

3D Printing for Preppers: Copper 3D Printing Filament

While disaster has not yet befallen my humble family, there is no shortage of emergencies globally and the COVID-19 pandemic has demonstrated just how useful even desktop 3D printing can be during disaster situations. Provided with the opportunity to review an Ultimaker S3 3D printer and several unique filaments, I thought I’d explore the 3D printing of simple goods that might be useful during emergency situations to get an idea for just how useful a desktop 3D printer might be.
In addition to providing an overview of the subject, I’ve reviewed the Ultimaker S3 and spoken to Ultimaker about the use of desktop 3D printers in emergency and disaster scenarios. Perhaps the most exciting prospect for me when beginning this series was the creation of metal objects with a desktop system.
To explore the possibilities of making metal with a desktop 3D printer designed for plastic filaments, I reached out to the Virtual Foundry, which manufactures filament and pellets composed of metal particles within a thermoplastic binder. Once printed, the part can be sintered in a furnace, resulting in a dense metal part. In a subsequent article, we’ll get into more detail about the Virtual Foundry and what they do.

Copper Filamet can be purchased from the Virtual Foundry for around $66. It contains 89% – 90% metal, with a density of 4.5g/cc – 4.7g/cc. Image courtesy of the Virtual Foundry.
I printed the Virtual Foundry’s Copper Filamet on the Ultimaker S3 to determine how easily a novice user could produce metal parts using a desktop machine in a disaster or emergency scenario. As someone with no 3D modeling skills, my first step was to find a part that would be a suitable demonstrator for the concept, representing the primary obstacle to using a 3D printer in an emergency.
Without the proper abilities, my selection for suitable models was significantly limited. Because metal AM is primarily reserved for high-end production firms, there are almost no models specifically designed for metal 3D printing publicly available. Instead, public repositories, such as Thingiverse, are dedicated to plastic parts.
I, therefore, had a couple of options: pick a model designed for plastic 3D printing and produce it with the Copper Filamet or design something myself with user-friendly software. I did attempt to create something with TinkerCAD, one of the easiest-to-use online modeling programs, but ultimately decided to opt for existing models.
With the Filamet, I printed something I discovered at the peak of the COVID-19 3D printing hype: a multi-tool hands-free door opener. Developed by U.K. startup Fractory, the SafeKey can not only be used to operate doors, cabinets, cash machines and other items shared with the potentially contagious public without the use of one’s hands. At the same time, it acts as a bottle opener and wrench. Fractory manufactured the tool from CZ108, antimicrobial grade brass with 64 percent copper content, thus limiting the possibilities of disease transmission.

Unfortunately, there are no photos of the pre-sintering version of my SafeKey, but it printed just as smoothly as this copper gear the Virtual Foundry hosts on its website. Image courtesy of the Virtual Foundry.
So, I reached out to Fractory and received a STEP file of the SafeKey and converted it to STL using an online tool. Because copper has inherent antimicrobial properties, just like CZ108, I 3D printed the SafeKey from Copper Filamet on the Ultimaker.
To print with the filament, I selected the material profile from the Ultimaker Marketplace. Though Cura recognized the Copper Filamet, I had trouble getting the Ultimaker itself to boot up the profile when I wanted to load the filament. What this means is that, the 3D model of the SafeKey was sliced according to the right settings for the Copper Filamet, but that the Ultimaker wasn’t optimized for loading the material into the print head. What I had to do was select a material with settings that most closely matched the Filamet and load it that way.
Before printing, I ensured that the bed was completely clean of previous plastic prints and cleaned out the extruders using the Tough PLA provided by Ultimaker and following the instructions on the LCD screen. This included hot and cold plastic pulls until the material coming out of the hot ends was smooth and cylindrical.
Once it was loaded, printing was extremely easy. The filament adhered to the bed perfectly. As explained in my previous post, the second extruder for supports was giving me some problems because I had clogged it with polyvinyl alcohol filament. This meant that I was limited to less complex structures, which was no problem with the SafeKey, as it was already designed for CNC machining.
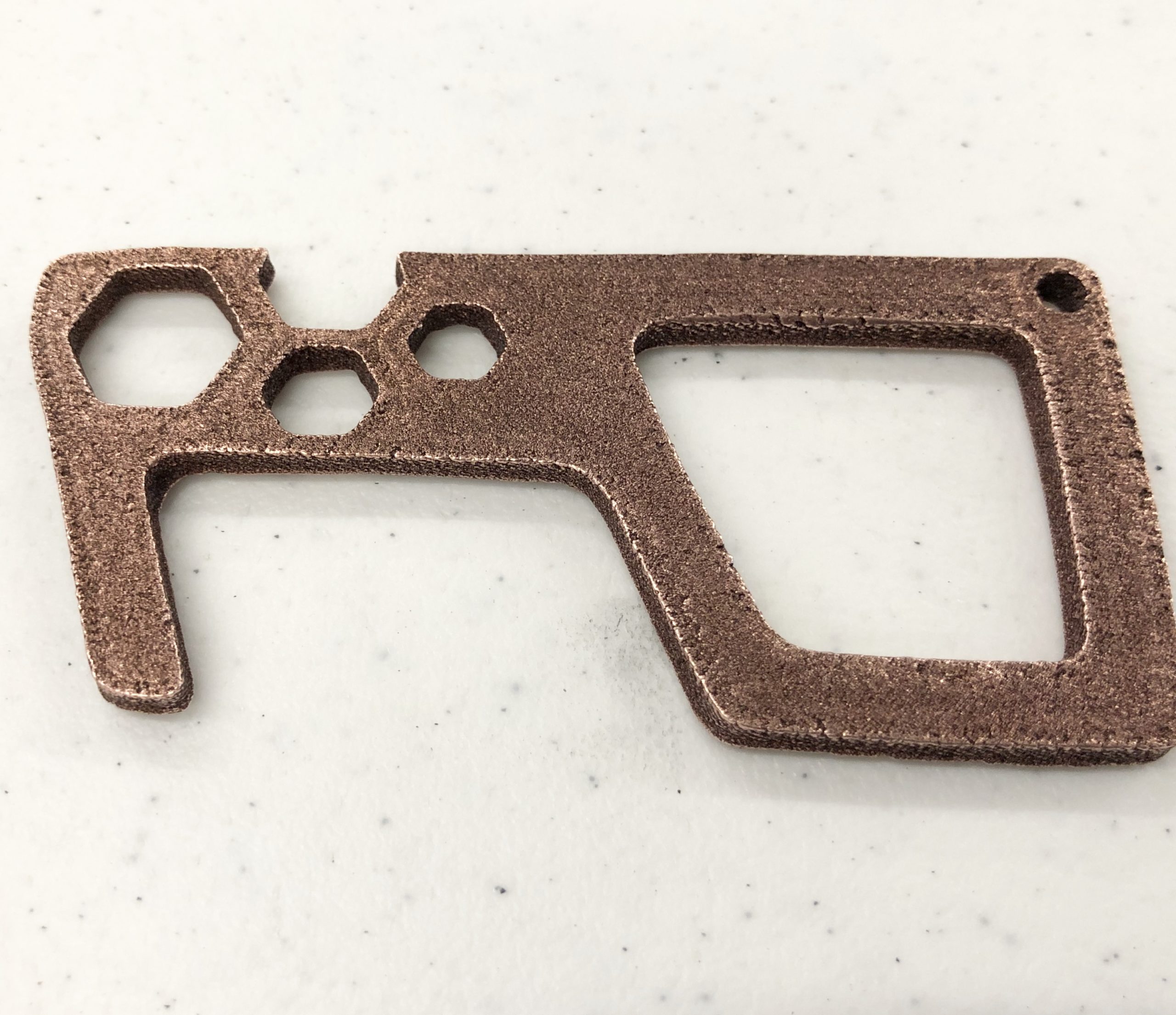
My 3D printed SafeKey, post-sintering. Made from Copper Filamet.
The part printed on the first try. Unfortunately, it was extremely delicate, and I snapped it in half while getting it off the bed. I printed once more and, again, had no problems. However, I was now left with the task of sintering it into an entirely metal part.
Initially, I reached out to a local art studio that offered kiln use for firing clay pottery, but, due to the pandemic, the instructor had closed down her business. In turn, I contacted a nearby makerspace that she had donated the furnaces to, but they were too busy to take on the project.
Another option I had was to purchase a kiln. The Virtual Foundry, for instance, sells devices that start at a little over $3,000. Naturally, because this was a one-time project, I couldn’t justify the investment, but, luckily, the Virtual Foundry is partnered with a sintering service provider, Sapphire3D. The company agreed to sinter my part for free because I was reviewing their material and they had produced items similar to the SafeKey already. Had they not provided complimentary services, sintering with Sapphire3D ranges from $50 for a 2” x 2” x 2” (50 mm x 50 mm x 50 mm) copper part to $190 for a 4” x 4” x 4” (100 mm x 100 mm x 100 mm) 17-4 stainless steel part.
I mailed the printed part to Sapphire3D, who sintered it and sent it back with about a ten-day turnaround. I was extremely excited to receive the final component and was thrilled to hold in my hand a metal SafeKey that I had printed just days earlier. To test its durability, I gave the tool a bend only to find it split in half, feeling my joy turn to devastation just as quickly. I reached out to the Sapphire3D team to learn what went wrong.
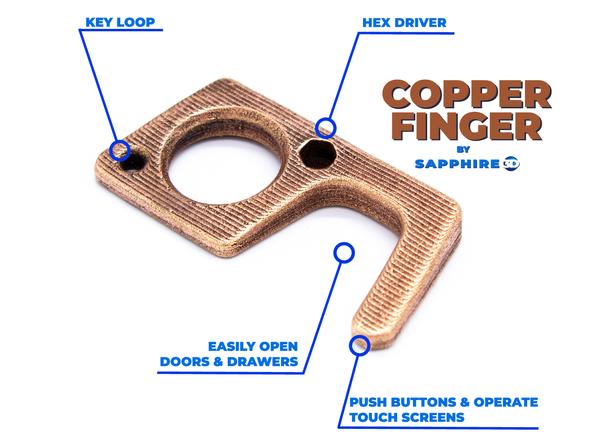
While my SafeKey snapped, the 3D printed copper finger Sapphire3D sent me is quite dense and sturdy. I tried snapping it several times and it didn’t even bend. Image courtesy of Sapphire3D.
Though there were recommended printing parameters for the Copper Filamet online, the very first mistake I made was not doubling the thickness of the tool, initially designed for CNC’d solid metal. David Lawson at Sapphire3D also recommended a slight rounding of the edges of the device for added strength. Lawson summed up his recommendations for me as follows:
“Your part was one I looked at when you sent it and thought this was something that could have an improved sintering outcome based on the design and print parameters. You can strengthen a thin part by making sure the printing process really fills any voids as much as possible by not only having 100% infill, but also making sure there is an infill overlap (with the perimeter) of greater than 50%. It was a great first attempt at printing with these materials, but I noticed lots of cracks on the surface, that will likely result in fault areas after sintering.”
While I was disappointed at the failure of my first Copper Filamet part, I was somewhat comforted by a free hands-free door opener that Lawson included when sending back my part. What the entire experience demonstrated was that, even as close as desktop metal 3D printing may be for even novice users, push-button metal part production is still just out of reach.
As with desktop plastics, there is a learning curve. In this case, I was confronted by a lack of design skills, lack of furnace, and lack of experience with both the materials and the sintering process. Had I had my own kiln I could have learned some of these tricks. It’s likely that even smaller businesses could do so with relative ease.
In a follow-up post, I will be speaking to the Virtual Foundry team to learn more about their range of materials and how those with the proper skills could lend a hand during emergencies and disaster scenarios. The interview helps us establish just what types of parts their materials are suitable for. After that, I will be discussing my experiences with an investment casting material for 3D printing and the resulting metal parts.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.









You May Also Like
Amnovis Expands to the US
Belgian firm Amnovis is a scalable partner for orthopedic innovations. From design to production and regulatory, you can rely on them to take your innovation to market. Coupled with deep...
Scaling 3D Printing Takes More Than You Think; HP’s Webinar Looks at Making It Work Long Term
3D printing is no longer new. In fact, most manufacturers already know what it is, where it fits, and what it can do. But knowing the technology and actually scaling...
Astrobotic Tests Rocket Engine Made with Elementum 3D Materials
Astrobotic has completed a series of hot-fire tests for its Chakram rotating detonation rocket engine, with additive manufacturing (AM) playing an important role in how the engine was built. The...
The Additive Chicken Coop, Part I: Million Dollar Petri Dishes
After decades of tinkering with our individual technologies, billions were poured into speculative claims and optimism. Now the attention is gone, and sometimes it can seem like we’re surrounded by...
































