
Variability of Additive Manufacturing Processes Part One


While additive manufacturing (AM) has historically been used for rapid prototyping, the field has greatly advanced, drawing AM into manufacturing and production of end-use products. For use as a manufacturing solution, an AM process must produce repeatable results for material properties and geometric dimensions. An understanding of the degree to which AM processes are repeatable is a critical factor when defining items such as design allowables, quality control procedures, acceptable scrap rates and the general applicability as a method of production. While there have been several studies examining the dimensional accuracy of AM processes, none have studied multiple technologies with a focus on precision. In addition, there are very few studies that examined the variability of mechanical properties from AM processes, and most of those analyses have been for metal AM solutions. This study examined AM processes for both mechanical and dimensional variability to determine manufacturing readiness of polymer solutions. The study was designed to standardize the performance characterization to allow direct comparison between processes despite differences in materials and build methods. To achieve this, the testing strategy supported detection of variances across a build platform, between builds, between machines and between build orientations. For conciseness, this report limits the discussion to cumulative and machine-to-machine variances.
Variability & Accuracy
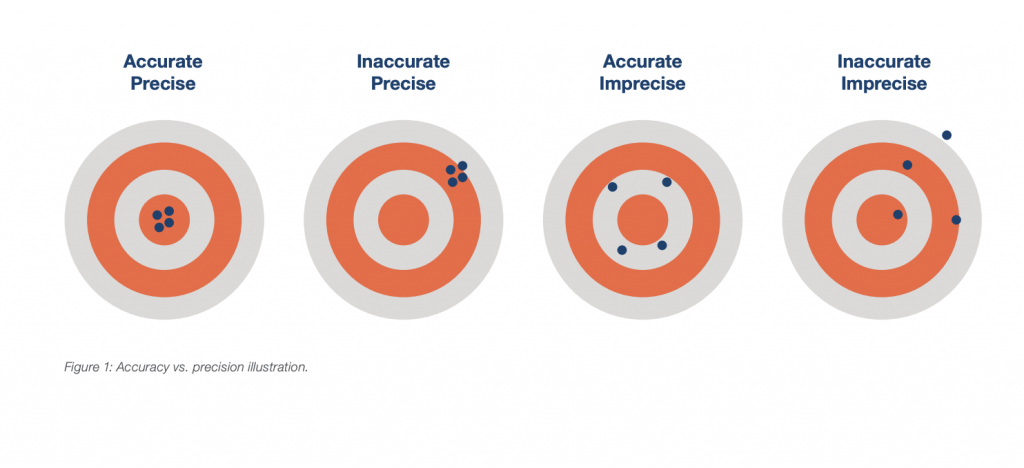
AM processes’ variability—both for mechanical properties and geometric dimensions—and dimensional accuracy, were examined and analyzed to evaluate readiness for use in production. Variability may be expressed as precision, which is different than accuracy (Figure 1). Ideally, an AM process would be both accurate and precise when used to manufacture products. However, a precise (low variability) but inaccurate process is preferred over one that is imprecise but accurate. Simply stated, precision leads to predictable and repeatable results that are necessary for control of a manufacturing process and confidence in the output quality. Accordingly, AM processes must demonstrate low variability to be adopted as a mainstream manufacturing method. In this study, variability is quantified through coefficient of variation (COV) and standard deviation (SD).
AM Processes
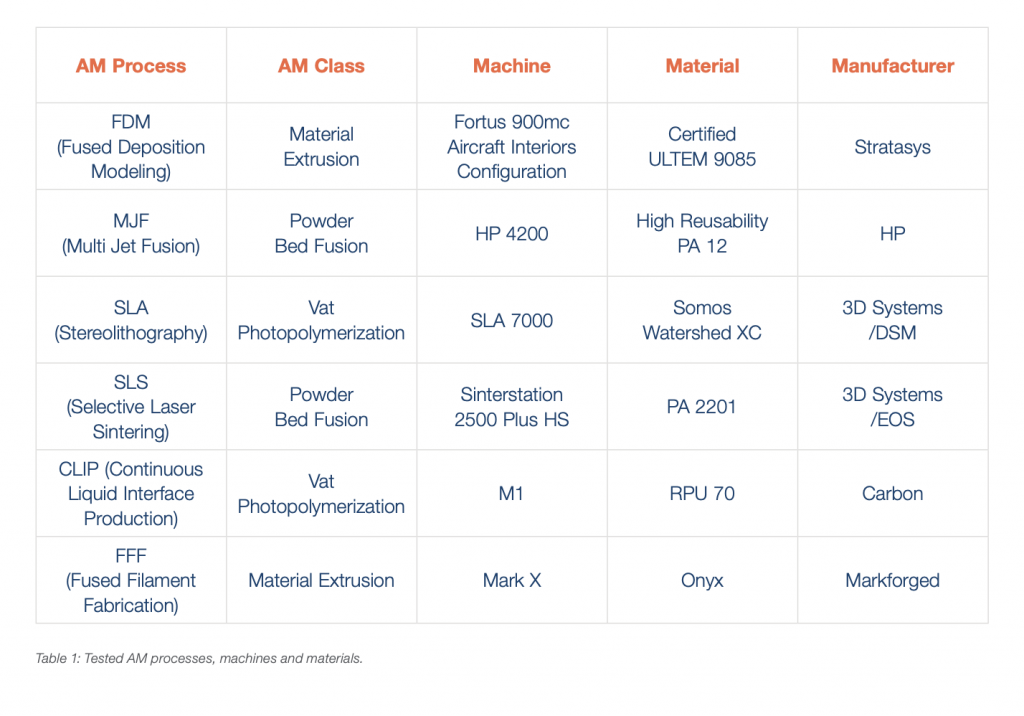
There are many AM processes and a staggering number of combinations of materials and machines. To choose six AM processes and six materials for this study, the selection criteria included popularity (how commonly they are used in industrial applications) and supplier claims of manufacturing readiness. Table 1 lists the AM processes, machines and materials analyzed in this study.
Variability: Mechanical Properties
For material properties, accuracy is the measure of how close the values are to a target, which may originate from data sheets or prior testing. Precision is the measure of the range, or dispersion, of values, independent of the accuracy. For this investigation, accuracy and the relative difference between AM materials were not evaluated. Rather, the variability (precision), as a measure of the capability to repeatedly produce a property value, was the study’s focus. Since standard deviation (SD) cannot be used as a comparative measure when base values differ significantly, this analysis relies on the coefficient of variation (COV) as an indicator of the confidence that an intended result can be achieved repeatedly. A low COV indicates high predictability, which then heightens the confidence level in repeatedly hitting a material property specification. If, for example, an AM process has a low COV but is inaccurate, part designs can be modified to accommodate the offset or processing parameters may be adjusted to obtain the desired result. Therefore, as with any process, a low COV is necessary for manufacturing to ensure consistent properties from build-to-build and machine-to-machine. This study evaluated the COV for tensile strength, tensile modulus and elongation at break (EAB). For detailed analysis, the COVs were measured from test coupons built in both horizontal (XY) and vertical (ZX) orientations. Additionally, the COVs were investigated for consistency across two AM machines. For additional details on the testing methodology, see Appendix. Overall Figure 2 presents the COVs for tensile strength, tensile module and EAB by process and by test coupon orientation. It shows that FDM, MJF and SLA had low COVs for strength and modulus, with all being below 4.01%, and only slight differences between build orientations. With the exception of MJF’s EAB in the XY orientation, FDM, MJF and SLA had low to moderate COVs for EAB, ranging from 4.96% to 14.12%. Typically, EAB testing results produce more variability than those for tensile strength and tensile modulus, independent of the manufacturing process, so these results are within expectations
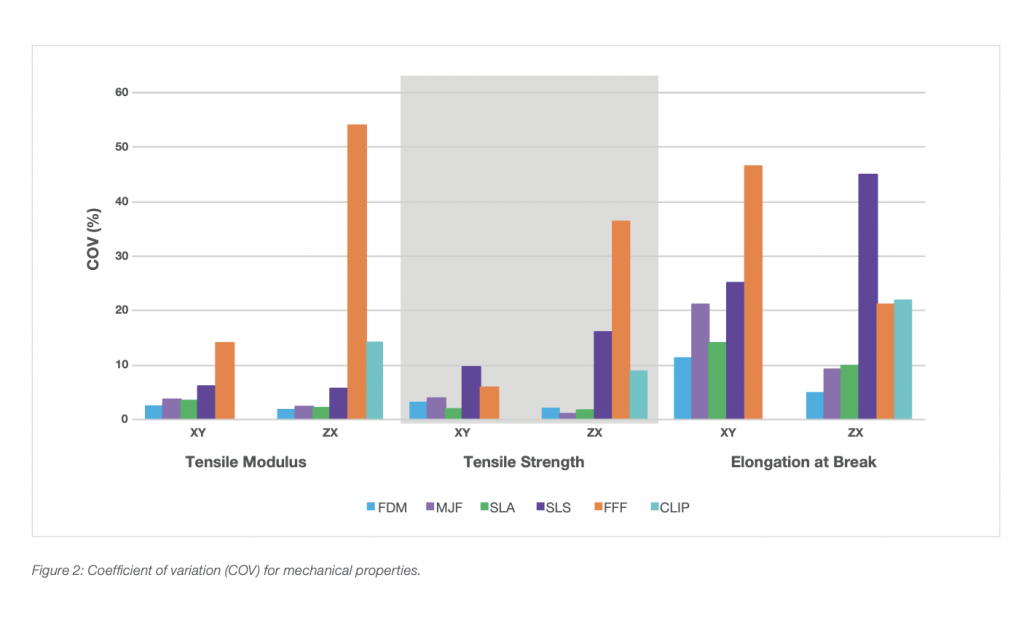
Assuming that the desired mechanical properties can be obtained from the available materials, the low COVs indicate that FDM, MJF and SLA are the best suited for production applications. Higher COVs for SLS, CLIP and FFF would lead to less predictability, which is undesirable for production. FFF had high variability, with the largest COVs in all but one case—SLS was higher for tensile strength in the XY orientation. Figure 2 also shows very large deviations for FFF between the COVs for the two orientations. However, this fact should be disregarded since the ZX orientation is not well supported, and not recommended, for FFF due to an inability to stabilize thin, tall structures. Because of this, only half of the FFF ZX samples were constructed after discovering the vendor’s orientation recommendation. As seen in Figure 2, CLIP and SLS had COV values better than FFF in all but one instance, but they had worse values than FDM, MJF and SLA. Note that due to CLIP’s build area, coupons in the XY orientation could not be built.
This is a White Paper by 3D Printing Consultant Todd Grimm, although independent this was part of commission research for Stratasys. It will be a part of a series.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
How One Artist Is Using 3D Printing to Tell Stories About the Ocean
Artist Kimberly Callas sees something different when she looks at a 3D printer. Where others see a machine for making parts, she sees a way to tell stories about the...
Bambu Lab Wants Home 3D Printing to Feel Less Like a Workshop with PLA Pure
As desktop 3D printers become increasingly common in homes, Bambu Lab is focusing attention on something beyond print speed and hardware features. This week, the company launched a new filament,...
AM Asia Watch: China Exported 2.46 Million 3D Printers in Four Months
China’s consumer 3D printer industry seems to be reaching a new level of global dominance. According to Chinese state media outlet China Global Television Network (CGTN), China exported 2.46 million...
Bambu Launches A2L: What the New Printer Reveals About Its Strategy
Bambu Lab continues its relentless march for 3D printing domination with the launch of the A2L. The 330 × 320 × 325 mm printer will have a nozzle temperature of...































