

IMTS 2022: 3D Printing Tungsten Carbide with Hyperion


At the recent IMTS 2022 in Chicago, I had the opportunity to visit the booth for Hyperion Materials & Technologies, a global materials science company that has decades of experience developing and manufacturing tungsten carbide powder, industrial diamond, cubic boron nitride, and other advanced materials. While it’s been a standalone company since July of 2018, Ohio-based Hyperion was born out of a merger between Diamond Innovations (formerly GE Superabrasives) and Sandvik Hard Materials, and now employs over 1,600 people around the world and has acquired six extended brands and counting.
Nothing at the Hyperion booth was 3D printed, as the company isn’t solely focused on additive manufacturing (AM). However, Matthew Seymour, Hyperion’s Global Head of Marketing, showed me examples of some of its material offerings, from large parts for the oil and gas industry down to small medical components. In fact, one of its businesses makes the smallest FDA-approved implant, which is used for glaucoma treatment. All of the 3D printing that Hyperion does offer is based around cemented tungsten carbide, which provides high wear resistance and can now achieve complex geometric features thanks to AM.
Hyperion’s Materials Focus
Hyperion showcased several new offerings at IMTS, including its award-winning AM110 grade of tungsten carbide rod blanks engineered for machining superalloys like Inconel. Additionally, Hyperion was showing off an enhanced offering of cubic boron nitride (CBN) and synthetic diamond products, as well as a new business called Precision Solutions by Hyperion, which works directly with customers to design and manufacture finished precision components made from its hard and super-hard materials.
As Biju Varghese, Senior Vice President of Engineered Solutions and Research & Development, explained to me, Hyperion is made up of three big groups, with the Engineered Solutions transforming “everything from powder all the way to finished components,” often with very high tolerances.
“We are a material science company,” he told me. “We focus on what we call advanced materials, basically tungsten carbide, a little bit of ceramic, and then synthetic diamonds and cubic boron nitride, so it’s on the high end of advanced materials.”


Photographs by Sarah Saunders for 3DPrint.com
Varghese said Hyperion’s traditional, non-AM process starts with powder, which is mined, processed, and results in tungsten carbide. The company takes the material and makes a recipe with other ingredients featuring different metallic properties. This is then consolidated by pressing it into a basic shape. After features are machined in, the part is sintered and comes out solid with pressed features. Finally, the part has to be finished with techniques like grinding and polishing.
“So if you split that into three broad categories, it’s about making the right powder, because there are different grades of carbide and different applications for them,” he said, explaining that Hyperion offers about 250 different variants with targeted applications. “So preparing that recipe is a big competence area for us.”
The company’s next major competency category is the process of compacting and sintering the body to get a fully dense part, while the third one is finishing, in order to meet very exacting tolerances and specifications.
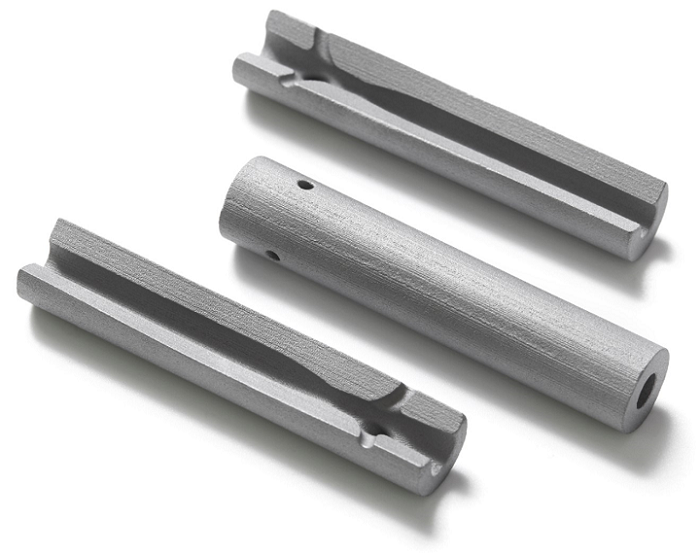
3D printed tungsten carbide rod with coolant channels
Hyperion’s 3D Printing Approach
He explained that, in terms of 3D printing, what Hyperion is trying to do is find the best use case components for printing, rather than pressing, because “the objective is the same. What we want to form is a body with certain features.”
“3D printing allows us to make certain bodies that you cannot very easily press and sinter,” Varghese continued.
This is so often what we hear about additive: it can achieve features, geometries, etc. which traditional manufacturing processes are not capable of offering.

3D printed part before sintering
Getting the right kind of powder is crucial for 3D printing, and Varghese explained that you can’t just use old sintering profiles. For that reason, the company has been slowly going through its 250 powder recipes to find the right ones to develop for AM, and that once that is done, the focus will shift more from the powders to the process itself.
“We’ve been developing this for close to three years now,” he said. “Our objective to develop our own competence was to go back to basics, and determine that we wanted to develop our own powder that’s custom-made for 3D printing. The 3D printing process itself for us is pretty standard, so we focus on the sintering part, because that’s where we are able to engineer some special properties.”

Materials analysis at Hyperion’s R&D center
Applications for Hyperion’s hard and super-hard materials, though not necessarily for 3D printing, include medical implants and oil and gas, as previously mentioned, as well as miniature components for guidance systems, cutting tools for the automotive and aerospace sectors, rolls for the steel industry, tubing to make aluminum beverage cans, and more. One specific 3D printing application Varghese mentioned was tungsten carbide nozzles used to help make circuit boards.
“We are able to make nozzles that can dispense one nanoliter at a time, 1,000 times a second,” he said. “So, it’s a high-volume, high-precision application, making all those nozzle components.”
3D printed tungsten carbide nozzles
The Founding of Hyperion
Varghese explained a little more about the background of the company, which originated in an Ohio-based diamond company and then the Swedish company Sandvik. In 2013, Sandvik Hyperion was formed to focus on advanced materials, and, in 2018, Hyperion struck out on its own, which he said was “a fantastic move.” Sandvik is a very large corporation, focused on mining and cutting (including for 3D printing), while the Hyperion employees were just a small part of the materials side of things.
“Now, as a standalone company, we’re focused on really growing into the space of materials,” he said.
Hyperion now has plants all over the world, from Mexico, France, and Germany to Taiwan, Barcelona, and Italy. In order to build up its competency set, it has also acquired several other companies over the last year and a half.
“We’re going at it in a very systematic way, and asking what capability set we need to add to our portfolio. We’re not just buying companies randomly. We’re very specific about how it fits our strategy and where do we see opportunities to grow.”

The Importance of Powder Sphericity
I’ve heard a lot of debate as to whether or not it matters that AM powder is perfectly spherical. Obviously, you want your powder to be high quality, in order to produce high quality parts, but is powder that’s not as perfect being wasted when it could be recycled? I asked Varghese his opinion, and he said that spherical powders do matter.
“It’s the geometry and the size of it. One, it has to flow through the nozzle. For any application where you want things to flow through an orifice, the size matters, the shape matters. So to me, on the whole, engineering the powder matters a lot,” he answered. “The other thing is the density of each granule matters.”
He reminded me of the earlier part of our conversation, when he’d explained that Hyperion’s traditional process of making tungsten carbide meant putting the powder into a cavity and pressing it. These granules are already hollow, so once they’re crushed during pressing, it makes them much easier to pack.
In contrast, with metal AM processes, there are gaps left, and some of them can be filled through sintering, but he said there’s “not enough metal to fill all these voids.” Smaller particles can be used to fill some, but not all, of the remaining spaces, so it’s crucial to determine how to use the size and density of those small particles to fill the gaps.
“It’s a tricky balance between having a flowing particle dense enough to sinter and get a 100% dense body. Otherwise you have pores.”

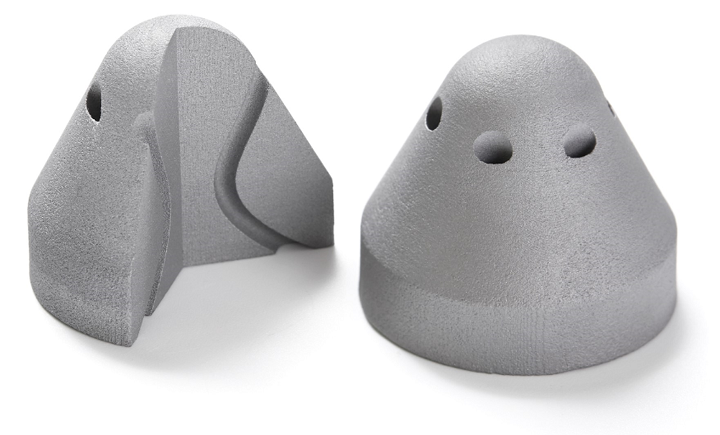
3D printed tungsten carbide flow control component
Varghese noted that Hyperion is investigating multiple AM technologies for processing its tungsten carbide, including binder jetting. He said the company will likely end up using more than one process, as they each have their own pros and cons.
Images provided by Hyperion unless otherwise noted.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
CEO Yoav Zeif on Why Stratasys’ Markforged Acquisition Is Really a Bet on Industrialization
When Stratasys announced plans to acquire Markforged, the immediate focus was on the deal. Markforged is one of the most recognizable names in additive manufacturing (AM), known for its continuous...
Stratasys Dental’s Negar Movahed Says They’re “Open for Partnerships”
According to “3D Printing for Dentistry 2025: Market Study and Forecast” by AM Research, the dental 3D printing market generated $5.2 billion in revenue in 2024—that’s nearly one third of...
Stratasys Acquires Markforged, Analysis of AM’s Latest Consolidation Move
A very long time ago, in 2023, the additive manufacturing (AM) industry was enraptured over the attempts by a large chunk of its publicly traded original equipment manufacturers (OEMs) to...
Retired Basketball Legend Baron Davis Launches 3D Printed Shoe with Assist from Zellerfeld
The inroads that additive manufacturing (AM) users have made into the celebrity branding market is underappreciated, perhaps because the value is difficult to quantify. But just last month, for instance,...

































