

The Future of Directed Energy Deposition is Unbounded

“Well, that depends…” I said.
“On what?” he said.
“It depends on what you want out of the process,” I emphasized.
“All I want is a finished metal part just like this one, except printed,” one of the group said adamantly gesturing toward the part they brought.
I was looking at the part, but I didn’t know the material or finishing requirements yet. “We need to understand more about how this part performs in order to help you,” I responded almost reflexively, but with a more reassuring tone.
“All I know is that my boss wants this to be made with METAL 3D PRINTING,” he nearly shrieked. “Will you just figure it out for me?” he added with a tone of exhaustion.
Does this dialog sound familiar? While the barriers to digital manufacturing have never been lower, the number of implementation options has never been higher. In some ways, Additive Manufacturing “AM” makes it easier than ever to start making things, yet in other ways it requires gathering a significant amount of knowledge before manufacturing can begin. This dialog could be about any of several additive technologies, but specifically this was a discussion about printing metal with Directed Energy Deposition or “DED.” As the implementation options increase so does the likelihood that there is an optimal solution for making your parts. That said, I sympathize with those who feel overwhelmed with reaching the critical mass of awareness needed to move forward with one solution in confidence. This article is intended to encourage and give some guidance about how DED can be implemented both now and in the future.
To help those looking to adopt, we seek to understand four key aspects about the intended part to be built including:
- a) What is the printed material?
- b) What is the size of the final part?
- c) What proportion of the part is printed vs. made traditionally? and
- d) What finishing and inspection steps are needed after printing?
Are the build materials reactive? If not, then the trend is to use DED heads that provide localized shielding to the melt pool but are not further contained. This configuration allows for the technology to be applied to virtually any size of part. In this sense, the physics of DED is unbounded and may occur on an open robot, gantry, or even a CNC machine. In contrast, if the desired build materials are reactive, then processing will typically need to be inside of an environmental chamber of some kind. Historically DED is often done inside of a strong chamber that can be vacuumed down or filled with inert gas. In recent years, there is a growing trend to use less rigid environmental controls, potentially allowing for unbounded part sizes made of reactive materials in the future.
Examples of DED system configurations
The next consideration is the shape and size of the part. As already mentioned, the build material choice does influence the best style of DED machine, however it is the size, shape, and weight of the parts that drives the working volume of the machine and how each part is to be held and manipulated. At present, DED offers solutions for small to large-volume parts (especially parts with relatively thin walls) in a cost-effective manner. The increasing volume of DED machines is further enabling DED build volumes to be unbounded.
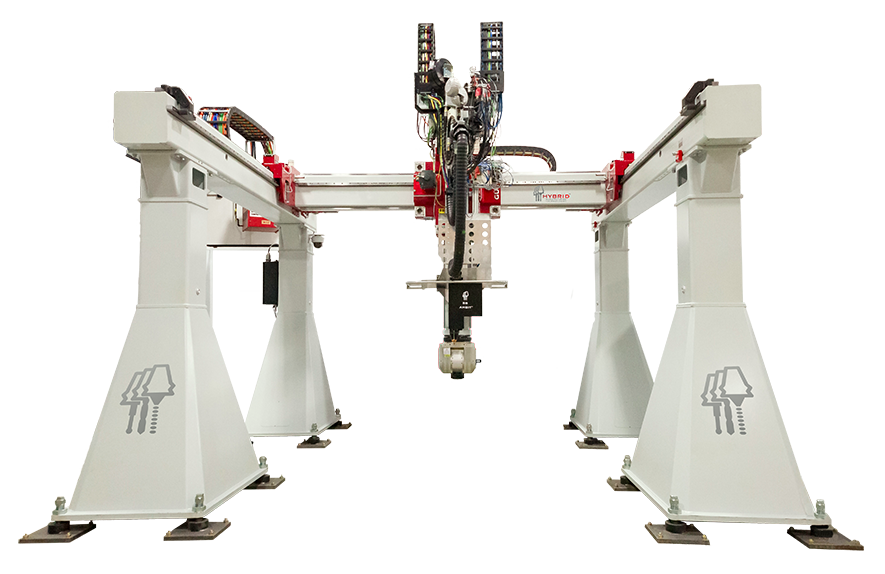
Hybrid multi-meter gantry with wire-fed DED head and milling spindle
Another consideration as parts grow in scale is the proportion of the final part to be printed. Even with deposition rates of DED continuing to improve, this is an important consideration. At present, DED for multi-meter scale parts can be viable under several conditions. This includes when a relatively small amount of material is added to a large part, as is often the case for repairs, coatings, and feature addition. Also, when the timescale of obtaining large castings or forgings for conventional processing is lengthy, the value of printing a large part that can be available in a much shorter timeframe can be invaluable. In this scenario, even if the cost to print the part is more expensive than a traditional approach, the value of having it sooner can justify printing it. Also, as the printed volume of each part increases, so does the importance of feedstock cost. This translates into a preference for wire or ingot feedstocks for very large parts. However, there are exceptions for various feedstock compositions, including many that cannot easily be drawn into wire. The flexibility of DED to accept various formats of feedstock helps propel it towards cost-effective printing in unbounded part sizes.
Lastly, the type of processing after printing should be considered. Does it need to be heat treated, machined, or inspected? Often the answer is yes. Does it make sense for any of those steps to be undertaken in the same place as the printing? If finishing is needed, what is the required precision, and can it be achieved in a hybrid CNC or grinding machine? Is workshop space severely limited favoring a multi-purpose machine rather than a several machines? If yes, then this can further encourage multi-purpose hybrid machines. Finishing and inspection in the same machines is a growing trend that helps reduce handling and improve quality. This combination of processes can be found in a growing number of hybrid solutions. The accompanying chart gives some guidance about the strengths of some different styles of DED systems, especially when part finishing is planned inside the DED machine.
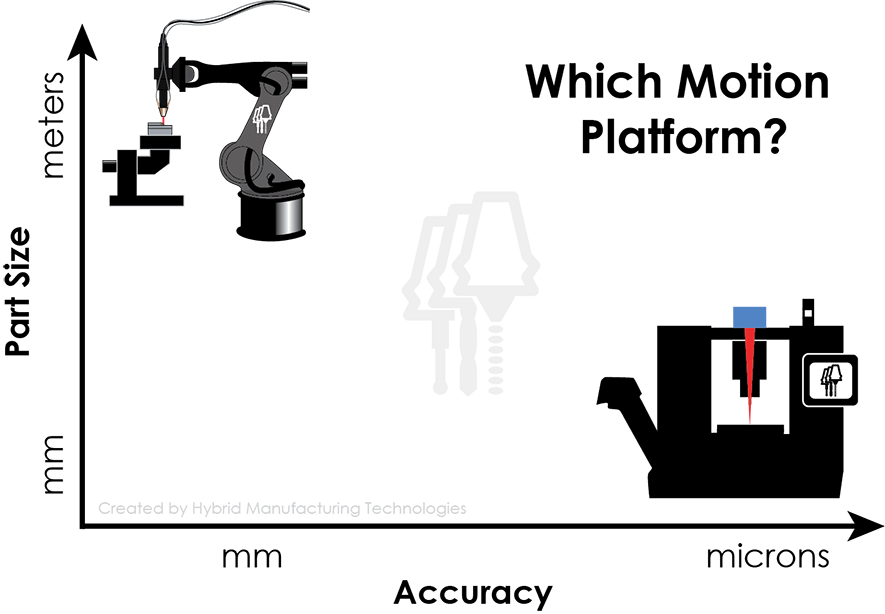
Schematic showing the strengths of robots and CNCs
The unbounded flexibility of DED is key to its growing adoption and points to a future of varied and widespread implementation. The above considerations can help guide one to the ideal implementation of DED. My advice to understand the best way for you to implement DED, is to get granular on each of these four areas and the outputs that you seek. This will help you embrace your unbounded future, perhaps including DED for some of your parts.
Hybrid Manufacturing Technologies is participating at Additive Manufacturing Strategies, taking place in New York City from February 7-9, 2023. Jason Jones, Co-Founder & CEO, will be taking part in Session 2, Panel 1: The Future of DED and WAAM on February 7. Register for your ticket to attend here.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.









You May Also Like
AM Asia Watch: China’s HeyGears Lands $44M to Expand Beyond Dental 3D Printing
Chinese 3D printing company HeyGears raised more than 300 million Yuan (roughly $44 million) in a new Series C funding round as it looks to expand beyond its industrial and...
The University of Utrecht: “3D Printing Could Change Who Gets to Become a Manufacturing Power”
For decades, manufacturing has mostly been controlled by countries with huge factories, lower labor costs, and industrial systems that took years, sometimes decades, to build. But Utrecht University human geographers...
3D Printing News Briefs, May 28, 2026: Continuous Fiber Reinforcement, Bioprinted Trachea, & More
In today’s 3D Printing News Briefs, America Makes announced the winners of its JAQS-SQ Project Call. Axtra3D is partnering with Keystone Industries to expand its dental material ecosystem, while BigRep...
Asia AM Watch: China’s SHINING 3D Restarts IPO Review Process
SHINING 3D is moving forward again with its plans to go public in China, after restarting its Beijing Stock Exchange (BSE) initial public offering (IPO) review process and filing updated...



































