Texas A&M: A Method for 3D Printing Porosity Free Martensitic Steels

While seeking a corrosion-resistant alloy for gun barrels in 1912, British researcher Harry Brearley, who is commonly regarded as the inventor of stainless steel, discovered a martensitic stainless steel alloy. Although several variants of steel exist today, this type particularly stands out from its steel cousins as stronger and more cost-effective to produce. The renowned metallurgist probably never thought that his breakthrough discovery would go beyond developing affordable cutlery to the masses, well into applications in the aerospace, medical, automotive, and defense industries. Now over 100 years later, it can also be used as a metal 3D printing material for complex designs.
However, for these and other applications, the metals have to be built into complex structures with minimal loss of strength and durability, which is why researchers from Texas A&M University, in collaboration with scientists in the Air Force Research Laboratory, have developed guidelines that allow 3D printing of martensitic steels into very sturdy, defect-free objects of nearly any shape.
Reported in the scientific journal Acta Materialia, the findings of their study suggest that the process optimization framework introduced is expected to allow the successful printing of new materials in an accelerated fashion and introduces the process parameters for building porosity-free parts.
Although the procedure developed was initially for martensitic steels, the researchers said they have made their guidelines general enough so that the same 3D printing pipeline can be used to build intricate objects from other metals and alloys as well.
“Strong and tough steels have tremendous applications but the strongest ones are usually expensive — the one exception being martensitic steels that are relatively inexpensive, costing less than a dollar per pound,” said Ibrahim Karaman, Chevron Professor and head of the Department of Materials Science and Engineering at Texas A&M. “We have developed a framework so that 3D printing of these hard steels is possible into any desired geometry and the final object will be virtually defect-free.”
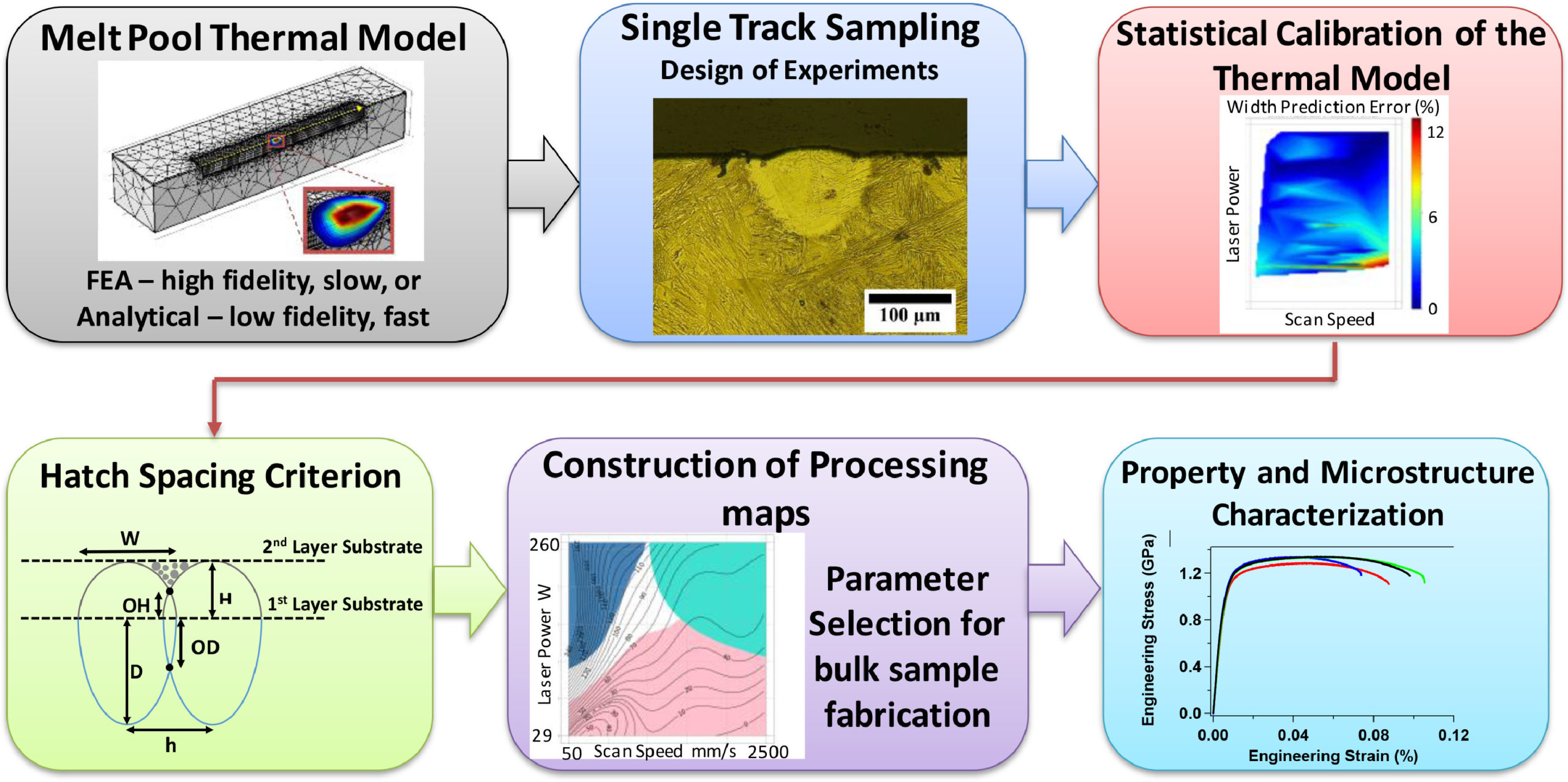
A flowchart summarizing the framework, introduced in this study (Credit: An ultra-high strength martensitic steel fabricated using selective laser melting additive manufacturing: Densification, microstructure, and mechanical properties)
The high-strength, lightweight, and cost-effective martensite steels are formed when steels are heated to extremely high temperatures and then rapidly cooled. The sudden cooling unnaturally confines carbon atoms within iron crystals, giving martensitic steel its signature strength.
Texas A&M claimed that to have diverse applications, martensitic steels, particularly a recently discovered type of low-alloy, ultra-high-strength martensitic steel known as AF9628, need to be assembled into objects of different shapes and sizes depending on the particular application they will be used for, and that’s when additive manufacturing (AM) offers a practical solution.
Stainless steels can be used to 3D print complex designs that are normally impossible to fulfill. 3D printing methods initially used by the team to build complex items were direct metal laser sintering (DMLS) aka selective laser melting (SLM) and also known as Powder Bed Fusion. However, Texas A&M researchers detected that 3D printing martensitic steels using lasers can introduce unintended defects in the form of pores within the material. Moreover, they detected that there is currently no known work describing process-structure-property relationships for AF9628 in the context of AM, something they considered should be systematically studied, focusing on the effects of AM process parameters on the microstructural evolution and resulting mechanical properties of this new martensitic steel.
“Porosities are tiny holes that can sharply reduce the strength of the final 3D printed object, even if the raw material used for 3D printing is very strong,” Karaman said. “To find practical applications for the new martensitic steel, we needed to go back to the drawing board and investigate which laser settings could prevent these defects.”
In an effort to produce high strength parts with a high degree of control over geometry, the researchers presented the effects of the SLM parameters on the microstructure and mechanical properties of the new steel AF9628.
For their experiments, Karaman and his team first chose an existing mathematical model, called Eagar-Tsai, inspired from welding to predict the melt pool geometry, that is, how a single layer of martensitic steel powder would melt for different settings for laser speed and power. By comparing the type and number of defects they observed in a single track of melted powder with the model’s predictions, they were able to change their existing framework slightly so that subsequent predictions improved.
They claim that after a few of these iterations, their framework could correctly forecast, without needing additional experiments, if a new, untested set of laser settings would lead to defects in the martensitic steel.
Raiyan Seede, a graduate student in the College of Engineering at Texas A&M and the primary author of the study, explained that “testing the entire range of laser setting possibilities to evaluate which ones may lead to defects is extremely time-consuming, and at times, even impractical. By combining experiments and modeling, we were able to develop a simple, quick, step-by-step procedure that can be used to determine which setting would work best for 3D printing of martensitic steels.”
Seede also noted that although their guidelines were developed to ensure that martensitic steels can be printed devoid of deformities, their framework can be used to print with any other metal. He said this expanded application is because their framework can be adapted to match the observations from single-track experiments for any given metal.
“Although we started with a focus on 3D printing of martensitic steels, we have since created a more universal printing pipeline,” Karaman indicated. “Also, our guidelines simplify the art of 3D printing metals so that the final product is without porosities, which is an important development for all type of metal additive manufacturing industries that make parts as simple as screws to more complex ones like landing gears, gearboxes or turbines.”

Backscattered electron images of the etched cross-sections of AF9628 ultra-high strength martensitic steel as-printed cubes. The yellow dotted lines indicate melt pool boundaries (Credit: An ultra-high strength martensitic steel fabricated using selective laser melting additive manufacturing: Densification, microstructure, and mechanical properties)
This research, funded by the Army Research Office and the Air Force Research Laboratory, reports a successful methodology to determine optimal processing parameters, like laser power, laser scan speed, and hatch spacing, in selective laser melting AM in order to fabricate porosity-free parts.
The team of researchers effectively used it to fabricate fully dense samples over a wide range of process parameters, allowing the construction of an SLM processing map for the new martensitic steel alloy AF9628. Given the potential of this new high-performance steel, useful for machine tool components, structural components for aircraft gear, automotive parts, and even for ballistic armor plates, creating a new framework offers the potential to 3D print this new material much quicker, providing a powerful tool to many industries.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.









You May Also Like
BLT Touts 100,000 Copper Parts Made
With the significant volume of copper used in electronics, semiconductors, aerospace, defense, and beyond, copper additive has had immense promise from the early days of copper 3D printing at Beamit...
3D Printing News Briefs, March 28, 2026: TCT Asia, Distribution Agreement, FDA Clearance
We’re starting 3D Printing News Briefs this weekend with some news out of TCT Asia, and then moving on to a metal AM distribution agreement between MULTISTATION and WAAM3D. We’ll...
3D Printing Moves Deeper Into Production as Parts Near $110B by 2034
A new report takes a closer look at how much 3D printing is actually being used in real production. The numbers point to a market that is already growing at...
AM Applications Expected to Reach $110B in 2034, New Report Finds
Additive manufacturing may still be a relatively young industry, but the number of real parts being produced with 3D printing is growing quickly. According to a new report from Additive...