DLP 3D Printing, What’s the Big Deal?


I’d have to say that out of all the additive manufacturing (AM) technologies this industry has to offer—and there are a lot—digital light processing (DLP) has been made particularly exciting because of all the sped-up marketing videos depicting physical objects being pulled magically out of pools of liquid resin. If you want to get non-AM users on the edge of their seats, show them a video demonstrating this technology in action.
First, you might think that this couldn’t be happening, or how does it happen? Fascinating enough, one would think this technology should be on stage of a David Copperfield show, but this technology is the real deal, changing the game for plastic manufacturers.
Really, though: what is the big deal with DLP printing technology? The goal of this article is to shed some light (no pun intended) on the process and, hopefully, offer a better grip on this unique 3D printing method. This technology is getting many to rethink plastic part production altogether.
What is DLP?
Ok, how does DLP work? Inside a DLP system, there are a few components that make the magic happen. There is a resin tray (removable), build platform, photo projector, and a Z-gantry. The photo projector casts ultraviolet (UV) light in a particular shape upward, underneath the tray that holds a UV-sensitive liquid resin. This light passes through a clear screen that is built into the resin tray, allowing the light to come in contact with the resin, curing a print layer in that shape.
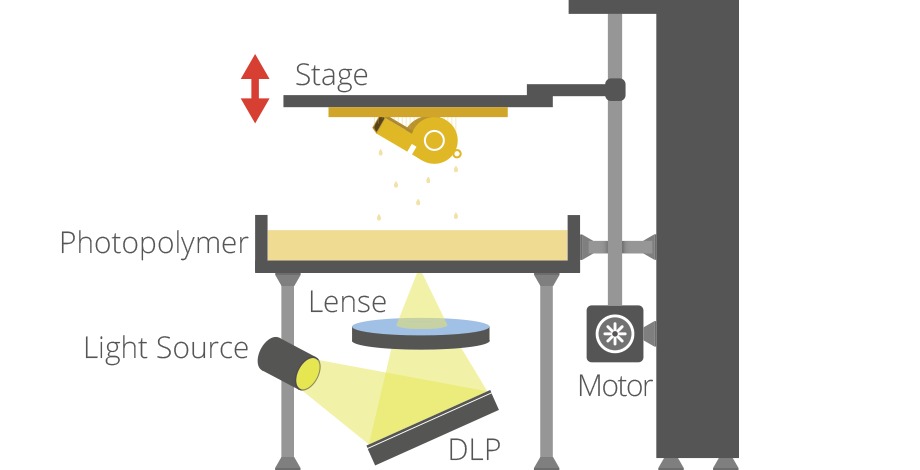
The layer is hardened onto the actual build platform, flipped upside down on the Z-axis. The build platform is semi-submerged in the resin so that the distance between the platform and resin tray is a single print layer apart (10 to 25 mircons depending on the machine). Once the material is cured for that print layer, the machine’s Z gantry moves in a particular motion to peel the printed layer from a clear membrane coating the tray and begins the process over again until the part is complete. One layer is cured at a time with a single flash of light from the photo projector. You can see why this process yields ultra-fast printing speeds. There is no need to extrude a bead of plastic or trace powder with a laser.
Tolerance Factors
DLP produces some respectable accuracies, allowing you to fall within the +- .002”-.004” range. This is great for tighter fitting applications straight off the printer. High detail is also possible due to fine layer thicknesses and accuracy, (some get down to 10 microns = .01mm/00039″).
Nasal swabs being 3D printed with Carima’s continuous DLP technology. Image courtesy of Carima.
Layer thickness combined with accuracy make it hard to see the print layer lines unless viewed under a magnifying glass. The naked eye would suggests that this technology can compete against injection molding in terms of surface quality. There are various polymer technology offerings in the industry and DLP produces some of the finest detail without debate. One would argue there would be no need for a post-machining operation unless a tighter tolerance is required.
Materials
It’s exciting to witness first-hand the materials development and innovation taking place for DLP. If you have kept an eye on the industry for the past five years, you’ve seen stronger, more robust photopolymers entering the market. From clear, biological and rubber to high-temperature, and rigid materials, it’s amazing to see the progress. This is really only the beginning of materials development because companies can formulate “hybrid” resins for application advancement. Between the standalone materials available on the market and those that can be made by mixing two together, there is underlying material chemistry of which the industry is just scratching the surface.

This bicycle helmet was 3D printed on the ETEC Xtreme 8K in Loctite 3D IND405™ Black while the clip was printed in Loctite 3D 3843. These two popular photopolymers, developed and produced by Henkel, are now qualified on the ETEC Xtreme 8K, the world’s largest DLP printer.
Just when we thought there was nothing else in resin development, Loctite, 3D Systems, Adaptive 3D (Desktop Metal), and other reputable photopolymer development companies whipped up something we didn’t think possible and the affordability of it. However, some material companies do not fully understand the mechanics of the printer, unless they purchase one strictly for development purposes. In turn, this can result in issues for consumers and their parts.
The engineering team from the 3D printer OEM will better understand the limitations compared to 3rd party material company, and rightfully so. It will be interesting to see how printer manufacturers continue to work with material developers moving forward as the demand for hybrid materials increase to achieve applications yet to be discovered.

Covestro’s new Somos® PerForm HW resin enables efficient low-volume production using DLP and LCD 3D printing. © Covestro
It’s a daunting task for a user to be caught between a 3D printer manufacturer and a material developer when working to tune a material that is not native to the OEM. Depending on the OEM/partner you purchased the printer from, there are options for materials development partnerships, but they come with a fee. If the OEM materials team and/or application engineers are not up to speed on the 3rd party material you’re running, where does that leave the user?
Therefore, one area for improvement when it comes to collaborations between the OEM and material developer companies is to make life a little easier for the end customer. There is still something to be said for materials tuned/pre-programmed for the printer already. In that case, the OEM becomes a one-stop shop and the users experience is not as daunting.
I believe it’s important for OEMs and material development companies to work together behind the scenes before a resin is ready for the market. Are 3rd party materials being used today in DLP printers with success? Absolutely, but the journey to get there might be a project all in itself, and if you do not have experience with the equipment or material sciences, it can pose a challenge.
I believe that is why you see OEMs, such as 3D Systems and others, offer proven materials for their particular systems (i.e., increasing the ease of use). Many leading OEM companies have led with this model until increased demand for open materials entered the market. Time and resources will likely need to be deployed if using an open-source printer hungry for the right build parameters.
What About Rubber Lattice Structures?
3D printing lattice structures is a great application but needs more development and focus. First off, it’s necessary to understand the process of how the printed layer is peeled away from the clear membrane between the photo projector and the resin. The portion of the part that has already cured/printed will want to stretch during the layer peeling strep. This phenomenon, due to the nature of the printing process, will increase part failure and decrease part quality.

Foam-like materials 3D printed and processed using Desktop Metal’s unique FreeFoam technology. Image courtesy of Desktop Metal.
Although lattice structures are a legitimate design feature, the type of lattice proven out in software analysis may pose a challenge to print, so there will be a need to apply design for AM skills to determine their viability in a given project. If you remain flexible in your design approach, you’ll certainly increase your chances of success pursuing this design feature.
I believe OEM and topology software companies that offer the capability to produce lattice structures are getting better at understanding the dynamics of this printing process and establishing the right expectations.
Relatedly, many of us in the AM industry have seen the recent introduction of foam-like materials to 3D printing. 3D printing foam-like materials directly with DLP is nearly impossible because of the stretching that occurs during the peel process. Printing foam materials in a rigid state before a secondary treatment process is implemented, as in the case with Desktop Metal’s FreeFoam, has so far proven more successful.
When it comes to advancements in responsiveness/memory characteristics, 3D printed foam with a material like that offered by Desktop Metal may be the right approach, and it’s only going to get better. The question is how is something like this scalable even with increased part sizes? Answer: larger printers and more conveyor belts.
Conclusion
When it comes to the capabilities, material shelf life, and the process for proving out 3rd party materials, companies may need to be more accurate in their messaging. Setting those expectations will be a key component to long-term trust, as buyers already know that nothing is 100% perfect. So, if you don’t have a solution to satisfy application needs, be an advocate for your industry and point them in the right direction, even if that means your technology isn’t a fit right now. The world lacks honesty and integrity.
If you’re looking to adopt this technology and you currently don’t have plans to scale, I recommend having it on your radar because, when you work with this technology using a creative mindset, I promise you’ll find more than one way to utilize it.
As for DLP specifically, producing solid parts with surface finishes close to injection molding is another step in the right direction to remain competitive. The ability to connect and stack parts in the Z-axis allow you to leverage the printer capacity when compared to other technologies (i.e., FDM). DLP offers unique scalability factors by adding systems (i.e., modular). An enclosed unit option makes them office friendly.
Some printer manufacturers do mention speed comparisons to injection molding, but I would be careful when considering that statement. It is still the fastest 3D printing process compared to traditional means of plastic part production. With the evolution of 3D printing in recent years, the question is, could DLP be on a path to beat injection molding speeds eventually? Anything is possible.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
Fabri Raises $13.5 Million to Create Digital Foundry
Fabri is a startup that wants to create a “digital foundry,” and just raised some funds to help it reach this goal. There are far too few foundries in America....
3D Printing News Briefs, June 6, 2026: Expansions, New 3D Printers, & More
We’re starting with business in this weekend’s 3D Printing News Briefs. Axtra3D just opened its expanded facility in Italy, and Austal USA expanded its leadership team. Then we’ll move on...
Flashforge Unleashes Wax 3D Printer
Flashforge has released a wax 3D printer. Wax printing was pioneered by Solidscape, a company acquired by Stratasys and later sold to Prodways before being shuttered in 2024. That firm’s wax jetting...
Ford Uses Binder Jet 3D Printing to Make Boat Propellers for Sharrow Marine
Ford’s Advanced Industrial Technology and Platforms (ATP) group has helped Sharrow Marine make a boat propeller in two weeks rather than 130 days. Thanks to the Michigan Central program, Ford...