PolarOnyx Researchers Use Mixed Powders and Laser 3D Printing to Make Radial Collimators

A collimator is a device that narrows a beam of particles or waves, and radial collimators can oscillate several degrees at a sample position. That’s why neutron collimators are used when neutron scattering instruments use many detectors to cover a range of scattering angles, in order to help create innovations such as more effective medicines and faster-running computers. There are ways to improve its performance, but this can’t be done with traditional machining or assembly methods…enter 3D printing.
Researchers from California-based PolarOnyx, Inc., which is well-versed in the technology, published a paper, titled “3D Printing with Mixed Powders of Boron Carbide and Al Alloy,” in which they investigate using mixed powders and laser additive manufacturing to fabricate radial collimators.
“In this paper, research is extended from the fabrication of functional ceramic components to directly make radial collimators for neutron scattering measurement without binders and post process. To the best of our knowledge, this is the first publication demonstrating additive manufacturing using mixed powders of B4C and Al alloy,” they wrote.
Especially with multimaterial mixes, it’s difficult to achieve ” direct thin-wall (2D and 3D) fabrication for radial collimators for neutron scattering instrument,” as the team explained there’s not a lot of available information about composition and laser melting control, melted structure formation, and phase transition. Due to its lower price and handling safety, boron carbide is often used for radial collimator, but it’s brittle, which makes it difficult to 3D print thin walls.

Characterization of boron carbide (B4C) powder.
“It is found that by adding Al (melting temperature 660 °C, thermal conductivity 237 W/m.K, density 2.70 g/cm3, and thermal expansion coefficient 23 × 10−6/K) to B4C, the strength and thermal handling capability can be improved significantly and the brittleness can be reduced without increasing in weight,” the researchers wrote.
The team used standard commercial B4C and AlSi10Mg powders to 3D print radial collimator parts, mixing 20% B4C and 80% AlSi10Mg to achieve the necessary thin walls. Unfortunately, the B4C particles have irregular shapes, which isn’t great for 3D printing, but the aluminum alloy powder makes up for this with its spherical particles.
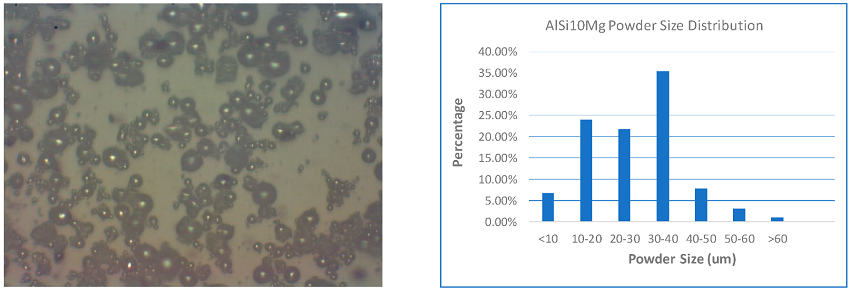
Characterization of Al alloy (AlSi10Mg) powder.
In order to measure surface roughness and density, several cubic samples of the mixture were 3D printed on the company’s powder bed fusion system, which has been modified for low-mass ceramic 3D printing.
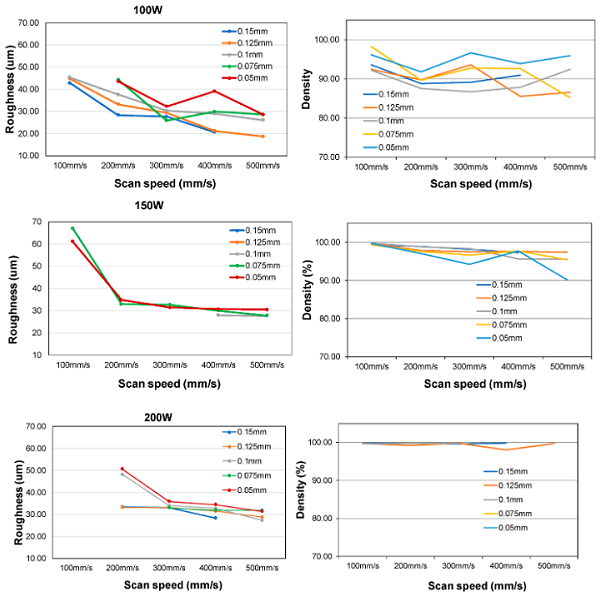
Top surface roughness (L) and density measurement (R) of mixed B4C (20 wt%) and AlSi10Mg (80 wt%).
You can see the data above, though the researchers said that some of it is “not complete due to the fact that those samples are damaged during polishing process.” But, they were able to “make a conclusion on process optimization.”
“Over 99% relative density (image-J is used) and acceptable roughness (<50 μm, top surface) were obtained when the average power on target was greater than 150 W. Further study on uniformity was carried out by fixing 150 W average power and scan speed of 100 and 150 mm/s. The hatching space varies from 130 to 150 μm (or 0.13 mm to 0.15mm) at a step of 10 μm,” they explained.

Uniformity test for samples using different parameters. All samples on top use scan speed 100 mm/s, and the bottom uses scan speed 150 mm/s. From the bottom to top rows, the hatching space is 0.13, 0.14, 0.15, 0.16, and 0.17 mm, respectively.
As you can see above, all of the 3D printed samples had “good uniformity of relative density.”
The researchers evaluated parameters of the samples, like hatching space, laser power, scan speed, and scan pattern, along with hardness and Young’s modulus.
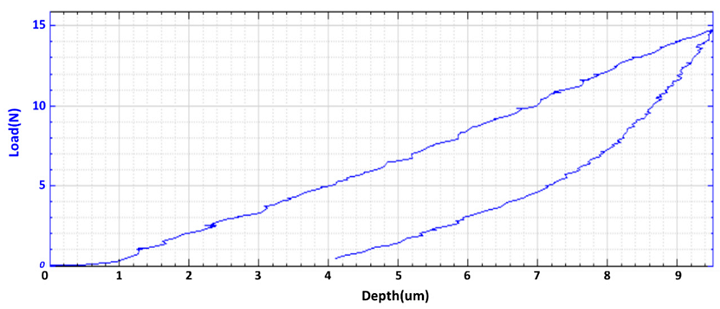
Figure 5. Load curve.
“It appears that the hardness (110 MPa) and Young’s modulus (11.7 GPa) of mixed B4C/Al are close to those of Al. This is mainly due to a large portion of Al powder in the sample. An important feature is that the synthesized part is less brittle and has better elastic property than B4C,” the team explained.
“EDX element analysis over an area of 1 mm x 1 mm indicates that Boron increases by 7 wt% and Al decreases by 30 wt% after the AM process. This has been verified with different testing areas and samples.”
A possible explanation could be that a portion of the Al evaporated during the processes, as it has a low melting temperature of 660°C and boiling temperature of 2740°C, the latter of which is close to the melting point of B4C.

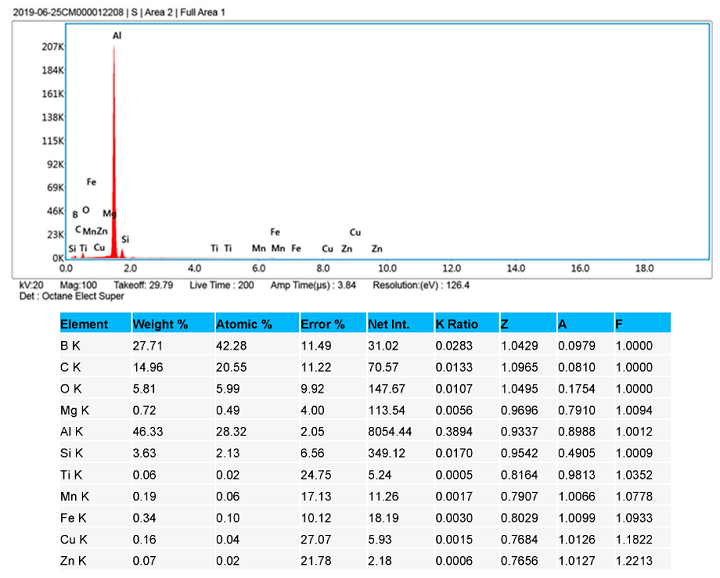
SEM and EDX test results of a cubic sample with mixed B4C (20 wt%) and AlSi10Mg (80 wt%).
In the image below, you can see that the Boron element has been “well distributed” in the structure of the aluminum alloy.
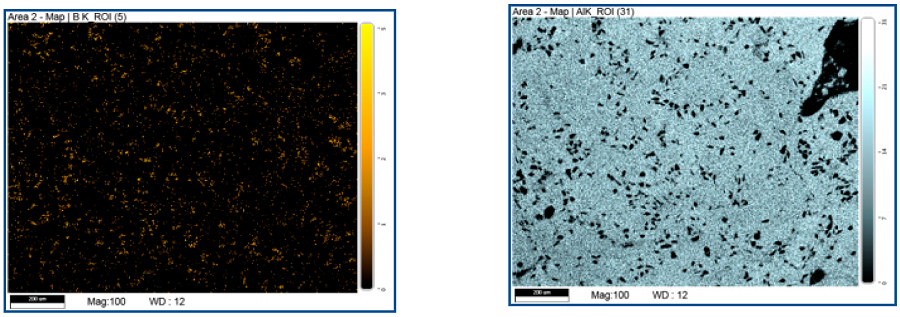
EDX mapping test of boron (L) and Al (R).
The X-ray powder diffraction data shows that new crystal phases of aluminum carbide (Al4C3) and aluminum diboride (AlB2) formed during melting and solidification, which is evidence that 3D printing is able to “carry on in situ synthesis to form new compounds to change their properties (such as mechanical, electrical, etc.) for specific applications.”
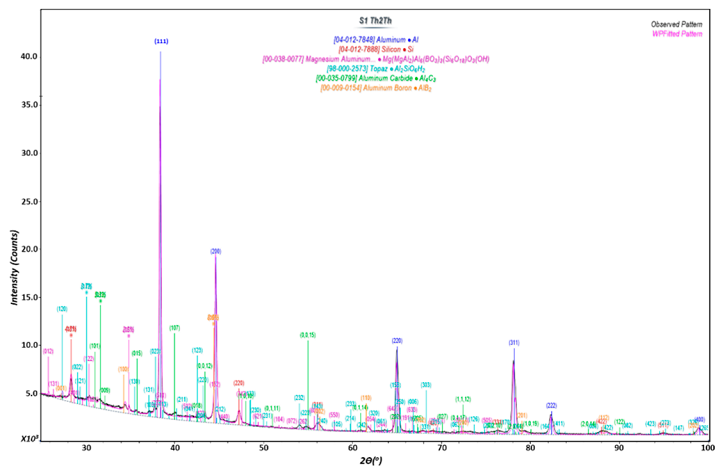
XRD test of mixed B4C and AlSi10Mg sample.
The team printed two kinds of collimators using 150 W power and 150 mm/s scan speed. The first was a honeycomb structure, which achieved consistent results in geometry and tolerance. The second was a small version of the optimized thin-wall collimator, which is currently being evaluated at Oak Ridge National Laboratory.
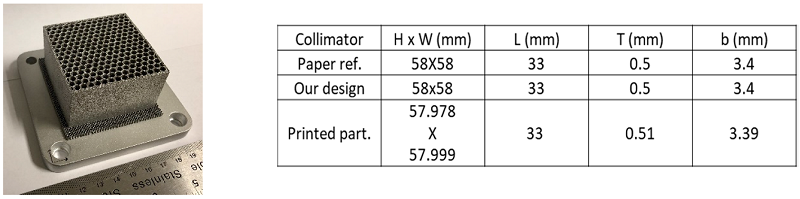
3D collimator structure (honeycomb).

Small version of the optimized collimator design.
They determined these samples were consistent, in terms of Al4C3 and AlB2 synthesis, with the earlier cubic samples.
“It is found that Boron element is well distributed in Al structure, and the synthesized parts demonstrated excellent mechanical strength and brittleness improvement. We observed a significant portion of Al was lost during the AM process, for which further investigation is on-going to understand the mechanism,” the researchers concluded.
“By control of melt pool temperature and composition, different level of synthesis can be achieved to match specific application. This opens a new frontier for 3D printing to synthesize new compounds and explore new properties. We believe there will be a great potential for the aerospace and defense, automobile, semiconductor, and energy industries.”
Discuss this and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
You May Also Like
Further Understanding of 3D Printing Design at ADDITIV Design World
ADDITIV is back once again! This time, the virtual platform for additive manufacturing will be holding the first-ever edition of ADDITIV Design World on May 23rd from 9:00 AM –...
3D Printer Maker EVO-tech Reborn as NEVO3D — Once More With Feeling
EVO-tech was a 3D printing service and original equipment manufacturer established in 2013 and based in Schörfling am Attersee, Austria. The company produced high-quality material extrusion systems featuring linear bearings,...
3D Systems Brings 3D Printed PEEK Cranial Implant to the U.S. with FDA Clearance
For more than 10 years, 3D Systems (NYSE:DDD) has worked hand-in-hand with surgeons to plan over 150,000 patient-specific cases, and develop more than two million instruments and implants from its...
CDFAM Returns to Berlin for Second Annual Symposium
The second CDFAM Computational Design Symposium is scheduled for May 7-8, 2024, in Berlin, and will convene leading experts in computational design across all scales. Building upon the first event...