
Researchers Use Single Mode 1 kW Fiber Laser to 3D Print Pure Copper Powder



Final demonstrator of pure Cu powder processability. L-R: Macro view and optical microscopy image of thin walls.
As of right now, selective laser melting (SLM. DMLS, Powder Bed Fusion) is suitable mainly for 3D printing copper alloys. But it would be better to print pure copper (Cu), as it is more thermally and electrically conductive, and while the metal can be used in functionally graded materials, there has been some research conducted over the years in order to achieve economic production of pure copper components with SLM technology.
Cu has thermal properties that are appealing for applications in heat exchange, but not many scientists have tried to use SLM 3D printing to process pure Cu, as laser-based manufacturing of copper, and its alloys, can often lead to unstable conditions
A small group of researchers from the Politecnico di Milano recently published a paper, titled “Selective laser melting of pure Cu with a 1 kW single mode fiber laser,” that details their work in assessing how capable a single mode 1kW fiber laser source is for processing pure Cu powder.
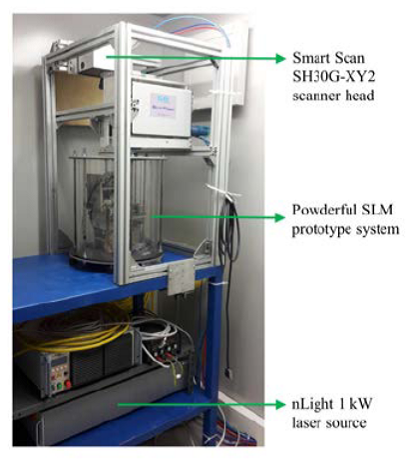
SLM reconfigurable cell at the Politecnico di Milano. Operating systems employed in the present research are indicated.
The abstract reads, “Complex geometries and fine critical features enabled by the powder bed fusion technologies are highly appealing for heat exchanger manufacturing. Copper is the main metal of choice for such applications. However, its processability using Selective Laser Melting (SLM) systems is limited by its high reflectivity at 1 µm, the emission wavelength of the laser sources commonly employed. Furthermore, the high conductivity of the pure copper, desirable for the final use of the products, causes instability and difficulties in the powder bed solidification. Resultantly, high density components are difficult to obtain. In this work, a 1 kW single mode fiber laser is used to process pure Cu powder with 99.9% purity. The high power is required to overcome the low efficiency of the process due to the high reflectivity. A prototype SLM machine is employed allowing for a flexible manipulation of the process parameters. The densification phenomenon is discussed as well as the causes that lead to porosity.”
Past researchers tried to use SLM technology to process Cu powder with a CO2 laser source, but could not achieve relative densities higher than 90%. A blue diode laser source was also used in the past to help make pure Cu powder more dense, but the quality of the results was never declared. The Politecnico di Milano researchers processed copper powder with a single mode 1kW fiber laser source for the processing of pure Cu powder.
“The system was installed onto a flexible prototype SLM system and a wide range of experimental parameters (namely power, scan speed and layer thickness) were varied to define the process stability region,” the researchers explain in the paper. “A qualitative assessment of the specimen realized was thus conducted, with a phenomenological analysis of the causes that determined the process outcome. It was possible to show that a large process feasibility area is enabled by the implementation of this new laser source. Preliminary analysis of cross-section indicates that high relative density values are achievable and finally a demonstrator workpiece was realized showing the potential of the present technological innovation.”
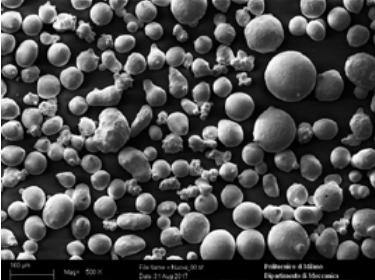
SEM image of the pure copper powder with 500X magnification.
They used Cu powder with 99.9% purity from LPW Technology and, on an open SLM system developed at the university, printed cubic specimens to determine the process feasibility region. In their experimental design, the researchers attempted 3D printing with a wide range of parameters
“In total, this resulted in the processing of 70 experimental conditions that were investigated in two successive prints (respectively for the two levels of layer thickness). The substrate material chosen for the present experimentation was AISI 316L, due to its compatibility with pure C,” the researchers wrote. “In order to evaluate the process window of pure Cu as a function of process parameters, a qualitative assessment of the specimens realised was conducted.”
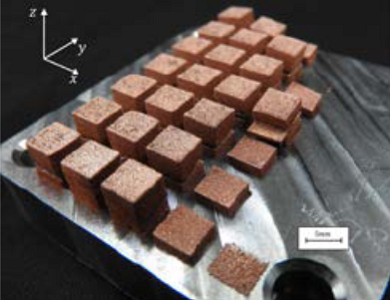 Through visual analysis of the cubic samples, the process outcome was classified into three categories: not fused (insufficient sintering of powder bed), delamination (specimens that solidified but had insufficient layer bonding), and acceptable.
Through visual analysis of the cubic samples, the process outcome was classified into three categories: not fused (insufficient sintering of powder bed), delamination (specimens that solidified but had insufficient layer bonding), and acceptable.
The researchers also 3D printed a demonstrator piece – the university’s logo – in order to demonstrate how feasible it was to use SLM 3D printing to produce complex forms out of pure Cu powder. The logo’s fine details were realized in a 40 x 30 mm area, with a 4 mm height; the finest obtained wall thickness was about 0.4 mm.
“The results imply that the use of 1 µm wavelength is feasible despite the high reflectivity of the material if high power levels are employed,” the researchers concluded. “The process stability is achieved around 600 W at high scan speeds, showing that low power, low scan speed combinations which are compatible with conventional SLM systems are not highly suitable for this material.
“In this preliminary phase, the process feasibility window was determined. Within the “acceptable” processing conditions high density (>97%) specimens could be produced indicating the effectiveness of the technology in achieving an elevated densification of the powder bed in stable processing conditions. Nonetheless, further investigations are required in order to define the highest achievable value and establish process repeatability.”
However, in spite of any issues, these results are promising, as evidenced by the final 3D printed logo. Co-authors of the paper are M. Colopi, L. Caprio, A.G. Demir, and B. Previtali.
Discuss this research and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
How One Artist Is Using 3D Printing to Tell Stories About the Ocean
Artist Kimberly Callas sees something different when she looks at a 3D printer. Where others see a machine for making parts, she sees a way to tell stories about the...
Bambu Lab Wants Home 3D Printing to Feel Less Like a Workshop with PLA Pure
As desktop 3D printers become increasingly common in homes, Bambu Lab is focusing attention on something beyond print speed and hardware features. This week, the company launched a new filament,...
AM Asia Watch: China Exported 2.46 Million 3D Printers in Four Months
China’s consumer 3D printer industry seems to be reaching a new level of global dominance. According to Chinese state media outlet China Global Television Network (CGTN), China exported 2.46 million...
Bambu Launches A2L: What the New Printer Reveals About Its Strategy
Bambu Lab continues its relentless march for 3D printing domination with the launch of the A2L. The 330 × 320 × 325 mm printer will have a nozzle temperature of...































