
3D Printing 1990: “The Present State of Accuracy in Stereolithography”


AMUG DiNO Jim Harrison, a Technical Sales Representative at nScrypt, has been in the 3D printing industry since its inception. In this series on the history of additive manufacturing, Jim recounts the early days up to the modern era.
In 1990, we would traditionally outsource to a machine shop to build a 10X model of the internal geometry of the first stage turbine blade for the F100 engine. The Plexiglas model was a large heavy block in two pieces. It was difficult to work with, the delivery time was eight months, and it cost thousands of dollars.
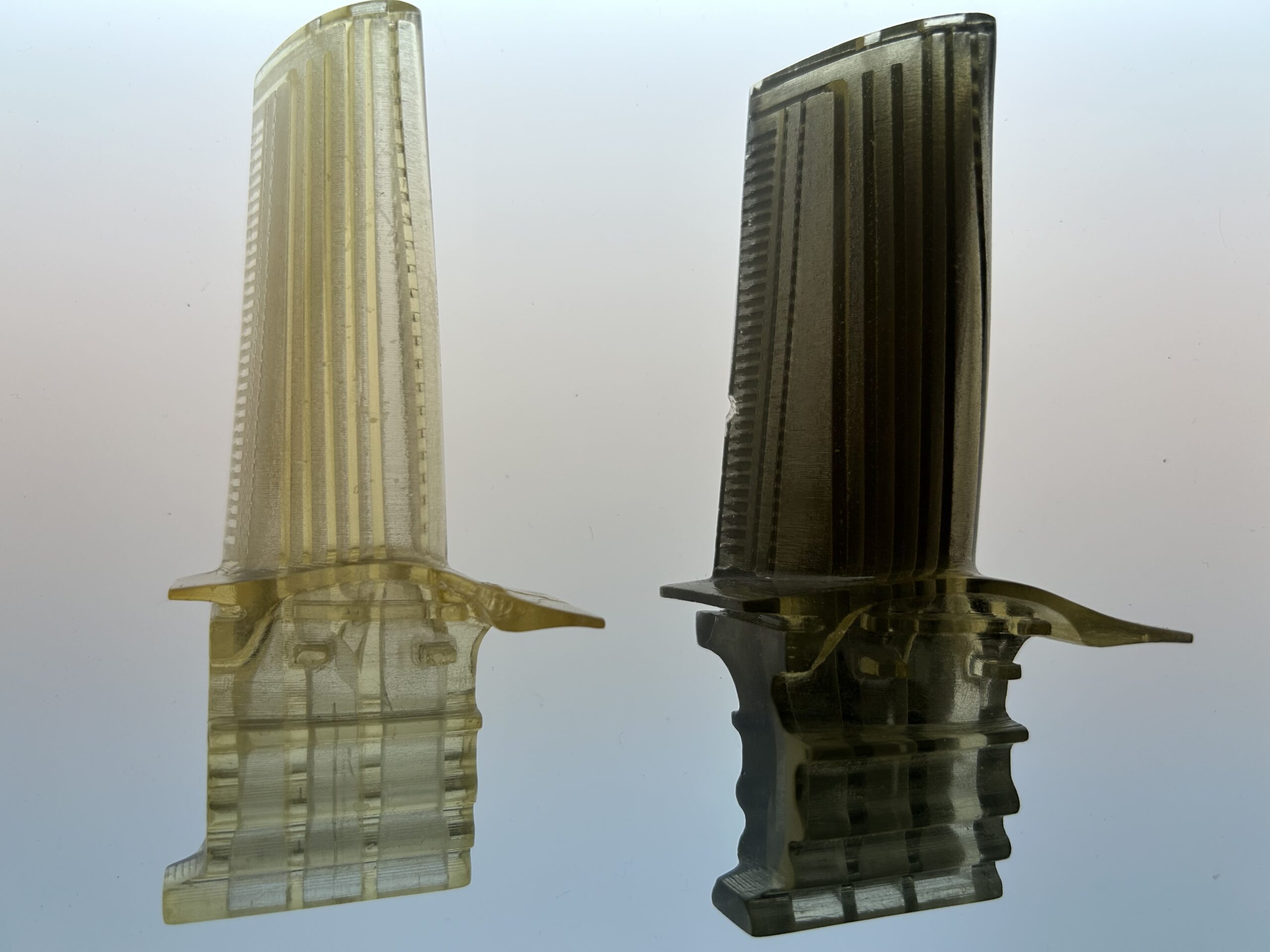
PW4084 HPT First Stage Turbine Blade circa 1994 SLA models. The right blade went through a series of tests.
We decided to build the same blade as a complete test model using the SLA machine. The 10X SLA model took a week to build and the cost was minimal. We later started building it in pieces so that we could modify it, with the leading edge, trailing edge, and tip printed separately so that we could test these areas with different designs.

Photo of RL10 Rocket engine
We had made 20 models of the RL-10 rocket engine we designed to hand out for the Air Force review. I remember the U.S. military was engaged with Iraq at the time. One day, Jim Southard came in really sick and probably should have been home in bed. Jim decided to remove supports from one of the RL-10, which featured a lot of plumbing and fine details. When Jim was done, he left the supports on Fred’s desk. Fred just stared at it for a moment and said, “The butcher of Baghdad was here. The mother of all butchers.” We got a good laugh out of that for a long time.
SLA User Part 1991
1991 was the year for accuracy studies, with an emphasis on a user’s part. We were given the STL file, data sheet, and instructions for a 9.5” x 9.5” part that the group spend a day building. This would include specific instructions for the build parameters, post-processing, handling, and curing.
-
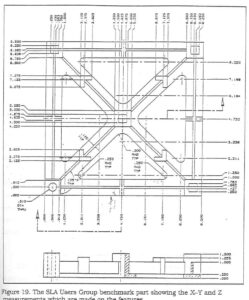
- The AMUG User Part Specifications
-
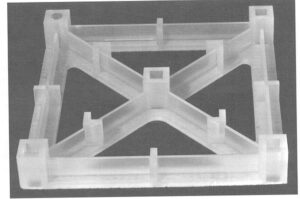
- The 3D printed part within tolerance
Review the data sheet and you could see all of the different part parameters we dealt with on a daily/part basis: the laser, the slicing pattern, the vat temperature, and post processing. Each one of these areas had a list of parameters which would need constant manipulation and measurement. Any wrong move caused wrapping and curling. This could happen inside the build chamber during or after the build. Then, just when you had a good part, it would curl in the PCA. The results were not consistent, as I recall, because every SLA machine was hand built by several teams of technicians and each team built the system a different way.
Dr. Paul Jacobs also came out with his paper, “The Present State of Accuracy in Stereolithography,” a 30-page document that discussed weave-curing patterns, shrink, swelling, curl distortion, post-cure distortion, slab distortion, and creep! Wow, we had to work with all of these different issues in each build—concerned about the size of each feature in each part and how it would build. Orientation was very important. One of the popular build styles was “weave,” which did not fully cure the part while printing in the vat, resulting in a semi-cured part. Then, we would place it in a container with water in the PCA to fully cure. So, the material would not only absorb the moisture in the air, but we were also putting it into a container of water—not a good idea.
The F119 FETT ran with a SLA 3D printed de-oiler in the main gear box because we did not have a casting to machine.
In 1991, Pratt & Whitney recognized the original Government Engines and Space Propulsion team for its outstanding achievement in Design & Technology for its contribution to Engineering Design & Development. This team included Don Deptowicz, myself, the late Jim Southard, and the later Fred Steinbauer. At this same time, we had 3D printed the turbine airfoils for the aero rig test for the Space Shuttle Main Engine-Alternate Turbopump Design.
SLA Users Group, 1993
I have fond memories of the 1993 conference—so much talent and so many interesting projects! Our Rocket Motor Turbopump won the 1993 SLA Excellence award in R&D. We built it in our 3D Systems SLA250 with DuPont SOMOS 3110 resin. It was the only project we could get approved for release to the public at Pratt & Whitney. To design it, I used the Unigraphics surface CAD program. CAD was a lot more challenging back then.
Photo of PW turbo pump
By that time, we were testing models in many applications in our Aero Thermal Design Lab. We had fuel swirlers running in our ignition rigs, wind-tunnel test, thermal and water flow test and de-oiler test program.
Who are the old-timers that remember “Xmas Trees” and “window panes”—more like “window pain!” These came out in 1993 to determine the Dp & Ec values for calibrating the SLA-250. I must have built thousands of these. There were other diagnostic parts for determining beam spot size and shrink factors.
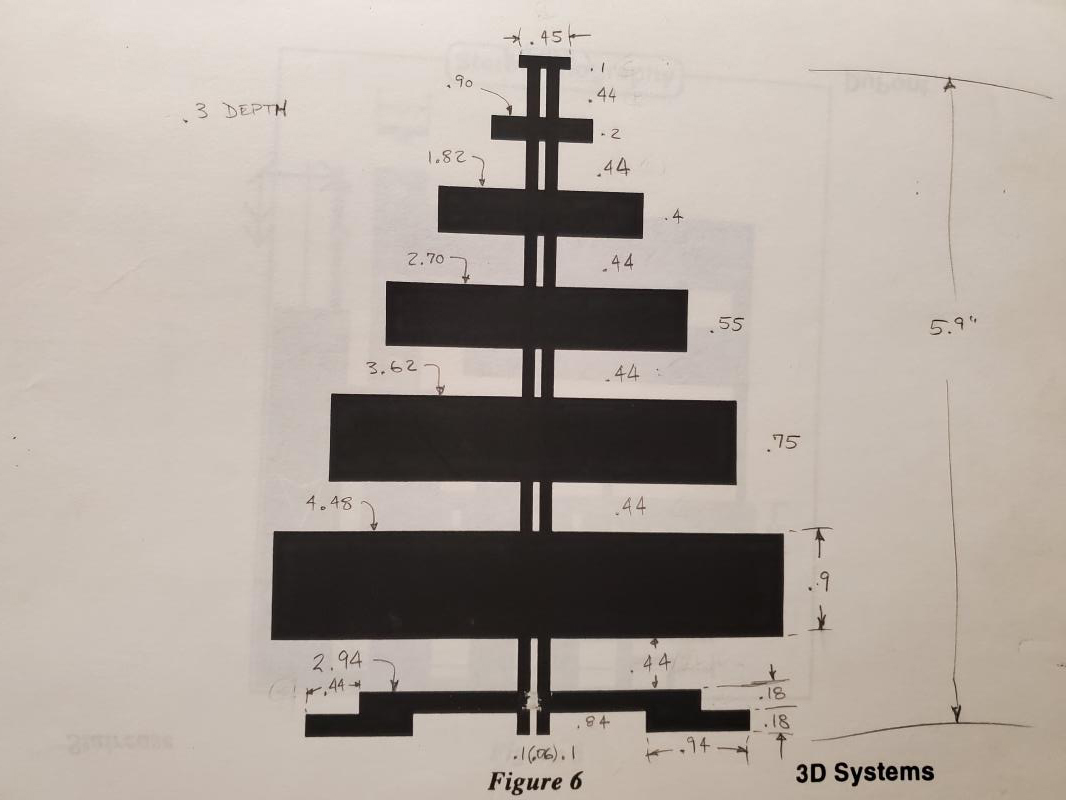
The AMUG Xmas Tree
Wish List 1995
In 1990, the SLA Users Group developed the Wish List program to help 3D Systems target improvements needed. It is interesting to read this over 20 years later. Notice the red dots in the 1995 list. These were the ones I was most interested in. Thanks to the many people who pushed for these advancements. Most of these are incorporated into the 3D printers you are using today!
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
Australia’s AMCRC Funds Titanium 3D Printing R&D
In terms of the global economy’s presently existing state, there is no realistic path to economic resilience that doesn’t start with critical minerals security. This is a problem for pretty...
3DPOD 305: Automating AM with Grenzebach’s Oliver Elbert
Oliver Elbert‘s over ten years in additive manufacturing have been spent automating LPBF. For large, high-volume, or critical parts, Grenzebach has provided custom automation solutions. Depowdering, powder handling, sieving, heat...
AMPulse Asia: Chinese IPOs, Defense Deals, and Dental 3D Printing Lead APAC Roundup
The second half of June brought a wave of additive manufacturing activity across China, Japan, South Korea, India, and Australia. From Chinese IPOs and funding rounds to defense, aerospace, construction,...
Austal, Curtin University and AMCRC Work on R&D Together
Australia’s Additive Manufacturing Cooperative Research Centre (AMCRC) works with 70 industry partners to deliver collaborative R&D projects. They also work on workforce development and technology transfer. It’s kind of analogous...































