
Variability of Additive Manufacturing Processes Part 4


This is a part of a series; Part one is here, two here, and three here.
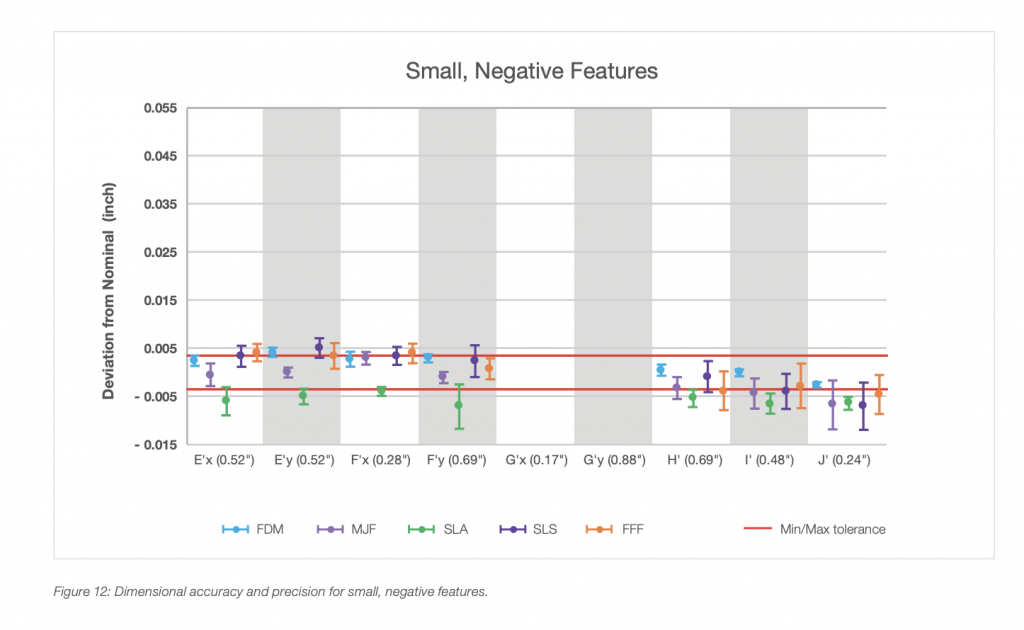
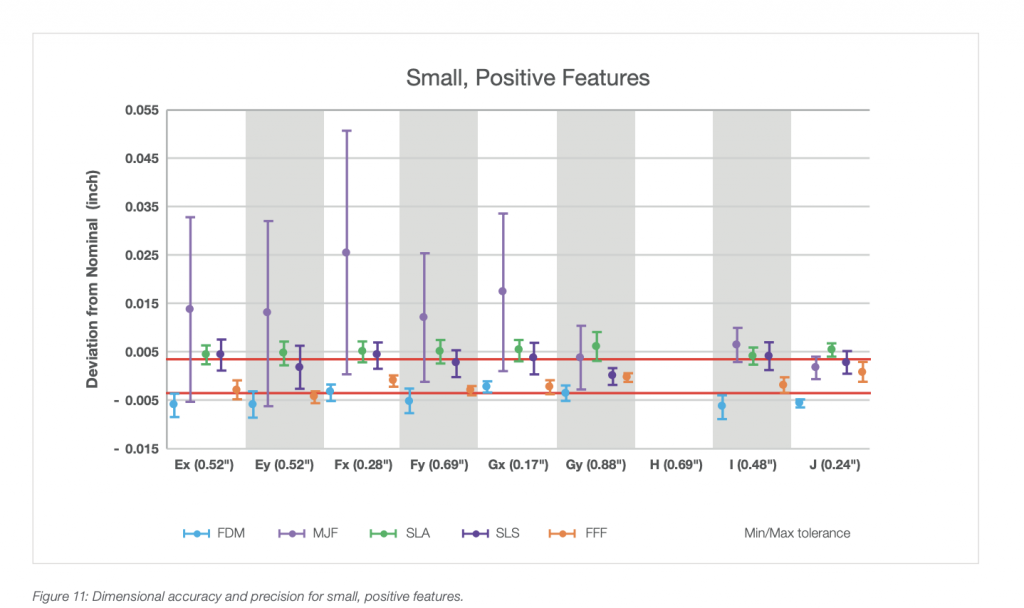
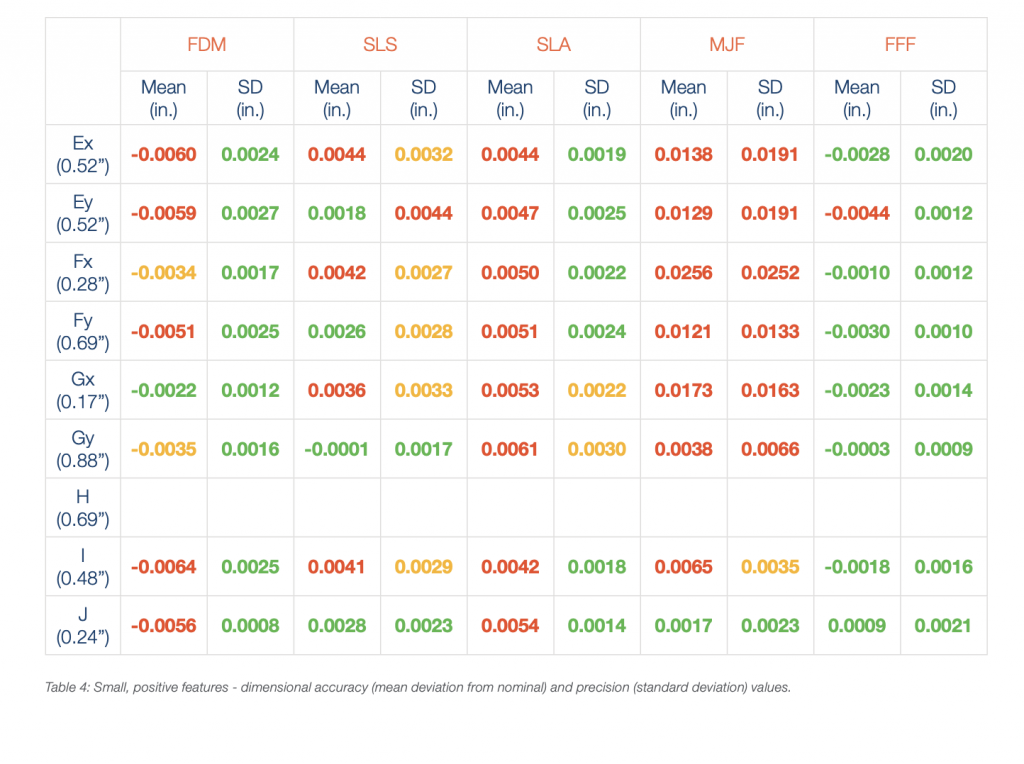
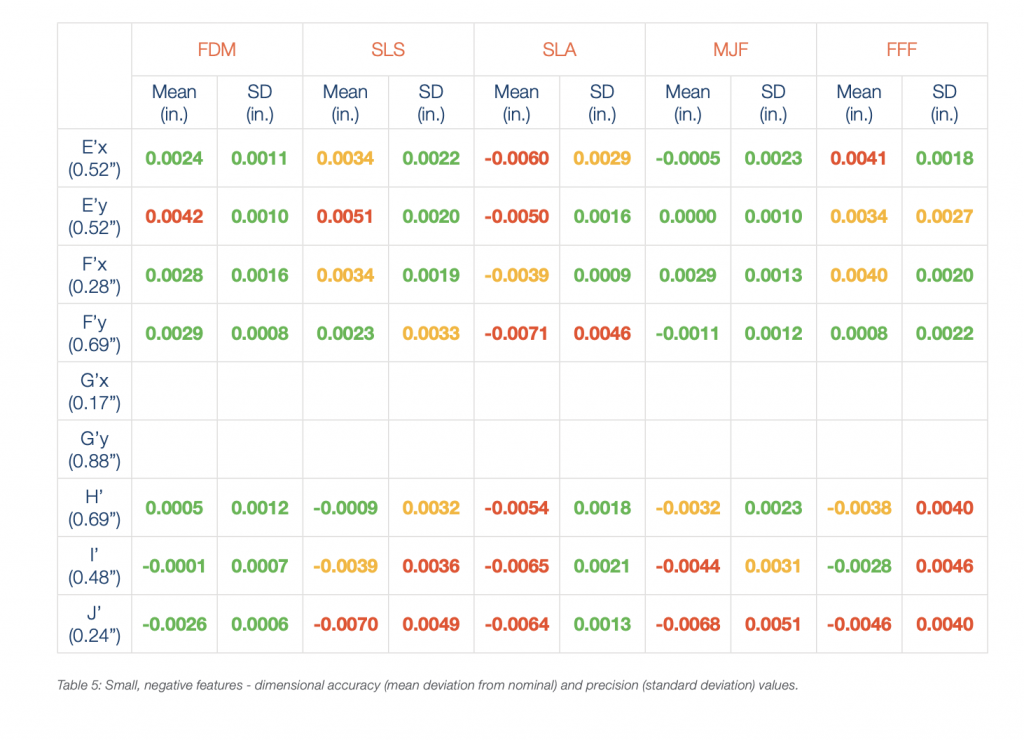
The results for small, positive features are shown in Figure 11 and Table 4. FFF had the best results with seven features being within tolerance. However, SLA, SLS and FDM accuracy was fair to good with all measurements being within or very near the specified tolerance band. MJF proved to be very inaccurate (0.0017 in. to 0.0256 in.) and very imprecise (0.0023 in. to 0.0252 in.). For precision, SLA, FFF and FDM were comparable with SDs ranging from 0.0008 in. to 0.0027 in. Except for FDM, small, negative feature results (Figure 12 and Table 5) were not consistent with those for small, positive features. FDM continued to show both accuracy (-0.0026 in. to 0.0042 in.) and precision (0.0006 in. to 0.0016 in.). SLA, SLS and FFF, on the other hand, have poorer accuracy and precision. Meanwhile, MJF has generally better results for both accuracy and precision.
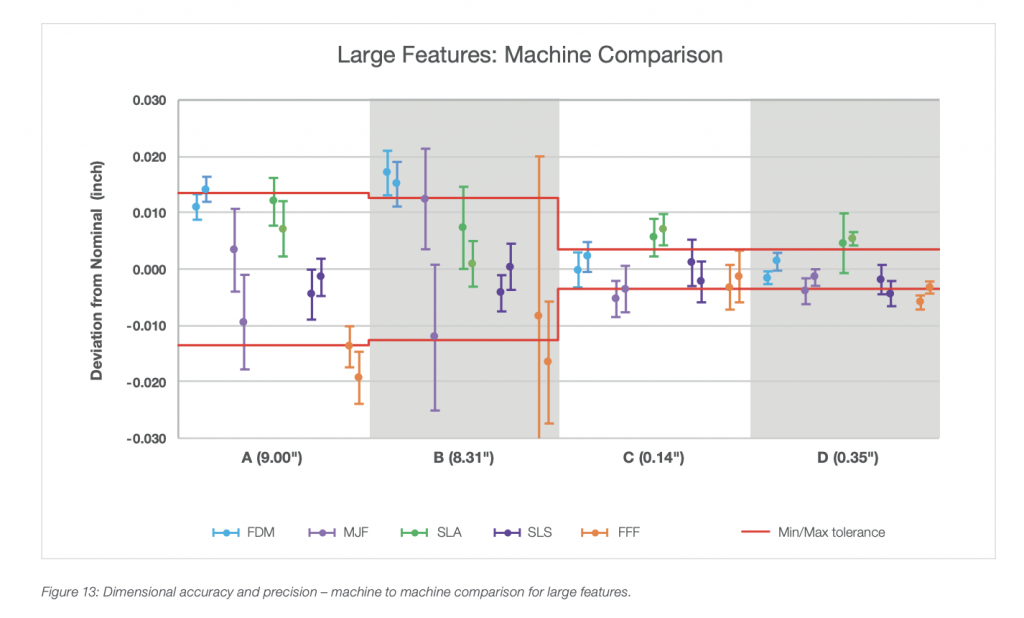
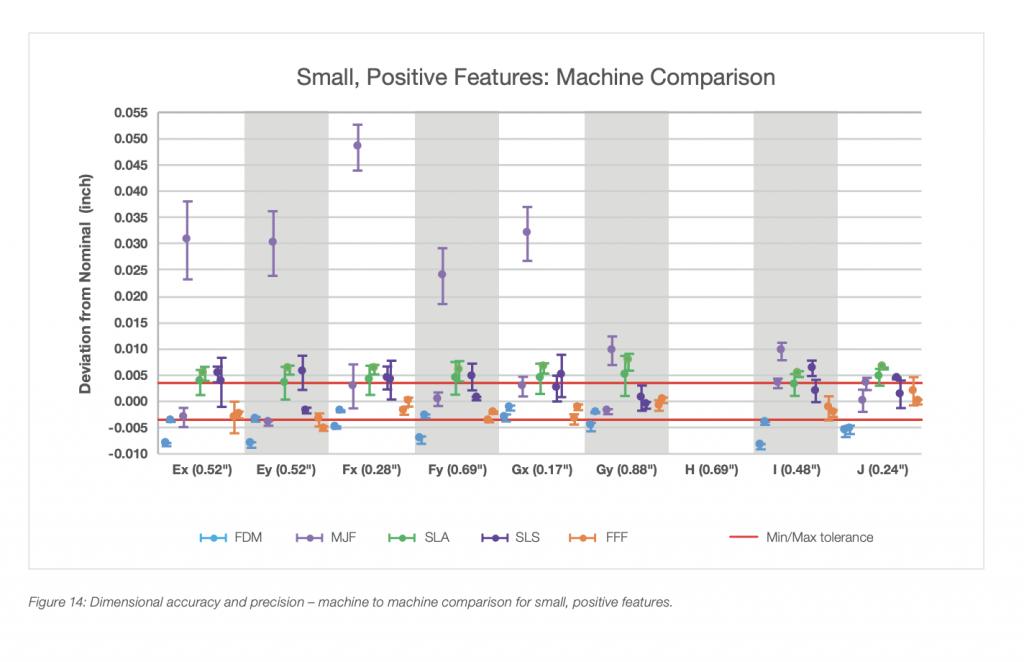
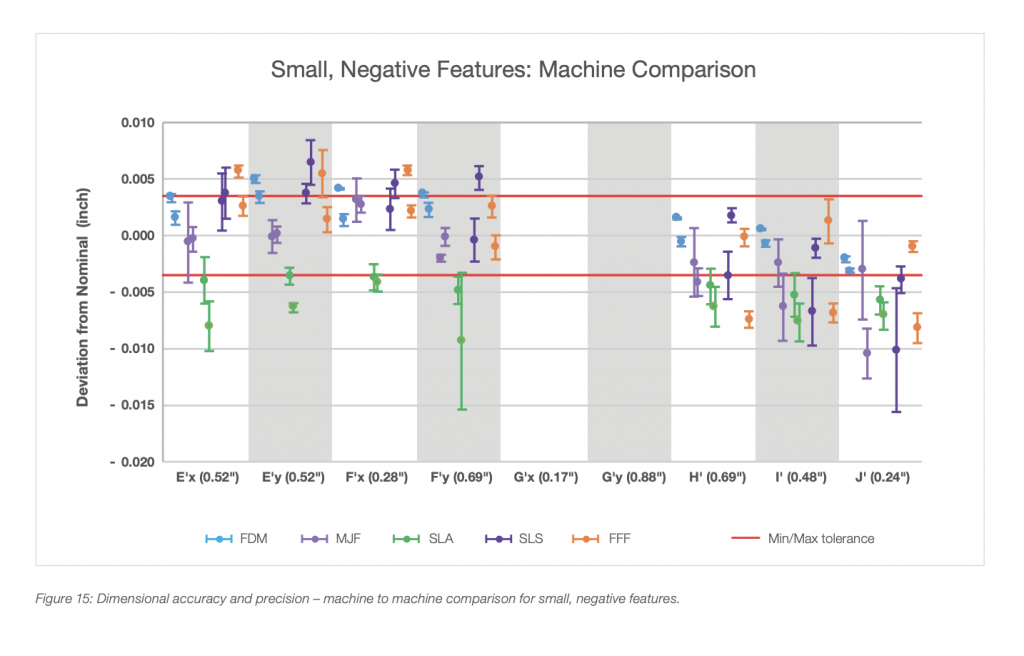
Machine to Machine To determine the influence of inconsistencies between machines on accuracy and precision, Figures 13, 14 and 15 present the dimensional measurement results for Machine 1 and Machine 2. These charts use the same format as those that preceded them, but the results for each machine are presented side by side. Low variability is shown when the mean deviation from nominal dimensions and standard deviations (SD) are similar for both machines. For large, small-positive and small-negative features, FDM proved to be the most consistent across two machines for both accuracy and precision. For precision, the standard deviation difference did not exceed 0.0007 in. MJF, on the other hand, proved to have significant differences in both accuracy and precision. For accuracy, the average difference between machines is 0.0128 in. while the average SD difference is 0.0021 in. Additionally, for some features, such A, B, E and F, MJF lacked precision on individual machines. In comparing machine-to-machine results for SLA, SLS and FFF, Figures 13, 14 and 15 do not show a consistent pattern across all features for either accuracy or precision.
Conclusion Considering all mechanical properties, FDM and SLA had the lowest variabilities with tensile strength and tensile modulus COVs below 3.55% and EAB variances below 14.12%. MJF performed well in all areas except EAB in the XY orientation. SLS, CLIP and FFF faired poorer with significantly higher variations and a lack of consistency in the COV values for the three properties between build orientations. When evaluated for property variability between machines, FDM and MJF were the most consistent. However, SLA and CLIP each showed good machine-to-machine consistency for two of the three properties. In contrast, SLS and FFF both showed high variability between the mechanical properties delivered from each machine. The analysis of dimensional accuracy and variance showed FDM to have the best results across large, small-negative and small-positive features. SLA proved to have low variances but was less accurate. The opposite was true for SLS, which was accurate but imprecise. FFF results were mixed with accuracy and precision varying by feature type. In the dimensional component of this study, MJF was found to be both inaccurate and imprecise. In the comparison of machine-to-machine results, FDM also was found to be the most consistent with respect to both accuracy and precision. Meanwhile, MJF had the highest discrepancies between machines. SLA, SLS and FFF had a mix of good and poor variance in the machine comparison. This study found that for mechanical properties, considering both overall results and machine-tomachine variances, FDM and MJF had the best precision. For dimensional accuracy and variance, both overall and machine-to-machine, FDM had the best results. Therefore, this study shows that for variance in mechanical properties and geometric dimensions, FDM is the front-runner for manufacturing readiness.
This paper was written by Todd Grimm, a long established 3D printing consultant. It was however commissioned by Stratasys.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
How One Artist Is Using 3D Printing to Tell Stories About the Ocean
Artist Kimberly Callas sees something different when she looks at a 3D printer. Where others see a machine for making parts, she sees a way to tell stories about the...
Bambu Lab Wants Home 3D Printing to Feel Less Like a Workshop with PLA Pure
As desktop 3D printers become increasingly common in homes, Bambu Lab is focusing attention on something beyond print speed and hardware features. This week, the company launched a new filament,...
AM Asia Watch: China Exported 2.46 Million 3D Printers in Four Months
China’s consumer 3D printer industry seems to be reaching a new level of global dominance. According to Chinese state media outlet China Global Television Network (CGTN), China exported 2.46 million...
Bambu Launches A2L: What the New Printer Reveals About Its Strategy
Bambu Lab continues its relentless march for 3D printing domination with the launch of the A2L. The 330 × 320 × 325 mm printer will have a nozzle temperature of...































