
Processing Parameters in SLM 3D Printing: UK Researchers Test Ti6Al4V Cellular Structures


 In ‘The influence of processing parameters on strut diameter and internal porosity in Ti6Al4V cellular structure,’ UK researchers from the University of Birmingham look further into strut size and porosity issues during bioprinting, and discuss the overall challenges of selective laser melting (SLM) in additive manufacturing. In this research, SLM 3D printing was used to create Ti6Al4V cellular structures, but with a wide range of different parameters.
In ‘The influence of processing parameters on strut diameter and internal porosity in Ti6Al4V cellular structure,’ UK researchers from the University of Birmingham look further into strut size and porosity issues during bioprinting, and discuss the overall challenges of selective laser melting (SLM) in additive manufacturing. In this research, SLM 3D printing was used to create Ti6Al4V cellular structures, but with a wide range of different parameters.
While porous structures are attractive in many applications today for industries like automotive and aerospace, when created with titanium alloys they ensure strength, corrosion resistance, and the proper amount of density required. Even more importantly, however, lattice structures like Ti6Al4V offer high biocompatibility. Made up of a network of struts that form cells to make lattices, these complex structures are often manufactured with conventional techniques like casting; however, with AM technology, complex geometries can be produced faster and more affordably.
As the researchers point out however, problems can occur in SLM printing when conditions are not properly optimized—resulting in defects due to a ‘mismatch’ between the 3D design and the 3D print. The team set up an experiment for testing parameters and pinpointing a way to improve SLM methods.

Lattice structure fabricated
using SLM
They created a set of structures ranging from 100W to 300W and scan speed ranging 8000 mm/s to 4000 mm/s. Lattices were assessed regarding the effects of input energy on strut diameters, and porosity levels. As they suspected due to compiled data from previous research studies, increased input energy resulted in increased strut diameters:
“This relation is attributed to the fact that inclined struts were built partially on loose powder, which resulted in adhesion of free powder (partially melted powder particles) to the surfaces of the struts. At high input energy condition, the energy transferred to attach powder particles was high enough to result in full melting of the attached powders and hence became part of the fabricated strut.”
Different zones were created based on changes in input energy:
- Zone 1 – low input energy was directed here, leading to ‘discontinuity’ in the strut. The researchers noted this was due to lack of diffusion between melt pools, along with a balling effect that typically causes defects in SLM.
- Zone 2 – as the zones ascend in energy, this one is a result of intermediate laser power and scan speed. The researchers noted the formation of irregular defects, again, without diffusion between melt pools. They also noted erratic formation in the struts, resulting in ‘waviness.’
- Zone 3 – this zone formed with the pairing of higher laser power but low scanning speed, ‘mitigating the previously formed lack of diffusion defects.’
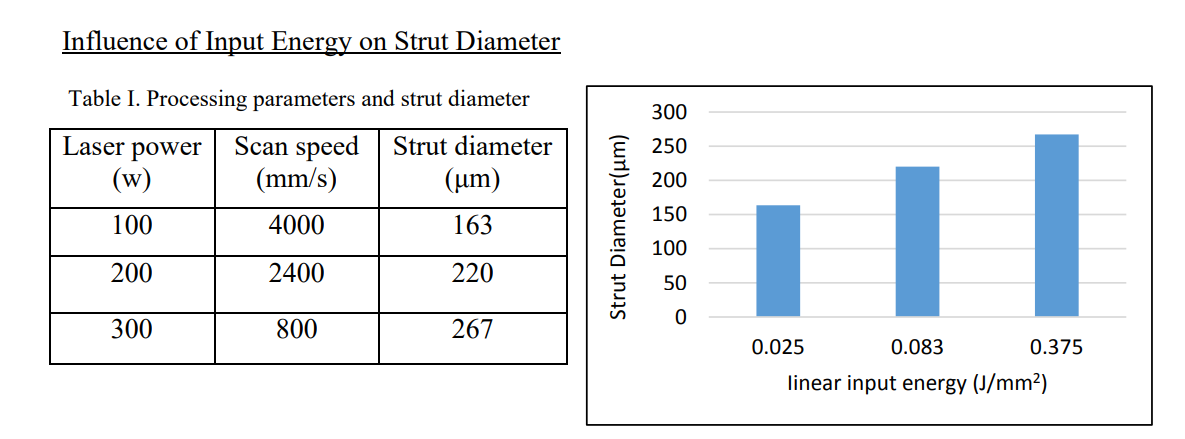
A diagram showing the variation of Strut diameter as a function of increasing linear input energy diameter.
“SLM processing parameters investigated in the current research shows that the input energy density has a significant influence on the strut diameter and porosity morphology within the fabricated struts. Different zones were developed based on changing the input energy,” concluded the researchers. “Additionally, it was observed that strut diameter size for Ti6Al4V lattice structure increased with increasing the input energy density.”
While much about 3D printing can be deceptively simple, additive manufacturing processes are often more complicated in hardware, software, materials required, and technique. Selective laser melting, although it may offer some challenges, continues to be at the forefront of research projects and studies today, from new procedures created for heat accumulation detection to fabricating steel nuclear components or working with metallic glass. Find out more about strut diameter and porosity issues with this method too here. What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com.
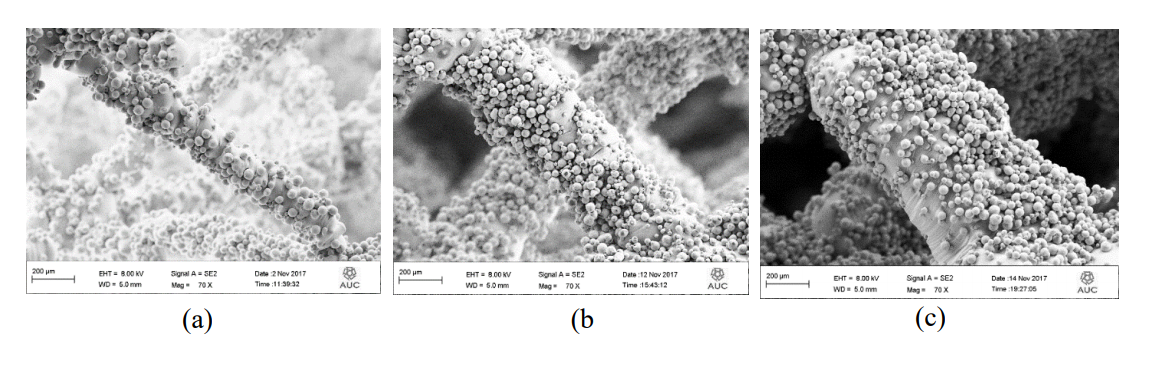
SEM images for struts at different fabrication conditions (a) 100W &4000mm/s (b) 200W & 2400mm/s (c) 300W & 800mm/s
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
ORNL Improves Error Mitigation in Large Polymer Parts
Oak Ridge National Laboratory (ORNL) has commercialized a number of large-format 3D printing technologies. Now, scientists are working on error mitigation in large parts. ORNL is using six thermal cameras...
Aibuild Says New FETS Simulation Tool Is 10,000x Faster for AM
Aibuild has launched FETS for Additive Manufacturing, a Finite Element Thermomechanical Simulation tool that lets you simulate stress, distortion, thermal effects, and thermomechanical effects. The solution has been optimized for...
Ceramic 3D Printing Applications on Display at Ceramics Expo USA
There’s a lot of crossover between ceramics and additive manufacturing (AM). Now, we just need to get the two industries to talk to each other more. It was nice to...
3D Printing News Briefs, April 8, 2026: LiDAR Scanning, Vapor Smoothing, FDM Optimization, & More
We’ll kick off today’s 3D Printing News Briefs with some 3D scanning news from Artec 3D, and then move on to new America Makes Project Calls. Then, Raise3D and AMT...

































