

3D Printing Studied as a Way to Produce Tooling for Injection Molding


Injection molding is one of the more traditional manufacturing technologies that 3D printing is striving to replace – at least in some applications. 3D printing will likely never fully replace it, but will rather be used alongside it as a complementary technology. Already 3D printing has shown its value to injection molding as a cheaper, faster way to create tooling, for example. In a thesis entitled “Tooling for Injection Molding Using Laser-Powder Bed Fusion,” a University of Louisville student named Mohith Ram Buxani takes a closer look at using 3D printing to create tooling for injection molding.
The injection molding industry has always suffered from high costs and long lead times for tool making. 3D printing is an alternative method of creating tooling, saving time and money.
“There are various studies that approach the 3D printing route for the fabrication of tooling for injection molding,” says Buxani. “Additionally, there are studies that involve the use of simulations for the evaluation of part-design. However, there were minimal studies found that integrated these perspectives together and evaluated the performance of L-PBF (laser-powder bed fusion) fabricated molds. Therefore, this study has taken on the challenge of integrating the individual expertise of each industry to create a supply chain collaboration.”
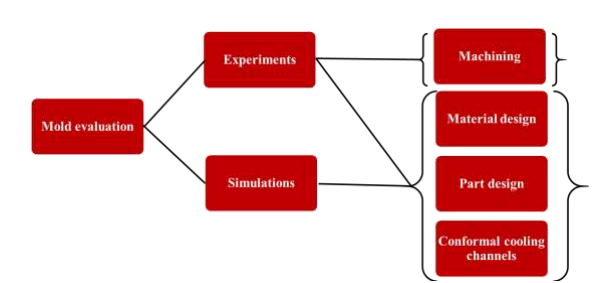
Buxani’s research group 3D printed multiple tools for injection molding using a variety of materials and machines that achieved good mechanical properties. The study focuses on evaluating L-PBF fabricated molds using experiments and simulations examining several categories: post-machining, part design, material design and conformal cooling channels. The first part of the study uses injection molding experiments and computer aided simulations to understand the effects of single-sided L-PBF fabricated mold cavities on injection molded part quality and molding material composition. The next part of the study uses experiments and simulations to evaluate L-PBF fabricated core-and-cavity tooling with conformal cooling channels.
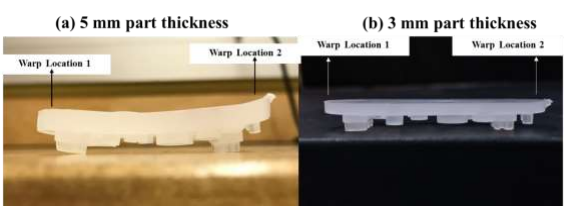
In the first part of the study, a mold cavity was selected in the form of an elliptical-shaped keychain. 17-4 PH stainless steel was used to 3D print the mold. Trials were run with the a version of the mold as printed, as well as one that had been machined, using both physical injection molding processes and computer simulations. The injection molded parts were greatly improved using the machined mold. The experiments also concluded that parts with thin walls tend to cool more quickly and achieve better part quality in terms of sink marks and warpage. The location of sink marks and warpage could be accurately predicted in computer-aided simulations, but their magnitude was not well described.
Another conclusion was that 3D printed molds can help identify improvements in part design, material composition of polymers, and simulation methods more quickly than traditionally manufactured molds.
In the second set of experiments, conformal cooling channels were 3D printed into the tools.
“In traditional manufacturing, conventional cooling channels are straight-hole passages built into the injection mold insert to decrease cooling time and increase temperature uniformity for part quality,” Buxani states. “However, design constraints in traditional manufacturing do not always allow conventional cooling channels to cool down a complex part uniformly.”
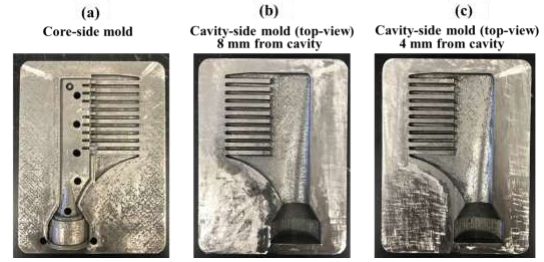
Additive manufacturing enables the production of mold inserts with conformal cooling channels, which are cooling passage holes that follow the part’s geometry, cooling the part in a much more uniform manner. The research team 3D printed two cavity-side molds with conformal cooling channels at different depths: 8 mm and 4 mm. These molds were evaluated using experiments and mold-filling simulations. The simulations indicated that the conformal cooling channel design influenced the surface temperature distribution of the part. However, simulations indicated no alleviation by conformal cooling channels in the center temperature of the thickest region. There was not a significant difference in part quality or cooling with the incorporation of conformal cooling channels for these particular mold designs; additional designs need to be tested.
Discuss this and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
3D Printing News Briefs, June 13, 2026: Management Changes, Project Calls, & Wheelchairs
We’ll kick this weekend’s 3D Printing News Briefs off with some advisory board and management changes, and then move on to project call news. We’ll end with some heartwarming stories...
Soiboi Soft: Making Soft Robotics & Microfluidics Genius Look Easy
Many YouTubers are talking heads with a keyed-up, almost manic, enthusiasm. In 3D printing, some give useful reviews. We’re also getting people who are showcasing very good 3D printing advice....
Scientists Create Stretchy 3D Printed Implants for High Blood Pressure Treatment
Researchers at Pennsylvania State University (Penn State) say they may have found a softer, less invasive way to treat severe high blood pressure. In a new study published in the...
Harvard’s Jennifer Lewis Lab Is 3D Printing Artificial Muscles That Twist and Bend on Demand
Researchers at Harvard John A. Paulson School of Engineering and Applied Sciences (SEAS) have developed a new way to 3D print materials that can move on their own, bending, twisting,...
































