
Researchers Demonstrate Use of Tomographic, Volumetric 3D Printing Method for Soft Medical Devices

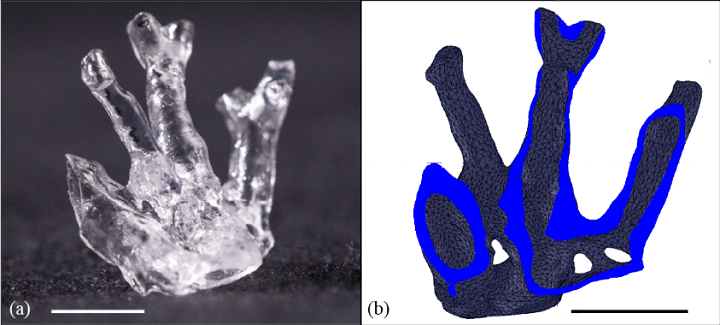
(a) Mouse pulmonary artery model 3D printed in 32.5 s. (b) Cross-section of Micro-CT scanned 3D printed part; blue shows solid walls.
A trio of researchers from the Ecole Polytechnique Fédérale de Lausanne used a tomographic, volumetric 3D printing method in order to get past the limitations affecting the process chain and patient care that result from the use of casting and 3D printing to fabricate patient-tailored soft medical devices. The group published a paper, titled “Volumetric 3D Printing of Elastomers by Tomographic Back-Projection,” detailing their methods. Their volumetric approach, based on tomography, is far faster than traditional additive manufacturing – they were able to print complex parts, like a hearing aid shell and a miniature model of a pulmonary artery, in less than 30 seconds.
The abstract reads, “Most additive manufacturing methods such as fused-deposition modelling, selective laser melting or stereolithography create objects sequentially one layer at a time. This type of process imposes limitations on the shapes and the materials that can be printed. For example, overhanging structures need additional supports during printing, and soft or elastic materials are difficult to print since they deform as new layers are added. While casting can be used instead to create certain elastic parts, design freedom is limited because cavities or tubes are difficult to unmold. Here we use a volumetric 3D printing method based on tomography, where the entire volume of a photopolymerizable resin is solidified at the same time. We demonstrate very rapid (<30s) printing of a variety of complex structures with acrylates and silicones.”
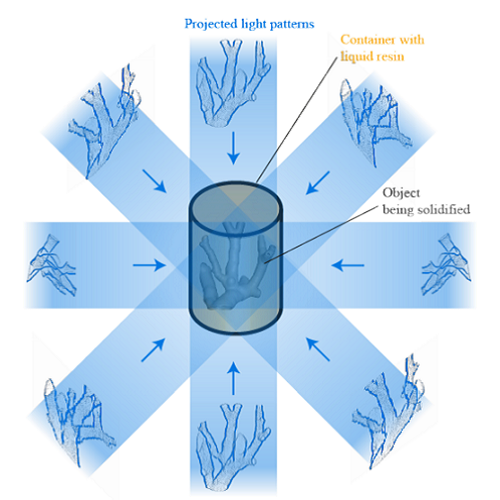
Concept of volumetric additive manufacturing
Computed tomography (CT) scans actually inspired tomographic 3D printing. A tomographic algorithm is used to process radiographic projections of an object of patient, so that cross-sectional images of the scanned object can be reconstructed. These images represent how the absorbed X-ray dose is distributed inside the object itself. Basically, the process of tomographic 3D printing can create a solid object inside a photopolymer’s volume.
In order to calculate a set of projections where the cumulative sum is equal to the optimal dose distribution, one must apply a Ram-Lak filter, or ramp-filer, to the Radon projections in order to create filtered back-projections; the filter then “compensates for the inherent blurring effect due to the projections.”
“Six 405nm laser diodes, with a combined nominal power of 6.4W, are collimated and combined into a single beam with closely spaced mirrors,” the researchers wrote about their optical set-up.
Once the combined beam is coupled into a square-core optical fiber, the fiber’s output is then magnified and projected onto a digital micromirror device through an aspheric lens and a set of orthogonal cylindrical lenses, which have different focal lengths to help adjust the beam to the DMD’s rectangular area.

“To optimize the reflected efficiency, the DMD in our setup is fixed on a rotational mount in such a way that the rotation axis of the device corresponds to the diagonal tilt axis of the micromirrors. Then, we simply rotated the DMD until the power in the main reflected order was maximized,” the researchers explained. “The rotation angle was approximately 7° in our case, but in general it depends on the precise wavelength of the laser, the pixel pitch of the DMD and the tilt angle of the micromirrors.”
The team used a 4f-system to image the DMD’s surface into a cylindrical glass vial that holds the photopolymer. An aperture blocks unwanted diffraction orders, while a concave cylindrical lens close to the vial corrects any distortion. Then, when all of the pixels in the DMD are in an “ON” state, the beam’s power is roughly 1.6 watts.
Sartomer provided the materials for the resin formulations, and their tensile properties were measured on a universal testing machine per ASTM standards.
“Our volumetric additive manufacturing technique sets some requirements on the printable resins, notably on their viscosity, transparency and scattering properties,” the researchers noted.
“For the resins A and U, the post-processing was achieved by filtering the content of the photopolymer vial to both collect the printed part and to recycle the unpolymerised ink content. The part was further cleaned for 30 seconds in an ultrasonic bath of isopropyl alcohol, followed by a drying step of 10 minutes and a post-curing step of 3 min at 150 mW/cm2 with a 405-nm LED light source.”
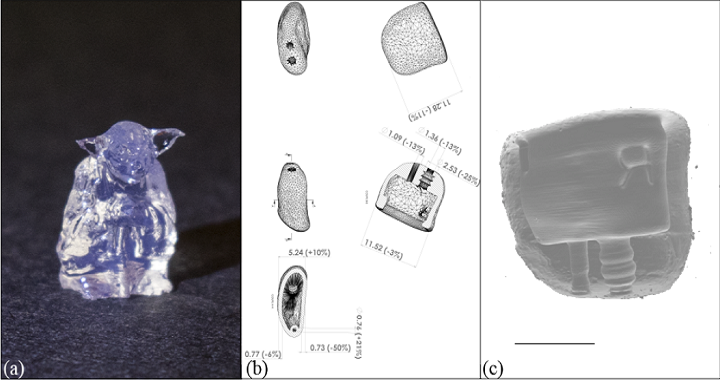 The researchers were able to use their volumetric 3D printing process to make “parts with an overall good quality.”
The researchers were able to use their volumetric 3D printing process to make “parts with an overall good quality.”
One thing to note: the team’s tomographic volumetric 3D printing method needs the light patterns to propagate through the build volume’s entire diameter. The researchers believe that this will “limit the size of the object printable with tomographic volumetric printing as the low photoinitiator amount required for large objects will result in a poor polymer conversion and poor mechanical properties of the printed parts.”
“In other words, suitable resins for volumetric additive manufacturing should have a strong reactivity and low absorption, which is to be compared to the requirements for layer-by-layer printers where both a strong reactivity and strong absorption of resins is needed to obtain well-defined layers,” the researchers explained.
Because their method doesn’t require the object to move during the 3D printing process, viscous resin formulations, based in materials like silicone, can actually be used to produce complex vasculature patterns.
The team concluded, “We expect that this method will enable the fabrication of soft and elastomeric parts that were not accessible by other methods such as casting or layer-by-layer additive manufacturing, enabling a range of new applications for example in surgical planning.”
Co-authors of the paper are Damien Loterie, Paul Delrot, and Christophe Moser.
Discuss this research and other 3D printing topics at 3DPrintBoard.com or share your thoughts in the comments below.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.









You May Also Like
trinckle’s Tool Design Software Lands in Stratasys GrabCAD Print
I’m a fan of trinckle, the German startup that offers super easy-to-use tools for creating customized jigs, fixtures, and other 3D printed products. With trinckle, it’s not just designers who...
Caracol Taps CNC Robotics to Build and Support Its UK Systems
No matter how quickly the economy seems to be changing on the surface, there is no escaping the fact that geography is the foundation of economics, and, in case anyone...
EOS Buys Metalpine, but What’s Behind the Move?
EOS has bought Austrian powder manufacturer Metalpine. EOS doesn’t buy companies often. And with increased competition from China & SLM, profligate spending doesn’t seem like it would be a good...
ExOne Cuts Costs for U.S. Customers as Printhead Production Moves to Detroit
ExOne Global Holdings, created through the 2025 integration of ExOne and voxeljet, is making changes across its U.S. operations. These include starting printhead manufacturing in the Detroit area and lowering...


























