Inconel 718 Structures in EBM 3D Printing: Effects of Process Parameters on Contour Properties

Karthik Vaidyalingam Arumugam recently presented a thesis, ‘Effect of Process Parameters on Contour Properties in Inconel 718 Structures Fabricated by Electron Beam Melting’ to Linköping University, expanding further on additive manufacturing with metal.
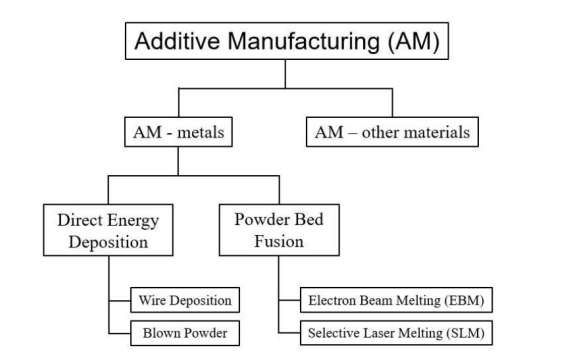
A broad classification of AM process in metals
Nickel alloy Inconel 718 was used to create samples for analysis, as researchers examined the effects of process parameters on contour properties in Inconel 718 (IN718) structures fabricated via EBM. Inconel 718 offers a higher Fe, Mo and Nb content with lower Ti and Al wt% than other Ni-based alloys, offering better strength, corrosion resistance, good weldability, and crack resistance.
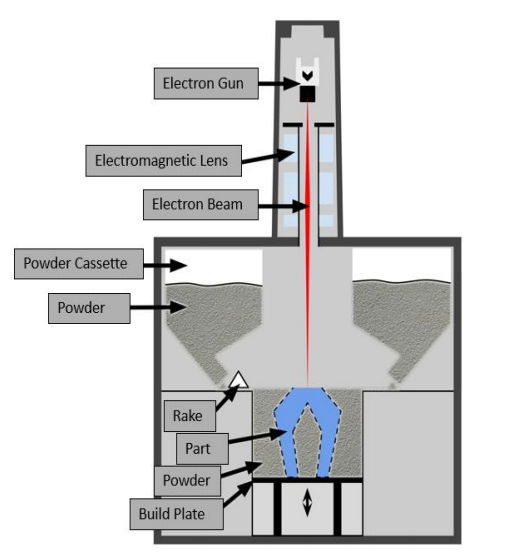
Parts of an EBM machine. Photograph by Sebastian Brandtberg, used with
permission
The EBM process encompasses a variety of build parameters that can be optimized regarding features like the following:
- Beam current
- Speed
- Focus offset
- Scan sequence
- Build temperature
Variations allow for better control parameters like melt pool size, depth of powder melting, and more.
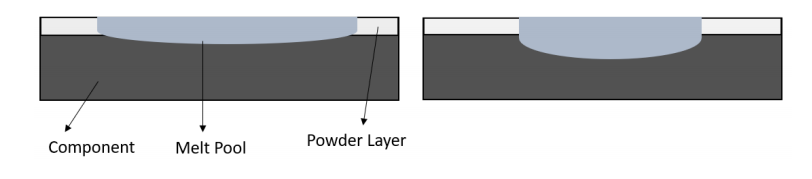
Effect of low focus (left) and high focus (right) on melt pool
Powder is critical to the quality of a part, beginning with characteristics like:
- Size distribution
- Chemical composition
- Morphology
- Flowability
- Density
“These characteristics result in a mixture of measures based on both theoretical and empirical-based methods,” stated the researchers. “It is essential for the powder to have good flowability, as it directly affects the density of the part. A large powder size density (PSD) will lead to poor flowability and a small PSD will lead to poor packing density.”

Arcam A2X EBM machine internal view (left) external view (right). Picture
credit Olov Johansson Berg
Samples for the study were 3D printed at University West on an Arcam A2X EBM machine. Three build parameters were varied during the project, including voltage, focus offset, and speed in printing.
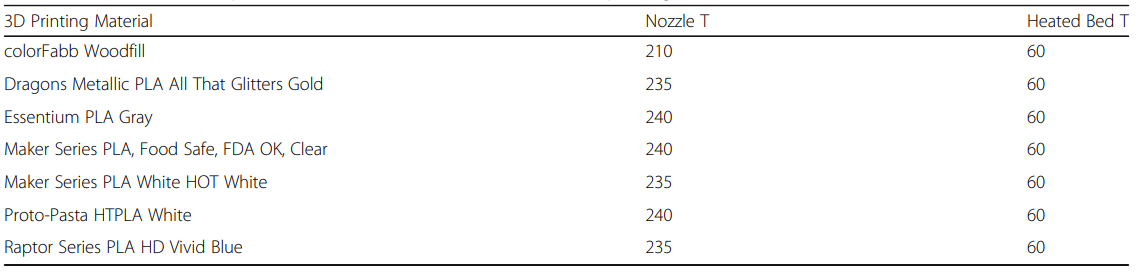
Nominal composition in wt% for Inconel 718 Element W
Thirty-four samples were created overall. Two samples were fabricated with standard parameters and 5mm thickness. The others were 3D printed using 16 different build parameters, with thicknesses varying from 3mm to 5mm. Samples were cut along the build direction, and at mid-width of the tensile bar at an offset of 1-2mm.
“A moderate cutting rate was utilized, and adequate coolant was provided to ensure the samples did not overheat and to maintain a straight cutting line,” explained the researchers.
Hardness testing carried out as per testing standard ISO 6507
After hot mounting and grinding of any sharp edges, samples were polished and then hardness tests were performed, with microstructural investigation following.

Average hardness measurements for various samples under HV1 (1Kg load)
testing condition
“The presence of large lack of fusions and surface defects may have significantly affected the hardness values in case of some samples. Placement of the hardness indents at locations near pores could have resulted in reading that were not exactly accurate. While a series of indents were made to determine the average hardness, it could still prove to be only near optimal readings and not exact. The possible effects of γ” in the microstructure cannot be determined by the experiments carried out in this thesis. This is due to the limitations of the scanning electron microscope,” concluded the researchers.
“Finally, the nature and formation of the grain sizes have been compared for various process parameter. The pictures of grain structure obtained from the light optical microscope for each sample may vary due to factors such as quality of surface finish, etching parameters such as voltage and duration and lastly the light optical microscope parameters. The magnification and quality of images could have affected the comparison and study of the grain structures during the project. While care was taken to avoid all sources of errors, it is not possible to completely remove them.
Researchers today are involved in a wide variety of projects involving electron beam melting processes (EBM) for use with materials like tungsten, in applications like orthopedics, and in relation to biocompatibility. What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com.
[Source / Images: ‘Effect of Process Parameters on Contour Properties in Inconel 718 Structures Fabricated by Electron Beam Melting’]Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.









You May Also Like
BigRep Launches ONE.5X 3D Printer, Announces New Massive Dimension Partnership at RAPID + TCT 2026
As the whole world is starting to realize, the Hormuz supply chain fallout is only just beginning to filter into the global economy, and the rising cost of plastics should...
3D Printing’s Chicken-and-Egg Problem: No Demand Without Scale, No Scale Without Demand
There’s a simple problem at the center of the 3D printing industry, and it hasn’t really gone away. Companies say they will invest in additive manufacturing when there is steady...
Orano Federal Services & UNC Charlotte Show How AM Could Cut Costs in Nuclear Energy Resurgence
Outside of the defense sector, few industries have been impacted by Russia’s ongoing occupation of Ukraine more than nuclear energy. The same appears to already be happening in response to...
EOS to Spotlight AI, Robotics, and Industrial Tooling at Hannover Messe
The US-Israel war on Iran is already catalyzing the sorts of major shifts to global supply chains that will effectively amount to permanent economic changes. In this context, the nations...