

Revolutionizing Additive Manufacturing: A Deep Dive into Hybrid and Multi-Material Printing with PAEKs

The landscape of additive manufacturing is undergoing a profound transformation with the integration of PolyArylEtherKetone (PAEK) polymers. In this article, we explore the exciting possibilities, practical applications, and challenges associated with hybrid and multi-material printing using PAEKs.
Unraveling PAEK
PolyArylEtherKetone, or PAEK, is a versatile polymer family encompassing renowned variants such as PEEK, PEK, PEKK, and the groundbreaking LMPAEK™ polymer by Victrex. This family introduces advanced filaments like VICTREX AM™ 200 and composites like VICTREX LMPAEK™ Unidirectional Tape, pushing the boundaries of additive manufacturing capabilities. Learn more here.
The Current State of Multi-material Printing
Material extrusion printers, particularly filament fusion, have paved the way for multi-material printing. Most commercial PAEK-capable printers can handle at least two materials, commonly a model material and a support material. Bond 3D’s advanced melt extrusion printer for PEEK is already a dual-material system. In the filament fusion realm, Intamsys’ high-temperature printers and 3DGence’s F420 printers are dual extruder printers. True multi-material printers with three or more nozzles, such as 3NTR’s Spectral 30 and Stratasys new F3300, are entering the market. The expansion of multi-material printing is not limited to high-temperature polymers, as lower temperature polymers are also exploring this territory, as seen in this 3DInsider article, and also this two component gripper from Arburg.
Design Possibilities with PAEKs
Multi-material printing with PAEKs opens doors to diverse design options, promising combined functionality, and enhanced performance. From crafting high-temperature brackets with flexible hinges to reinforcing fluid engineering applications for increased burst pressure, the potential applications are vast. The technology also allows for structural reinforcement in harsh chemical environments, improved welding applications, and more stable printing of high-performance PAEK parts.
Reinforced and Unreinforced PAEK
One of the compelling applications of multi-material printing is the combination of flexible and reinforced materials. Aerospace cable clamps illustrate this concept vividly. Some clamps exploit the flexibility of unfilled VICTREX 450G™ material, enabling one-handed positioning and fastening. On the contrary, clamps made with glass or carbon-filled compounds prioritize increased use temperature or mechanical properties, necessitating assembly with hinges (example Figure 1). Hybrid multi-material printing emerges as a solution, seamlessly integrating flexibility and strength into a single part (example Figure 2).
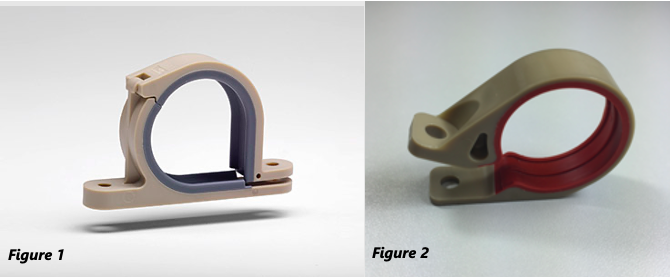
Example of flexible and pinned variations of cable clamps, that may be combined into one design with additive manufacturing. Images in Figure 1 and 2 are not 3D printed.
Diverse Applications of Hybrid Multi-material Printing
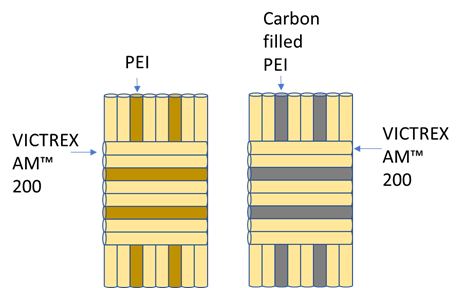
Beyond cable clamps, hybrid multi-material printing finds applications in diverse scenarios. Consider the burst pressure of pipes and vessels, influenced significantly by material strength. Hybrid printing can combine unfilled, chemically resistant polymers with reinforced PAEKs, ensuring robustness while maintaining resistance to corrosive fluids. The concept extends to heat exchangers, where thermally conductive compounds are combined with a thin layer of unfilled PAEK. Future possibilities include integrating static dissipation functionality and embedded sensors into fluid engineering components.
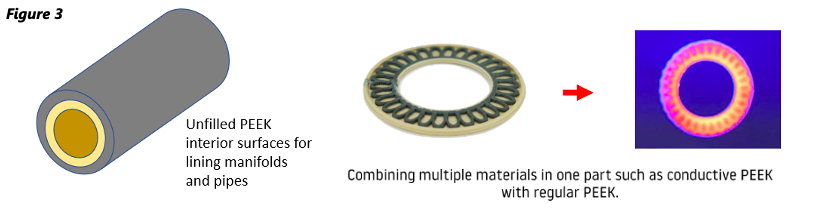
Figure 3 Left: Concept sketch of potential pipe and vessel reinforcement. Right: A prototype produced by BOND 3D using PEEK and conductive PEEK to demonstrate the addition of thermally conductive functionality through hybrid printing.
Flipping the application around, a part operating in a harsh high-pressure environment could be encapsulated by a thin layer of unfilled PAEK polymer, while reinforced composites in the interior of the part resist compression or increase burst pressure.
Another often discussed benefit is the printing of structures onto or around composite laminates or materials. Larger scale systems such as ElectroImpact’s additive manufacturing machine will be able to print on curved and vertical surfaces. Such systems could be used to add complex reinforcement to structural composites, fabricate optimised internal honeycomb-like core structures with topology optimization by computer aided analysis, add mounting points and strong points to structures, label parts with integrated 3D text, etc.
Innovation in Welding and Joining
The combination of reinforced and unreinforced PAEK plays a pivotal role in enhancing welding and joining processes. This innovative approach addresses challenges in welding thermoplastic composites, providing tailored solutions for different welding scenarios. The process also explores the use of hot gas welding or hot melt extrusion for large-scale hybrid printers.
Welding thermoplastic composites presents challenges, especially concerning filler content over 35%. Hybrid printing processes can address issues related to filler content over, either by adding energy directors or optimising formulations for weldability. Melt extrusion additive manufacturing offers the possibility of locally printing amorphous energy directors, providing flexibility in the welding process. This paves the way for manufacturing parts with amorphous PAEK energy directors alongside pairing surfaces of semi-crystalline or reinforced polymers.
Combining Different Polymers for Enhanced Performance
Multi-material printing may be used to combine different PAEK polymers together, as we may also do in overmoulding. For example, VICTREX AM™ 200 based on LMPAEK™ polymer provides easier printing with less warp and higher z-strength common when printing PEEK such as VICTREX AM™ 450 FIL (see white paper) . However, LMPAEK™ polymer shows promise in most applications as it crystallizes more slowly – by design – and therefore will have slightly different crystallinity compared with fast crystallizing PEEK, which may have relevance in certain extreme use cases. These techniques may be most useful in chemical or biotech/pharma applications, oil & gas production, food and beverage manufacturing, and some aerospace applications.
Finally, PAEK may also be combined with non-PAEK polymers, the additive manufacturing version of overmoulding. For example, PEEK is miscible with polyetherimide (trade named Ultem® by SABIC) which also processes under similar conditions in printing, meaning they are more likely to achieve molecular entanglement in melt when overprinted. Both VICTREX AM™ 200 and PEI filament may be printed with nozzle temperatures between 360°C and 400°C. Both may be printed with chamber temperatures around 140°C -160°C, although VICTREX AM™ 200 based on LMPAEK™ polymer has a wider processing window capable of being printed in chambers below 140°C and over 200°C. There are differences in the two polymer families, and one can imagine reasons for combining them, such as adding friction and wear surfaces by adding PAEK to PEI parts, reducing the overall cost of the entire part by using lower cost PEI for non-critical sections of the part, reinforcing PEI parts with stiffer and stronger PAEK lattice structures which may have durability and fatigue benefits if well fused, adding high chemical resistance sections to PEI part, or achieving some new level of flame and smoke generation performance in transportation. Another use might be reinforcing PAEK parts with PEI for applications with use temperatures between 140°C, a softening point for unfilled PAEK, and 200°C, a softening point for PEI, or the other way around, reinforcing PEI which softens at 200°C with PAEK which doesn’t melt until over 300°C, to give a little resilience to overheat situations. Maybe it’s just what you have on hand to solve a problem: if you have carbon filled PEI and VICTREX AM™ 200 on hand, you may try to combine them, or vice versa.
Example lattice structure modification. May be reversed. May be overprinting of discrete regions rather than lattice reinforcement. As noted above, combinations may also be VICTREX 450G™ material reinforcing of VICTREX AM™ 200, taking advantage of the addition stiffness above 150°C Tg of PEEK to reinforce an easier to print AM™ 200 part.
Overcoming Challenges
While the potential applications are vast, challenges persist. Limited machines can print multiple materials simultaneously, and not all slicer software supports more than two materials. Complex combinations, such as automatic lattice structure reinforcements within a part, remain challenging to generate through readily available open-market solutions. Understanding process conditions for optimal performance in multi-material printing, including addressing issues like differential shrinkage, is an ongoing area of research. We also have a lot to learn about the process conditions to achieve optimal and repeatable performance when two or more materials are printed by melt extrusion into one part. For example, differential shrinkage between two different polymers can lead to high internal stresses or complex shrink and warp. This may be overcome by tuning formulations, including adding fillers, or by tuning process conditions such as printing in hot chambers where PAEK will crystallize more slowly.
Victrex’s Vision for the Future
At Victrex, we envision a future where additive manufacturing seamlessly incorporates precise, variable process control and selective use of combined materials in hybrid designs. We believe we are at the beginning of the evolution of digital manufacturing and are committed to innovation, supporting our customers, and fostering the growth of the Additive Manufacturing industry. We welcome collaboration, ideas, and the opportunity to explore the potential of additive manufacturing with PAEKs through our AM Solutions Network.
Conclusion
The integration of PAEK polymers into additive manufacturing processes marks a significant milestone, unlocking unprecedented design possibilities and functional applications. Hybrid and multi-material printing with PAEKs heralds a new era in additive manufacturing, where the fusion of materials and processes creates limitless opportunities. As challenges are addressed through collaborative research and technological innovation, the additive manufacturing industry is poised for remarkable growth. The future promises an exciting journey into the evolution of digital manufacturing with precise, variable process control and the selective use of combined materials in hybrid designs.
Feel free to reach out to Victrex if you have ideas, wish to collaborate.
References
[1] Ultrasonic Welding of Thermoplastic Composites | 2021-09-07 | ASSEMBLY (assemblymag.com) [1] Branson Ultrasonic Plastics Joining, pg 12, (from Silvia – is there an external link to point to?) [1] Branson Ultrasonic Plastic Joining, pg 9 ,(from Silvia – is there an external link? [1] Overmolding expands PEEK’s range in composites | CompositesWorld [1] Insert Molding vs Overmolding (performanceplastics.com) [1] ULTEM 3D Printing Filament (PEI): All You Need to Know – 3DSourcedRobert McKay, Head of New Business Development at Victrex, will be participating at the upcoming Additive Manufacturing Strategies business summit in New York, February 6 to 8, 2024. McKay will be speaking on the panel “Polymers and Composites for AM.”
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.









You May Also Like
Bambu Lab A1 Used to Directly 3D Print Copper Electroplated Parts
Maker Dzingof was doing tonnes of electroplating of desktop and other 3D prints years ago with his Metalizzr project. I’ve been playing, a lot less successfully, with electroplated 3D prints...
3D Printing News Briefs, October 1, 2025: Bambu Lab Store, Shape-Morphing Materials, & More
In today’s 3D Printing News Briefs, Bambu Lab has opened its first retail store, and Meltio is inaugurating its first international additive manufacturing reference site. A consortium has launched a...
3D Printing News Briefs, August 13, 2025: Public Utility, Rocket Engine, Brains, & More
In today’s 3D Printing News Briefs, AML3D’s large-scale metal 3D printing system is now online at the largest public utility in the U.S. Moving on, Bright Laser Technologies is 3D...
Soft Robotics is Finally Coming Together: Northwestern Researchers Make Strides Towards a Better Actuator
Soft robotics for a long time was a lot of nice videos, papers, and very little in the way of useful technology. It was kind of an engineering Esperanto: a...





























