

Analytical Melt Pool Model Developed for LPBF Metal 3D Printing

The physics that occur within metal laser powder bed fusion (LPBF) systems are complex, comprised of numerous variables. Many of those variables have an effect on the melt pool, where the machine’s laser hits the bed of metal powder and forms a puddle of molten hot material. As important as that area may be, metal 3D printer manufacturers are still struggling to fully understand and control it. A new mathematical model that calculates the optimal melt pool dimensions developed by a researcher at KU Leuven may change this.
As it stands, determining the proper printing parameters for an LPBF machine is a difficult process. These “recipes”, as they are often called, are closely guarded secrets for many users. However, the ability to 3D print metal parts repeatably and reliably depends on getting these parameters right. At the heart of the LPBF process is the melt pool, the size and shape of which ultimately impacts the end product.
Obtaining the right melt pool, among other variables like part orientation and support structure placement, can typically be achieved in one of two ways. The traditional method has been a laborious and costly trial-and-error procedure in which different settings are chosen until the desired outcome is achieved. The more recent process relies on the use of advanced simulation software to predict the physics of a variety of settings. The drawbacks of the former are obvious, but even the use of computer simulations relies on technical know-how, often powerful computers and the time required to run the scenarios.
Viktor Coen, a researcher at the Additive Manufacturing Research Group at KU Leuven’s Department of Mechanical Engineering Manufacturing Processes and Systems, has developed what may be an elegant solution. Saying that “a melt pool in LPBF is basically a volume of molten metal powder,” Coen suggests that “at the boundary of the melt pool the material temperature equals its melting temperature.” Therefore, Coen believes that the boundary of the melt pool can be established by only using two specific parameters: the power and scanning speed of the laser.
According to Coen, the melt pool in LPBF is made up of a volume of molten metal powder, in which, at the edges of the melt pool, the temperature is the melting temperature of the metal material. By using equations from heat theory, Coen suggested that the boundary of the melt pool could be determined and, following that, so could the depth and width of the melt pool.
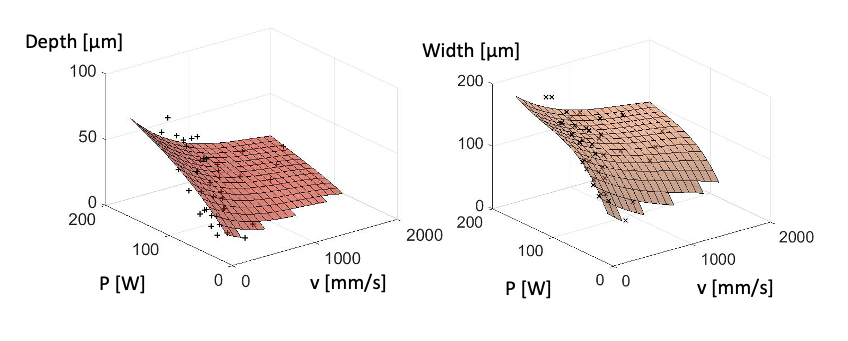
Comparison between The model is represented by the planes, the ‘+’ and ‘x’ mark the experimental measurements. On the left you see the depth and on the right you see the width in microns as a function of laser power P and scan speed v. Images courtesy of KU Leuven.
He was able to conceive his theory based on literature and experience from various AM researchers, telling 3DPrint.com, “For example, to achieve a 3D object of maximum density, the overlap between adjacent scan tracks is ideally about 20%. If the melt pool width for a certain combination of laser power and scan speed is 100µm, the operator can set the hatch spacing (the distance between scan tracks) at 80µm. In the same way, you can make a logical decision for the overlap between consecutive layers, the scan strategy, etc. In this example, the objective is to reach maximum density, but other possibilities are to achieve a smooth surface finish, scaffold building, etc. The implementation of such objectives in the analytical model is what I am working on right now.”
To test his model, Coen performed an experiment in which he printed single lines of Ti6Al4V with a range of laser power and scan speeds on a solid substrate.
“I cut the tracks perpendicularly and, from the cross sections of the tracks, I measured the depth and width of each melt pool,” Coen said. “I compared those with the depths and widths of melt pools predicted with the model. For this first test with Ti6Al4V, they corresponded with an average error of about 30%.”
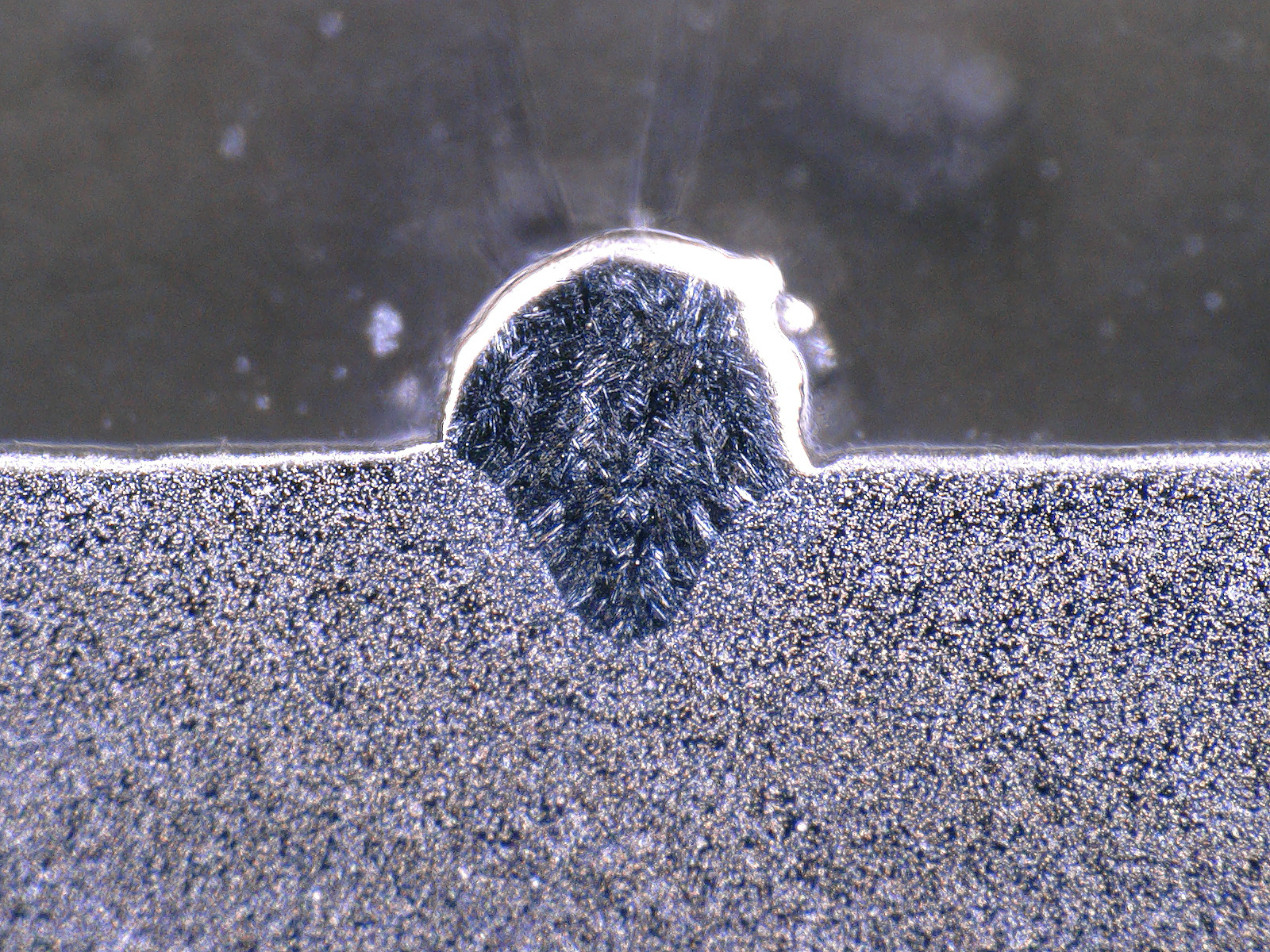
A section of melt pool. Image courtesy of KU Leuven.
As Coen began working at the Additive Manufacturing Research Group at KU Leuven, he was able to expand upon his model. His original model was particularly suited for “conduction mode melting”, in which energy deposition is mainly distributed via heat conduction within the powder bed, Coen told us. However, he then applied it to “keyhole mode melting,” which sees energy from the laser beam penetrate deeper into the powder bed with a keyhole shaped melt pool.
“I tested this ‘newer version’ of the melt pool model more extensively with Stainless Steel 316L, Inconel 718 and some other materials and reached an average error of about 15%. This is still not that accurate, but the goal of the model is mainly to make a prediction of the melt pool and suggest an optimal process parameter range,” Coen told us. “Therefore, the accuracy of the prediction is definitely good enough. Combined with the speed of the model computations, this makes it an excellent alternative for extensive CFD and FE simulations or trial-and-error based process parameter optimization.”
The ingenuity of the model lies in the fact that, in combination with material properties, it needs only two well-known parameters to calculate this melt pool volume: the power and the scanning speed of the laser. Experiments have validated the accuracy of the new methodology.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
The Stories nScrypt Can’t Tell; and Why That Matters
This article is Part 3 of a three-part series based on 3DPrint.com’s visit to nScrypt’s Orlando headquarters and conversations with Ken Church. There’s an interesting dynamic inside nScrypt’s Orlando headquarters. The...
amsight & toolcraft Improve AM Quality Control for the Semicap Market
As it is in the habit of doing at least once per generation, the semiconductor capital equipment (semicap) market is currently in the process of reinventing itself. This is too...
3D Printing Financials: XTPL Adds New Semiconductor and Defense Customers in Q1 2026
Polish microprinting company XTPL (WSE: XTP) reported first-quarter 2026 revenue of PLN 1.6 million (roughly $441,000) as the company expands into the semiconductor and advanced electronics markets, while also launching...
Creality Marks 12 Years with KliTek and AI-Powered Ecosystem Expansion
For 12 years, Creality has advanced accessible 3D printing technologies, enabling global users to turn ideas into tangible creations. What began as a desktop 3D printer manufacturer has evolved into...


































