

Comparing Surface Finish and Post-Processing Methods for SLM 3D Printed Parts


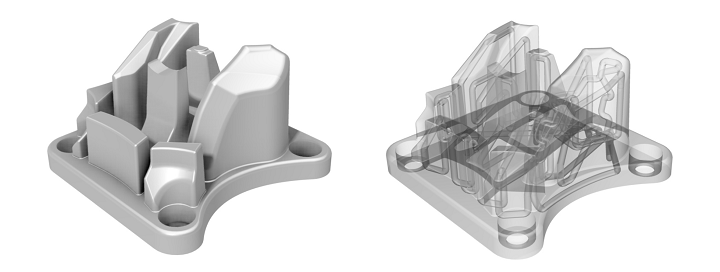
It’s not easy to produce parts that contain internal cooling channels using traditional manufacturing methods, which makes 3D printing an attractive option for easy, precise integration of these channels – very helpful when it comes to hydraulic components, tool and die making, and aerospace applications. Internal cooling channels help decrease warping and overall cool down times, and can also help achieve higher quality for injection molded components. 3D printing makes the process less lengthy and expensive, and can achieve excellent finishing results.
Together with the chemical and mechanical engineering departments of the Politecnico di Milano in Italy, researchers from surface finishing supplier Rösler Italiana S.r.l. completed a comprehensive study focused on automated post processing technologies, like surface smoothing and residual powder removal, for components with these internal cooling passages. In the study, the team looked at three different surface treatment methods: conventional mass finishing, shot blasting, and chemically supported mass finishing.

To conduct their study, the team used an M3 post-processing machine from Rösler Group’s brand AM Solutions, which specializes in post processing 3D printed components. AM Solutions offers a range of related equipment that perform tasks such as residual powder and support structure removal, unpacking, surface cleaning and smoothing, high gloss polishing, and surface preparation for coating 3D printed components.
The M3 is a fully automated post processing solution, and offers consistent finishing of 3D printed components, without requiring any manual work. The machine offers:
- closed system
- ergonomic work piece handling
- automatic handling and unloading
- optional automated cleaning and drying stage
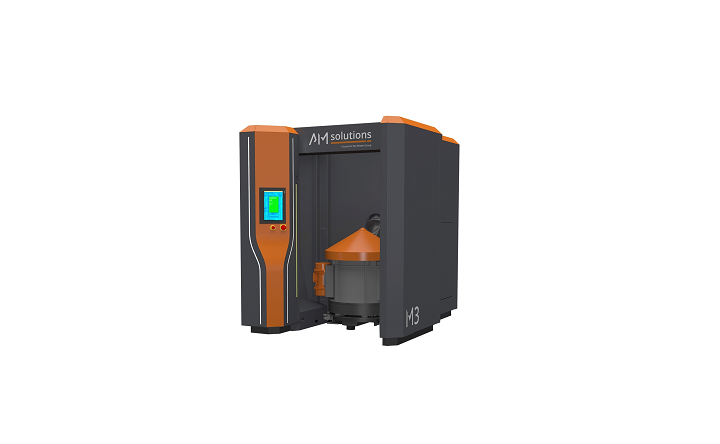
The further development of the M3 post processing system from AM Solutions allows the economical, automated post processing of 3D printed components, not only externally but also on the surface of difficult to reach internal passages. To date this could only be achieved by time consuming manual finishing operations.
“The precise dosing of grinding media and compound with a special replenishment, respectively, dosing system and the equipment “Start” function are also fully automated,” a Rösler press release states about the M3. “Depending on the surface finish requirements several grinding and polishing processes can be run in sequence.”
Selective laser melting (SLM) is the 3D printing method that’s used most often to fabricate tooling components, as it makes pieces that have great shapes and are “extremely dense,” according to the press release. However, the parts do have high surface roughness, and residual powder has to be removed from the channels, both of which can “negatively impact the functionality of the work pieces resulting in reduced flow rates due to high friction, turbulences, pressure loss in the system and loose particles that can damage other equipment.”
SLM 3D printing
Mass finishing is one surface treatment method that can be used to help achieve better surface quality by smoothing the internal and external surface areas of the components. During this process, the parts are immersed into a bowl that’s been filled with “special processing media,” and dedicated compounds are then added. The vibrations make everything move in a spiral motion inside the bowl, and the “rubbing” of the media against the components causes a smoothing and grinding effect, which results in better surface quality.

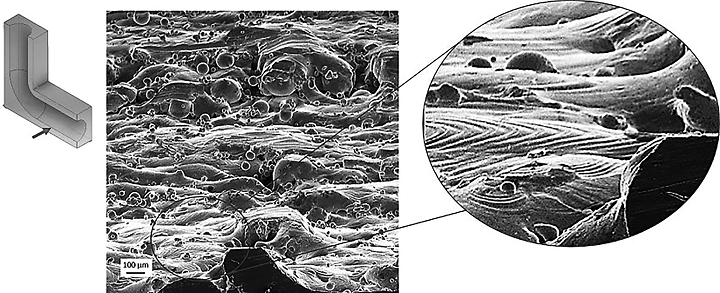
Considering the surface structure of the internal passages and the initial high surface roughness of the 3D components, the trials clearly showed that the chemically supported mass finishing method produced the best finishing results.
In the study, 3D printed parts with different shapes and internal passages were treated with conventional mass finishing, shot blasting, and chemically supported mass finishing. The parts had inner passages with different diameters of 3, 5, 7.5, and 10 mm, and interestingly enough, each of the three surface treatment systems achieved similar results, which shows that surface quality can be improved with any of them. The first two stated methods were consistent in their removal of roughness peaks, but chemically supported mass finishing offered the best results.
“All three treatment methods improved the surface roughness readings on the internal channel areas,” the press release states.
The work pieces that were completed with chemically supported mass finishing had the smoothest surface and lowest surface roughness values (Ra of 0.7 µm), showed the typical chemically accelerated finish, required the least lengthy cycle time, and “showed that the final roughness values were more or less identical in the vertical and horizontal internal passages.”

With all three processing methods the achieved surface roughness values in vertical as well as horizontal internal passages were nearly identical.
Something else the study proved is that mass finishing – without affecting the geometry of the channels – can create a smoothing effect on the internal surface passages. The treated areas did not have any loose powder remnants or powder splatters.
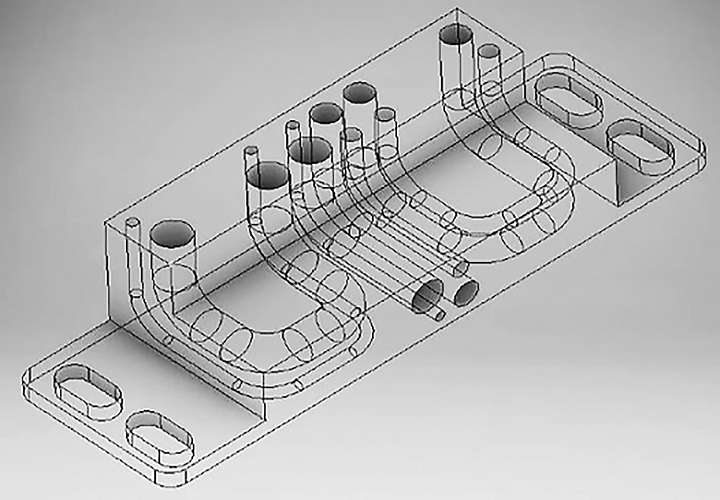
The trials were conducted with different geometries containing inner passages with diameters of 3, 5, 7.5 and 10 mm.
Discuss this research and other 3D printing topics at 3DPrintBoard.com or share your thoughts in the Facebook comments below.
(Photos: Rösler)
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
NASA Selects Relativity Space for Mars Science Mission
NASA has selected Relativity Space as its commercial partner for a new Mars science mission scheduled for launch in 2028, giving another boost to one of the most well-known additive...
AM Asia Watch: China’s 3D Printing Boom Is Creating a New Class of Micro-Manufacturers
China’s additive manufacturing (AM) industry has spent years trying to reduce its reliance on foreign technology. In polymer 3D printing, domestic companies have already become major players. In metal AM,...
Excellent Desktop Injection Molding, Made in Italy by Robot Factory
I was captivated when I saw my first Robot Factory 3D printer. The robust, precise machine was built to last. And this was in an era of very flimsy, disposable,...
Divergent Declares that German 3D Printers are Superior, And Plans Massive LPBF Expansion
Divergent has announced a new version of its Laser Powder Bed Fusion (LPBF) printer and a new site. The company aims to do nothing short of “further accelerating its mission...






























