples were then positioned identically on the build platform. Single lines were also fabricated in a series, using a laser beam with a focus of 80 μm. Ultimately six samples were 3D printed with each set of parameters, and with each line on a surface with an incrementally increasing slope angle.
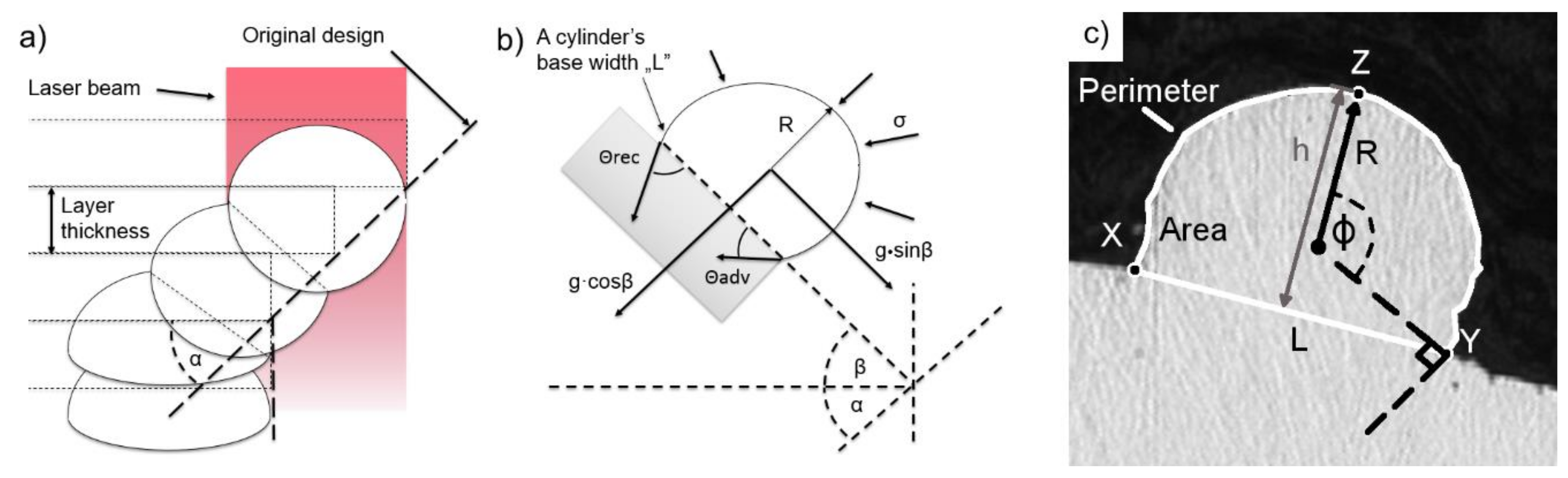
Schematics of the melt pool cross-sections: (a) Arrangement along the edge of the printed area; (b) forces acting on the melt pool when placed on an incline, and (c) display of specific points and parameters. Lt—Layer thickness; g—gravitational constant; σ—surface tension.
For series A, no melt tracks resulted in the formation of either segmented or unsegmented cylinders. This meant that the melt track was not stable; for both series, melt-track ‘disruption’ increased just as the β angles increased.
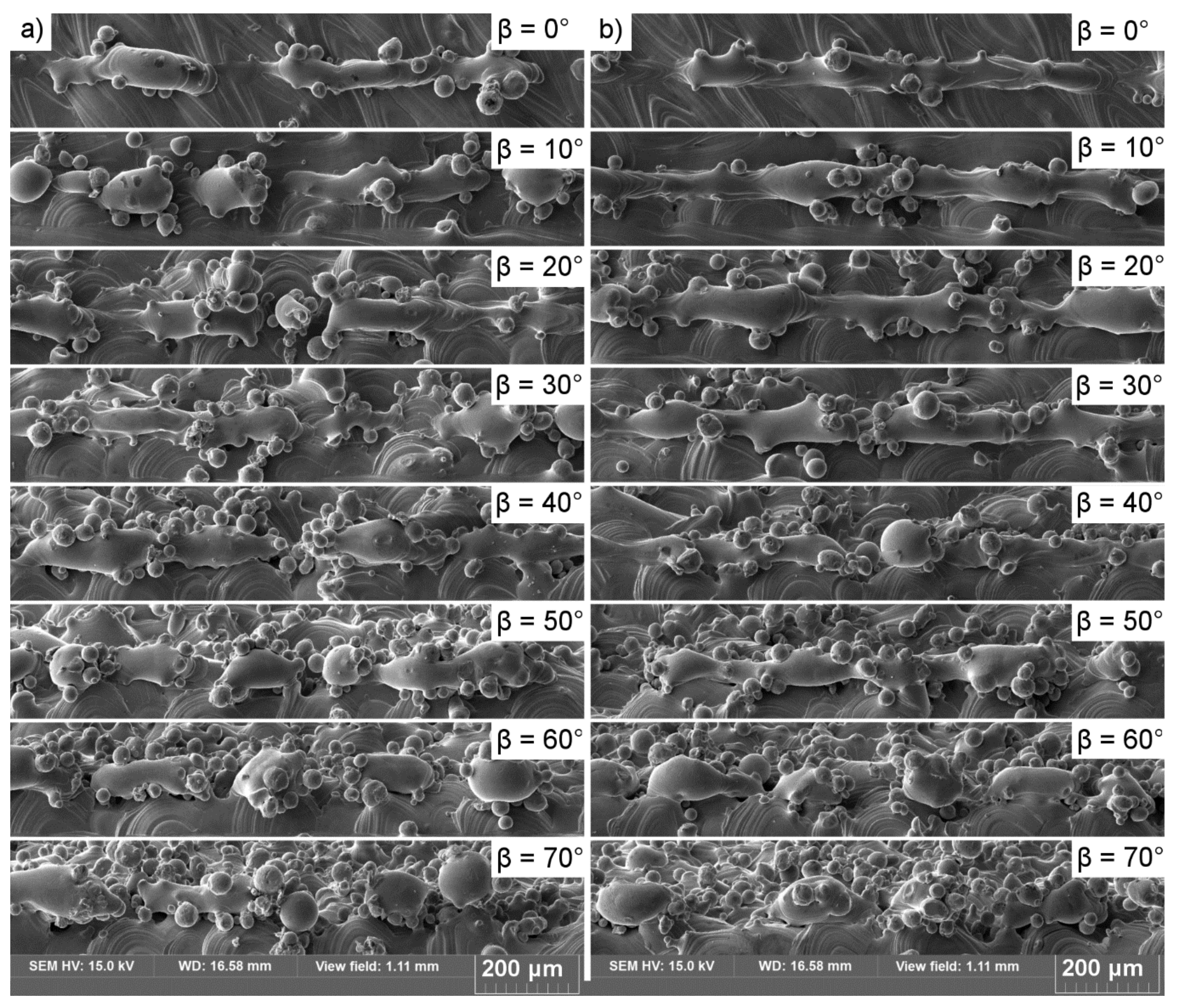
Top view of single melt tracks printed on slopes. (a) Series A; (b) series B.
“The stability of the melt pool should be considered when unsupported, inclined surfaces are being printed. In industrial applications, these results would suggest that the printing parameters for the outline have to be modified along the decreasing inclination angle, i.e., the laser power has to be continuously decreased, while the spot speed should be continuously increased at the same time,” explained the research team in conclusion of their study.
“The use of higher amounts of laser power may result in lowered downskin roughness, but only if the melt track is stable. On the other hand, the instability of the melt track causes a significant increase in roughness with respect to the counterpart factor of lower laser power. The results of this study show that the laser power should be adjusted and consequently lowered as the printing angles become increasingly steeper, mainly to avoid melting the powder that has been placed beneath the overhang.”
While this study is unique, researchers around the globe are finding new ways to improve 3D printing with metal, from refining methods in multi-metal powder bed fusion to printing large metal structures, and innovating with new materials. What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com.
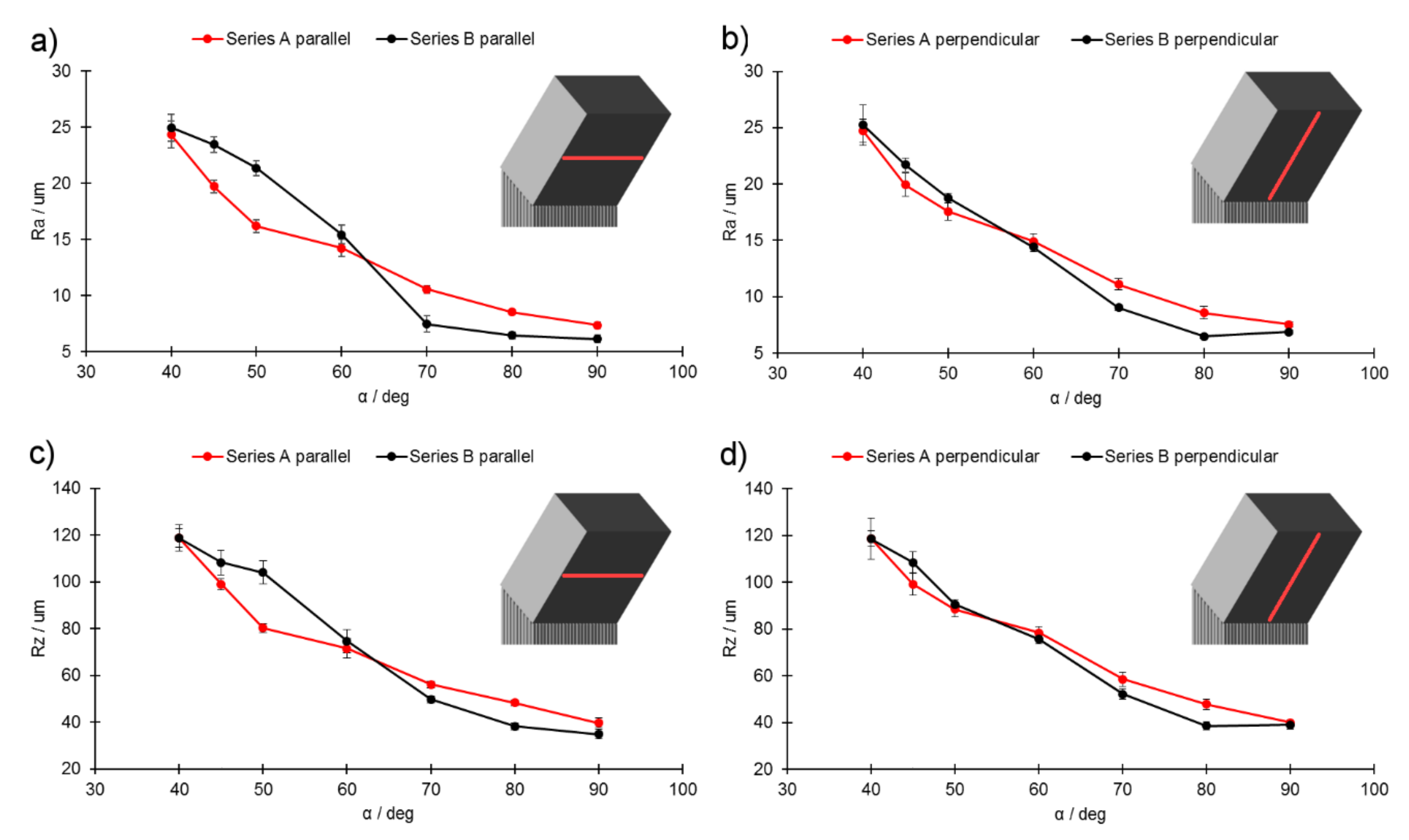
Comparison of roughness measurements for downskins: (a) Ra, parallel to the X–Y printing plane; (b) Ra, perpendicular to the X–Y printing plane; (c) Rz, parallel to the X–Y printing plane; (d) Rz, perpendicular to the X–Y printing plane.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
The SLS Market, Game of Trucks: Part 2
With the release of the new HP 1200 and the Formlabs X1, we can see real competition from very different segments. From several million dollars to just $20,000, the laser...
3D Printing News Briefs, May 2, 2026: Soft Robots, Agricultural Waste, & More
In this weekend’s 3D Printing News Briefs, we’ll start off with a multi-laser metal powder bed fusion 3D printer and post-processing news. We’ll end with research into soft robotics and...
3D Printing News Briefs, April 4, 2026: 3D Printed Food, Cocoa Press, & More
We’re starting off with 3D printed food in this weekend’s 3D Printing News Briefs, followed by some business news about Cocoa Press. Then we’ll move onto a metal additive manufacturing...
3D Printing News Briefs, March 28, 2026: TCT Asia, Distribution Agreement, FDA Clearance
We’re starting 3D Printing News Briefs this weekend with some news out of TCT Asia, and then moving on to a metal AM distribution agreement between MULTISTATION and WAAM3D. We’ll...
































