

Interview with ExOne CTO Rick Lucas on Metal Binder Jetting for Manufacturing


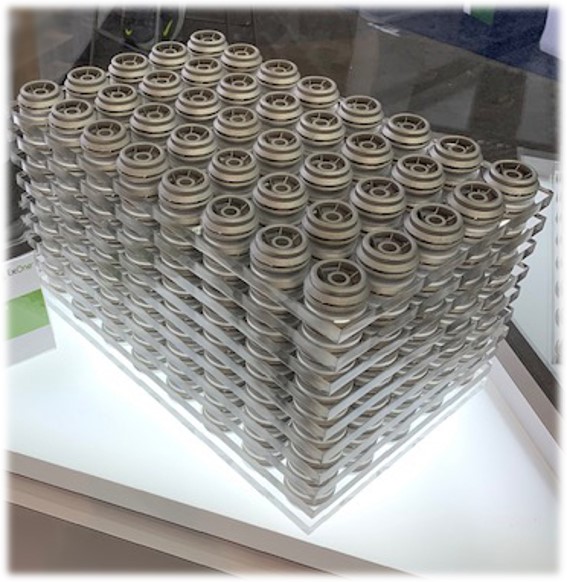
Over the past years, hype has been building over binder jetting metal. Fanned by Desktop Metal’s startup flames, both HP and GE should be launching binder jet machines soon. But another less well-known firm has been 3D printing metal powders with inkjet technology for over 20 years and for five of those years they’ve been binder jetting single alloy metals commercially. ExOne has long had a focus on large scale industrial production of metal matrix parts where a green state part is infused with another metal such as bronze and then sintered in an oven. They also have highly productive machines for sand printing for investment casting applications. Since 2013 the company also have been binder jetting single alloy metals with the finer MIM powders, a similar process as the one now also used by HP, GE and Desktop Metal.
ExOne refined the process, however, through its Triple ACT technology whereby ultrasonic dispensing, a new roller type and a compacting roller give the company better results. In their ultrasonic dispensing technology uses an ultrasonically vibrating hopper to rapidly dose a wide area with precisely the right amount of powder. With less clumping and more accurate and evenly spread powder gives a better, denser green part which results in a more accurate part later on. In spreading, usually in other technologies, one single roller or knife spreads out powder over the build surface and also compacts it so it has the right density while filling the entire layer (you hope). One single tool is then responsible for two very different operations which have to occur simultaneously. Obviously spreading is a crucial step, and ExOne’s major innovation here is in separating the packing and spreading into two separate steps. A knurled roller spreads powder evenly while a separate compacting roller is optimized to compact the powder. Triple ACT gives ExOne distinct advantages over other competing technologies in part quality and accuracy. We interviewed Rick Lucas who is ExOne’s CTO and behind the team that developed this technology and the others that ExOne deploys.

Rick has a background in materials and product development and has been with ExOne for eight years. During that time the firm has continued to develop its large sand printers as well as introduce metal printers such as the M-flex, Innovent+ for testing and development and the X1 25Pro for production and the X1 160Pro for large scale manufacturing. Simultaneously the company has expanded its powder range, recently announcing 15 new materials taking their total number of metals to 21.
Rick says that “When you think about ExOne’s history of 20 years in 3D printing..there are two areas of development…bigger platforms, the sand machines for casting and metal printing.”
“On the metal printing side: we’ve been working for over 15 years on the metal matrix material printing process. This involves 50-micron powders and a secondary infiltration by a lower melting point alloy. One of the main advantages of this process is that there is not a lot of shrinkage. Parts also have good properties and hold shapes and geometry well.”
ExOne’s customers, however, wanted more.
“Our customers wanted single alloy materials, they wanted good economics and wondered why we weren’t looking at binder jetting so we started in 2012 to work with them to develop the technology that they wanted. For that we’d for that finer powders than the 50-60 micron range powders we had been working with. We’d need powder metallurgy process powders, the fine MIM powders that our customers were familiar with.”
Even though a lot of ExOne’s knowledge was complementary to that required for binder jetting, there was new understanding, knowledge, and experimentation required to develop a reliable binder jet process for ExOne’s industrial customer base.
“The first material we started with is Inconel 625, for one particular customer” and the firm had to do a lot of experimentation to get there before “launching single alloy binder jetting in 2013.” Particularly problematic “were issues with carbon chemistry“, “powder sourcing” and the traditional binder jet bugbears of “obtaining nicely sintered parts” and repeatability.
“We had to have a real shift in our focus from a development standpoint…from getting MIM powders running on machines…to looking at what technologies do we need to change to get the desired results. That lead us to machine platform that demonstrated in the world that the MIM powders, these inexpensive powders that were designed for sintering could be used to make a high-density single alloy part.”
Fast forward a few years and “in 2018 other folks came in, getting more attention…creating competition.” Before “few folks were interested in binder jetting..and now this brought credibility and attention to the space…and we were talking not about why binder jetting but now we could talk about why our technology was better.”
Rick says that “there are problems with binder jetting however..with trapped powder, design freedom and of course the sintering step. Before with metal matrix infiltrated parts we didn’t have a lot of distortion, maybe 1-2% and…with binder jet, from a linear standpoint you have 15% nominal shrinkage, which makes it difficult to control shape and geometry.
“How can we sinter parts and control the shape? For us, it was key to get a uniform green density part. That’s why we needed to develop the Ultrasonic dispenser, it breaks up clumps, and does the job of giving you a fairly uniform deposition of powder. After significant testing, we discovered that a high-frequency low amplitude, dispenser gave us the best results and that’s why this was patented.”

“We also discovered that a counter-rotating roller wouldn’t work with binder jet because the powder pile in front of the roller grows too much with these types of powders and that’s why we developed ACT where spreading is followed by a compacter to get a better result.
“A disadvantage of binder jet is that you don’t have a uniform porosity and this is one of the causes for parts sintering and shrinking down. Wherever you have a lower packing density they shrink more. With our ACT technology, we’ve been able to reduce these variations to less than one 1%.
“Now that we have a line of machines from the Invent+ for testing materials and tensile bars our clients can do all their R&D on that machine or go to the 25Pro for production or even go to the larger 160Pro for manufacturing. The same mechanisms are used on all three platforms. So you can scale up all the way to high volume production.”
When contrasting ExOne to other players he thinks that, “fundamentally our approach is different..we focus on quality. We think, first, what do we have to do to get good parts? Once we have good parts we make systems faster. We spend a lot of time optimizing parts, processes and inconsistencies in green parts so that we can get good dimensional spec. There is a lot of kinetic energy released when a high-velocity droplet impacts a bed and we think this is perhaps overlooked.
“We intentionally use jetting technology with a much broader binder range of possible binders and powders. This lets us use many different materials. Competitors are focused on specific materials, industries, and alloys. With us the alloys that you can print are not limited to stainless steels. Our broad viscosity range lets us have a breadth of materials from stainless steels to tool steels, ceramics, superalloys, and reactive materials.”

“A customer is printing aluminum in an R&D setting for example. Several of our automotive several customers only see binder jetting as viable through aluminum.
“Another distinct advantage is that we’ve been doing this for a while. At the same time, we’re not trying to do it all, we know that we need the leverage of strong partners in powders, furnaces and in strong research partners such as ORNL.”
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
Creality Marks 12 Years with KliTek and AI-Powered Ecosystem Expansion
For 12 years, Creality has advanced accessible 3D printing technologies, enabling global users to turn ideas into tangible creations. What began as a desktop 3D printer manufacturer has evolved into...
Asia AM Watch: Creality Launches $177M Hong Kong IPO as HKEX Trading Debut Nears
Creality has formally launched its Hong Kong initial public offering (IPO), marking one of the biggest public market moves by a 3D printing company in 2026 and offering a new...
How AtomForm’s 12-Nozzle System Cuts Multi-Color FDM Transition Waste by Up to 90%
Pull up the print stats on multi-color FDM jobs. The number that stings isn’t time; it’s material efficiency. On six-color models, single-nozzle systems consume significant filament during transition flushing, expelling...
3D Printed Weapons Keep Showing Up in Crime
In the past few weeks, activity around 3D printed weapons in the U.S. has increased across several fronts. States including California, Colorado, New York, and Washington are moving forward with...

































