AMS 2020 Panels: HP’s Binder Jetting Technology, New Metals for 3D Printing


This year’s Additive Manufacturing Strategies, held in Boston and co-hosted by SmarTech Analysis and 3DPrint.com, featured a Startup Competition, interesting keynotes, multiple panels and presentations, and industry forecasts by SmarTech. But something new at the 2020 event was a dedicated metal 3D printing track.

I listened to an interesting presentation by Brett Harris, the Product Manager, Materials at HP responsible for the company’s Metal Jet technology metal powder products. Harris, who began his career in the energy industry before moving to industrial gas, spoke about the future of metals binder jetting, and explained that he, and the rest of HP, are working to address important questions, such as “how are we helping customers better and faster succeed?”

He explained that HP’s journey into 3D printing started with its MJF technology, and that the company is “taking that foundation and leap-frogging it into the metal business.”
“A lot of it is leveraging the expertise and experiences, applying the nut and bolts of it to the metal side. We as an industry is a fairly small industry in the grand scheme of things, so we need to convince those who make the big parts that this is the technology to help transform their business and add value. Our plastics business has allowed us to do that.”
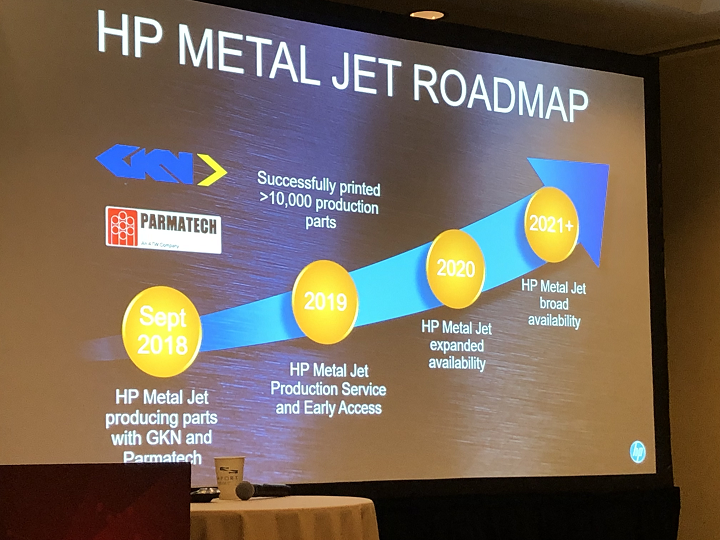
Harris gave everyone an update on what HP’s accomplished since first introducing its MetalJet technology two years ago, noting strong collaborations and the successful 3D printing of over 10,000 production parts.
“This is where some of my grey hair came from,” he joked. “You have to stress these types of new technologies, and all the supporting structures around it, to ensure that it’s doable.”
According to Harris, HP is “actively working on new parts and designs,” with some big announcements hopefully to come at RAPID + TCT next month, and is also beginning further expansion of the availability of MetalJet, “working with partners in different verticals who are willing to give us feedback.”
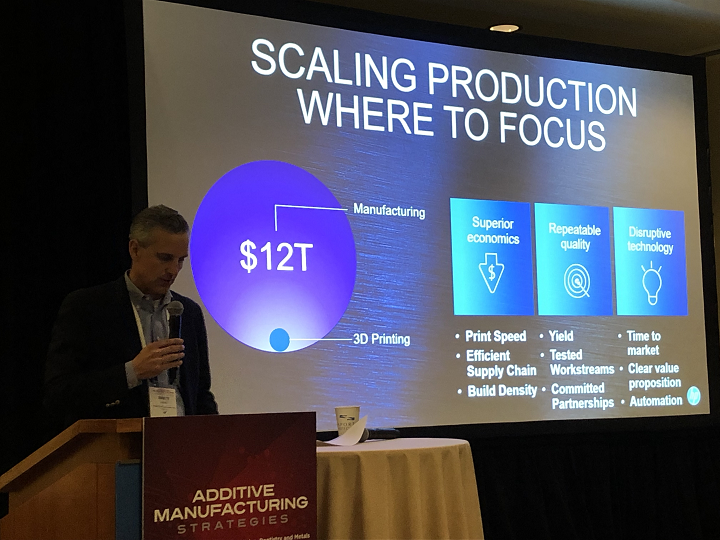
“So where do we focus in scaling production?” Harris asked.
Hard work is needed for new technologies to insert themselves into the industry, as the manufacturing sector is dominated by large companies. When it comes to new, disruptive technology, Harris said that manufacturers want a solution that’s unique but reliable, so that they’ll still end up with the same part even if they switch from the old way of doing things. That’s why it’s important to ensure cost-competitive parts and “superior economics” through an efficient supply chain, increased speed, and repeatable quality.
“Time to market is important, and so is automation. We have to be able to cut labor costs and augment these processes. When we start doing these things predictably, that’s when we start gaining the trust and convince these established manufacturers that this is a technology they are willing to invest in.”

Harris explained that he personally reaches out to customers who ask if HP can meet specific standards, because if you can’t deliver deliver quality, “you’re not going to be in the game.” He also shared positive results from a few third party studies completed about the company’s 3D printed parts.

He noted that it’s important to leverage the expertise of others who have more knowledge than you might about certain subjects.
“At the end of the day, to advance in this technology, you can’t do it all by yourself. We’re big advocates for having partners,” Harris said. “HP is not a metal powder producing company, but I work to build strategic partnerships with those who do that well and leverage those core competencies. But in our history, we do print well. We’ve developed printhead technology for the last 30 years.”
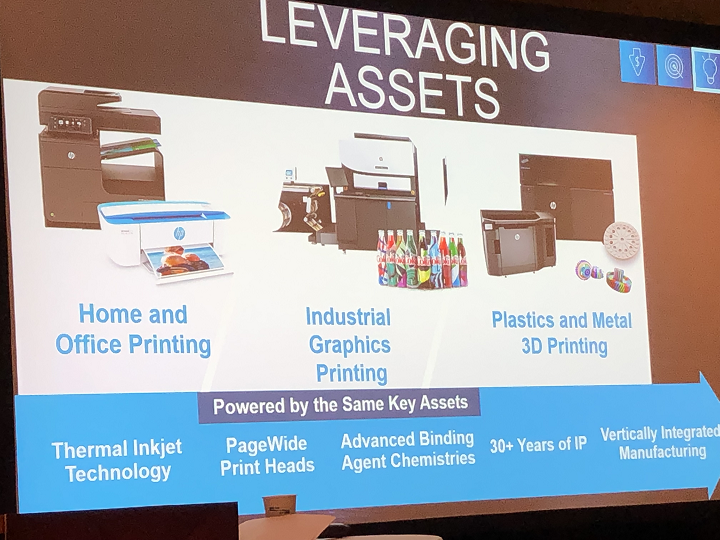
Noting that “we can’t do it all alone,” Harris also expounded on the importance of leveraging your assets – in HP’s case, that includes thermal inket technology, vertically integrated manufacturing, and over 30 years of IP. As the industry continues to evolve, and change how the world designs and manufactures products, “HP is very committed to being a player in this process.”

He explained that HP uses three different workstreams – materials, printing, and sintering – and tries to leverage metal injection molding, or MIM, technology whenever possible.
“A lot of MIM operators saw a void in the market and thought our technology could fill it,” Harris explained. “We need to focus the portfolio on MIM-size powders, and take advantage of what’s already being produced. Our MIM and production partners already have sintering furnaces, so why would we need another asset attachment just to be able to use our technology?”

Harris moved on to the company’s achievement of mass production with GKN and VW, noting that the journey fell into the categories of scale, speed, quality, and repeatability.
“These are the four tenets that really drive our day to day activities.”
Each of the 10,000 metal 3D printed parts HP created for this partnership feature a unique identifier, which illustrates scale. In terms of speed, Harris explained that for any business, four weeks is a pretty tight timeframe, but that it would have taken 14-18 weeks to complete the project using MIM – a pretty big difference.

Real manufacturing is truly about predictability, which boils down to repeatability. Harris said that HP 3D printed the parts “across a dozen printers at three different sites around the world,” and was able to consistently “meet the metrics.” But, he noted that the most important tenet of the VW/GKN project is quality tracing, as the data you gain from this is incredibly important.
“The feedback we got from bad parts was almost more valuable than the good parts. We can figure out what we did wrong…isolate those fault factors and come up with solutions.
“When you get feedback from your customers that they see a lot of value, it’s good validation and gives you the energy and excitement to keep going and working. From our viewpoint, we’re on the right trajectory and are excited for it to succeed.”

During the Q&A, SmarTech’s VP of Research Scott Dunham asked if Harris sees any potential crossover or competitiveness with other 3D printing technologies, like powder bed fusion, for HP’s MetalJet.
“Our focus is where can we gain traction in verticals that recognize the value in the process,” he answered. “It’s not a secret that we’re focusing on the automotive industry. We’re not actively participating in some of the aerospace sector work, mainly due to the qualification process, but I think ours could be a complementary technology to PBF.”

Another attendee piggy-backed on this answer, asking if HP’s technology will be disruptive outside of the automotive sector, and Harris mentioned the company’s excitement about some potential medical opportunities, in addition to some good opportunities in terms of customization with consumer goods.

Later in the day, during AMS 2020’s Metal Materials Symposium, I attended a panel about new metals for additive manufacturing. Panelist Oleksandra Korotchuk, the Business Development Manager for BASF 3D Printing Solutions, spoke first, about the company’s Ultrafuse 316L material.
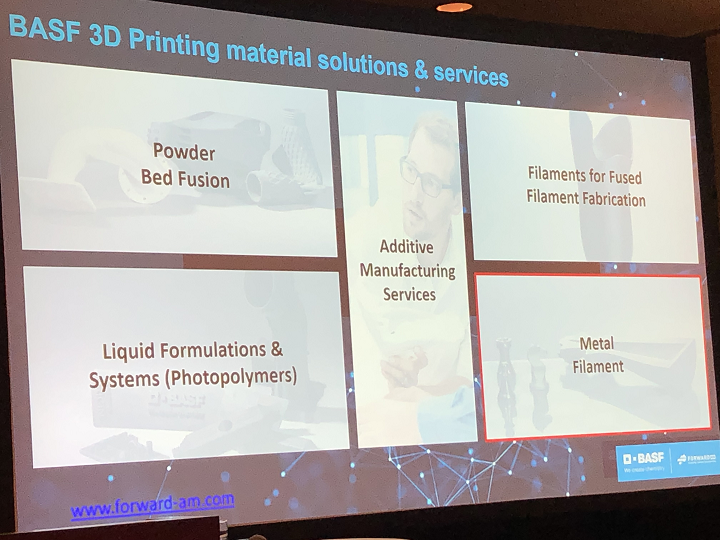
Korotchuk explained that the group has five major segments, which you can see in the image above, and mentioned that Ultrafuse 316L works on any open desktop FFF 3D printer, whether it’s $100,000 or $100. The material was inspired by BASF’s MIM process, Catamold.
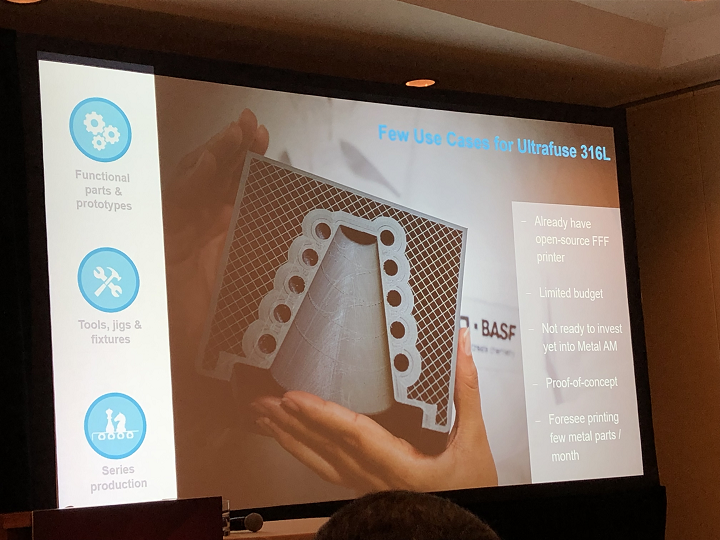
She listed a few use cases for the material, such as tools, jigs and fixtures, series production, and functional parts and prototypes, and discussed how Ultrafuse 316L was a good choice for proof-of-concept projects, or for a company that only foresees 3D printing a few metal parts a month.
“Maybe you already have an open source FFF 3D printer, with a limited budget, and you’re not quite ready to fully invest in metal additive manufacturing,” Korotchuk said. “We’ve taken the metal feedstock from MIM and turned it into Ultrafuse 316L for 3D printing.”

The next slide showed the process flow of FFF 3D printing, and Korotchuk explained how the company found a good way to outsource the industrial post-processing work, such as sintering and catalytic debinding. New Jersey-based company DSH Technologies takes the parts BASF sends them during the week and puts them through the post-processing and finishing processes, which drops the cost per part, and then sends them back – a pretty good deal, if you ask me!
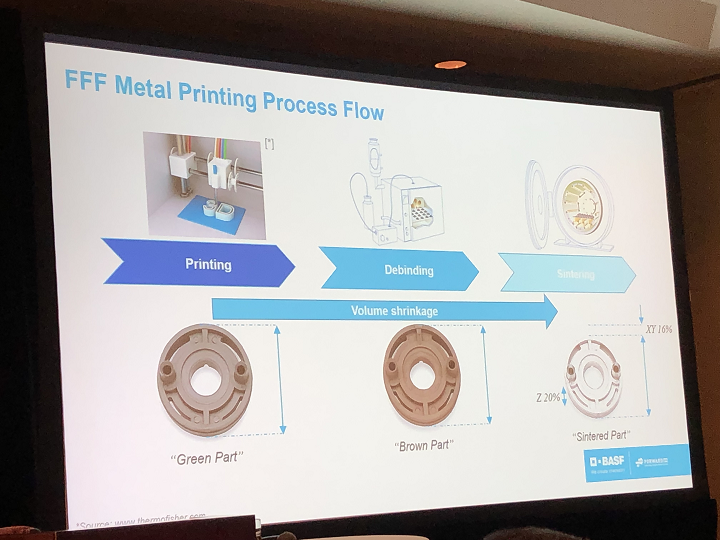
As we should all hopefully know by now, this technology is not magic – there are certain design considerations, filament properties, and print parameters that should be followed in order to achieve good prints with Ultrafuse 316L. Additionally, she noted that users will need to machine away supports, as the process just makes a near-net part, but that it is a “great entryway to printing metal.”
 Panelist Aamir Abid, Senior Research and Development Engineer at Global Advanced Metals, had already introduced himself and the company in his fireside chat earlier in the day, which I had unfortunately missed.
Panelist Aamir Abid, Senior Research and Development Engineer at Global Advanced Metals, had already introduced himself and the company in his fireside chat earlier in the day, which I had unfortunately missed.
So Amir Nobari, Product and Business Development Manager for Canadian company 5N Plus, went next, talking about the company’s copper powders.
“We develop micro powders, and manufacture and sell fine and ultra-fine metal powders essential for advanced microelectronics,” he explained.

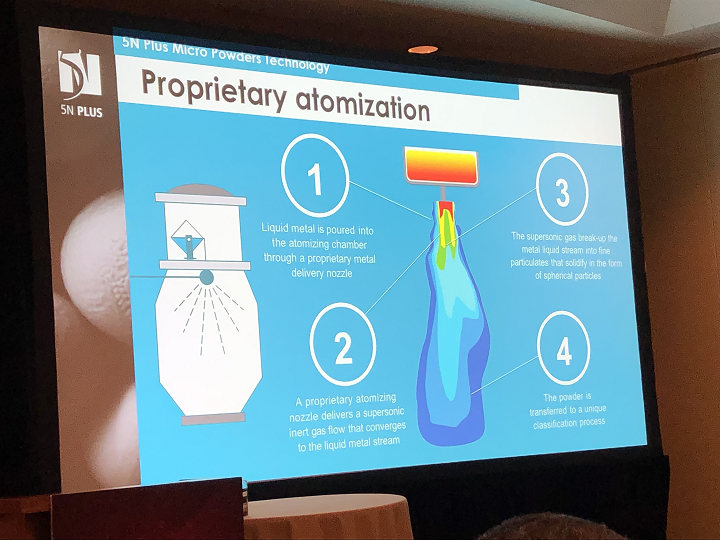
Nobari said the company also has a proprietary atomization technology that’s similar to others, but “the way we introduce gas and control oxygen is different.”
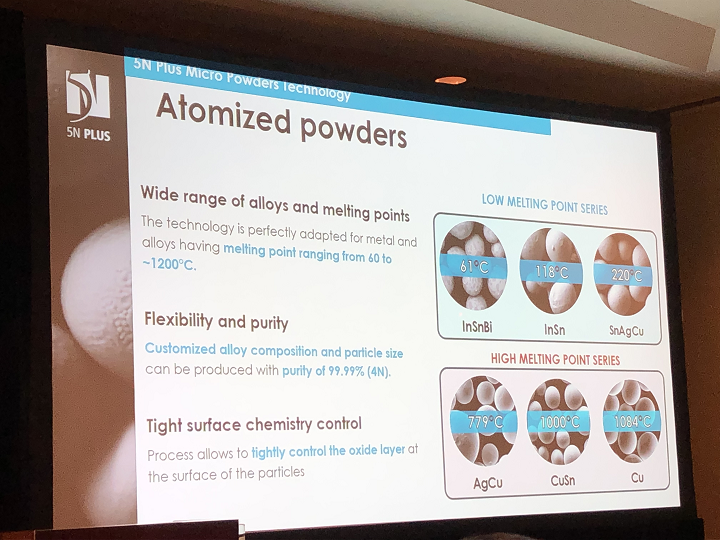
“Every company has their own tricks and techniques. Our focus is on low melting point and high melting point series,” he said.
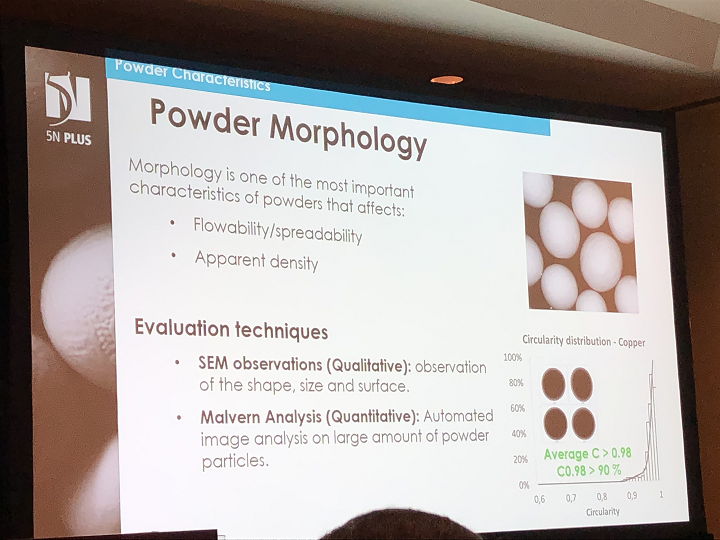
He explained that the main characters for additive manufacturing powders are purity, morphology, surface oxide, and particle size distribution. By combining these, you’ll get the right properties for your parts. In terms of surface chemistry, 5N Plus offers ” very thin and uniform surface oxide, which is necessary.”
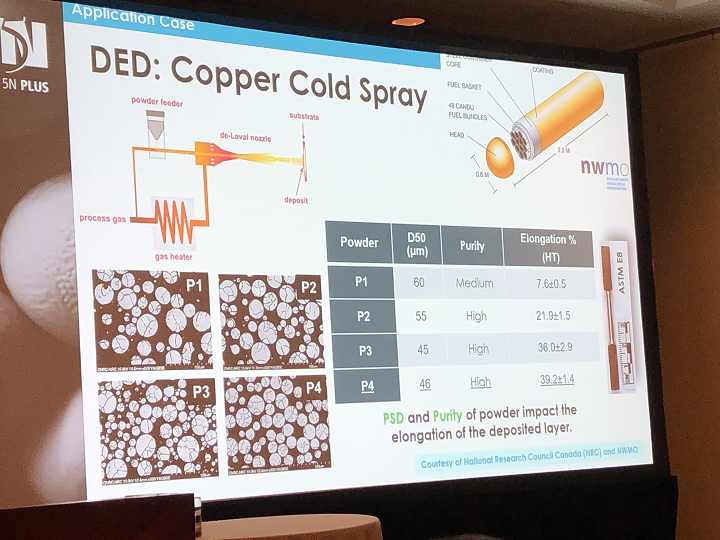
Nobari said there are evolving applications for 3D printed copper, such as thermal management, like heat sinks and exchangers; rocket propulsion hypersonic; anti-corrosion application and anti-microbial medical application; and induction heating coils.
He provided an application example in DED technology for copper cold spray. Four different powders were used, and “the purity of each can impact the elongation percentage of the deposited layer.”
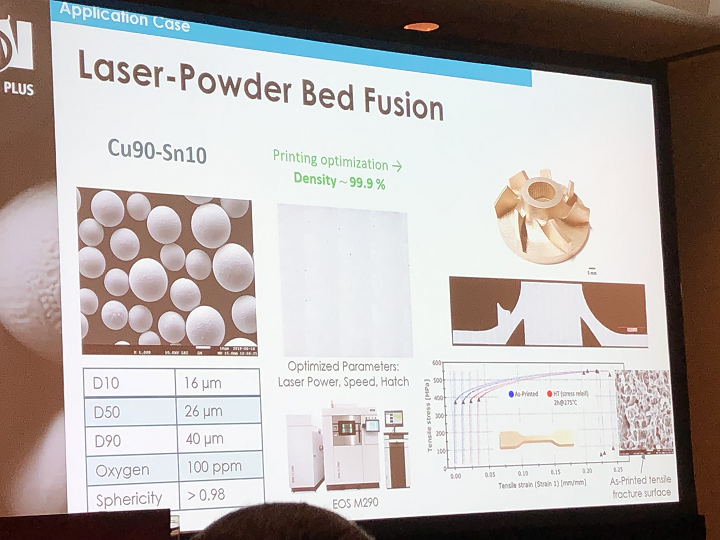
In another example, this time with laser powder bed fusion (LPBF) technology, Nobari explained that if parameters such as speed and laser power are optimized, the parts can then achieve the desired density.
At the end of the panel, an attendee had a powder-related question for Abid and Nobari. He wanted to know what causes soot in LPBF 3D printing, and where it comes from. Abid answered that it could come from several sources, the first of which could possibly be highly impure powder, but also noted that the inert atmosphere used is not 100% pure.

Another attendee asked Korotchuk what the trade-offs were between FFF technology and BASF’s Ultrafuse 316L and binder jetting, and she said that they are both less expensive.
“I would imagine it’s the overall cost of ownership,” she said. “It’s basically access to your equipment that you’ve already invested in.”

The last question for Korotchuk came from a person who wanted to know if Ultrafuse 316L had been used by Markforged’s Metal X 3D printer.
“No, I don’t believe so,” she answered. “Try it and let us know!”
Stay tuned to 3DPrint.com as we continue to bring you the news from AMS 2020.
Discuss this and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.
[Photos: Sarah Saunders]Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
Inside Decibel’s Collaboration with SKYLRK at Coachella 2026
There’s a version of Coachella most people never see. Not the stage. Not the crowd. Not even the music. It’s everything built around it: the spaces where artists host, brands...
Caracol to Build Large-Format 3D Printing Hub in Milan With Designtech & LAMÁQUINA
In the 1990 classic in economic strategy, The Competitive Advantage of Nations, business theorist Michael Porter wrote, “Most commentators on the Italian economy have persistently underestimated Italy, because they have...
Why Kyle Bass Is Betting on Divergent, and What It Says About the Future of Manufacturing
Kyle Bass has spent much of his career looking at big economic trends before everyone else does. The founder of Hayman Capital Management became famous for betting against the U.S....
Beyond Thermoplastics: Why JuggerBot Is Betting on Hybrid AM
For years, thermoplastics have been the workhorse of additive manufacturing (AM). They are pretty easy to process, available, and compatible with many of today’s industrial 3D printers. From prototypes to...