
Short Carbon Fibre-Reinforced Polyamide Using FDM 3D Printing vs. Polymer Injection Molding

Researchers from Spain are investigating more effective 3D printing materials with different techniques in the recently released ‘Investigation of a Short Carbon Fibre-Reinforced Polyamide and Comparison of Two Manufacturing Processes: Fused Deposition Modelling (FDM) and Polymer Injection Moulding (PIM).’
FDM 3D printing is extremely common for digital fabrication by users on all levels, beneficial due to affordability and accessibility—and offering a way to create complex structures for many different applications today, from medical to bioprinting, automotive, and aerospace. Selective laser sintering (SLS) and selective laser melting (SLM) are also methods preferred in manufacturing today, although the researchers note that FDM 3D printing is ‘more developed,’ with the following popular polymers:
- Acrylonitrile butadiene styrene (ABS)
- Polylactic acid (PLA)
- Polyvinyl alcohol (PVA)
- Polyamides (PA)
- Polyether ether ketone (PEEK)
Poor mechanical properties are an ongoing issue, related to varying parameters, issues with adhesion, and materials which are not suitable. Composites are often used as a solution, with many different projects employing additives making up new materials like bronze PLA, composite hydrogels, and numerous metals. Carbon and glass are common additions used for strengthening the polymeric matrix, but the researchers note that they have not been the subject of comprehensive studies.
CarbonX™ CF-Nylon from 3DXTECH was used with an Ultimaker 2 Extended + to fabricate the samples, designed with Autodesk Inventor, and sliced with Cura 3.5.1.

Stereomicroscope images (×1.25) of the appearance of the injected and different patterned printed samples.
The authors, comparing 3D printing and injection molding capabilities, evaluated fiber length first.
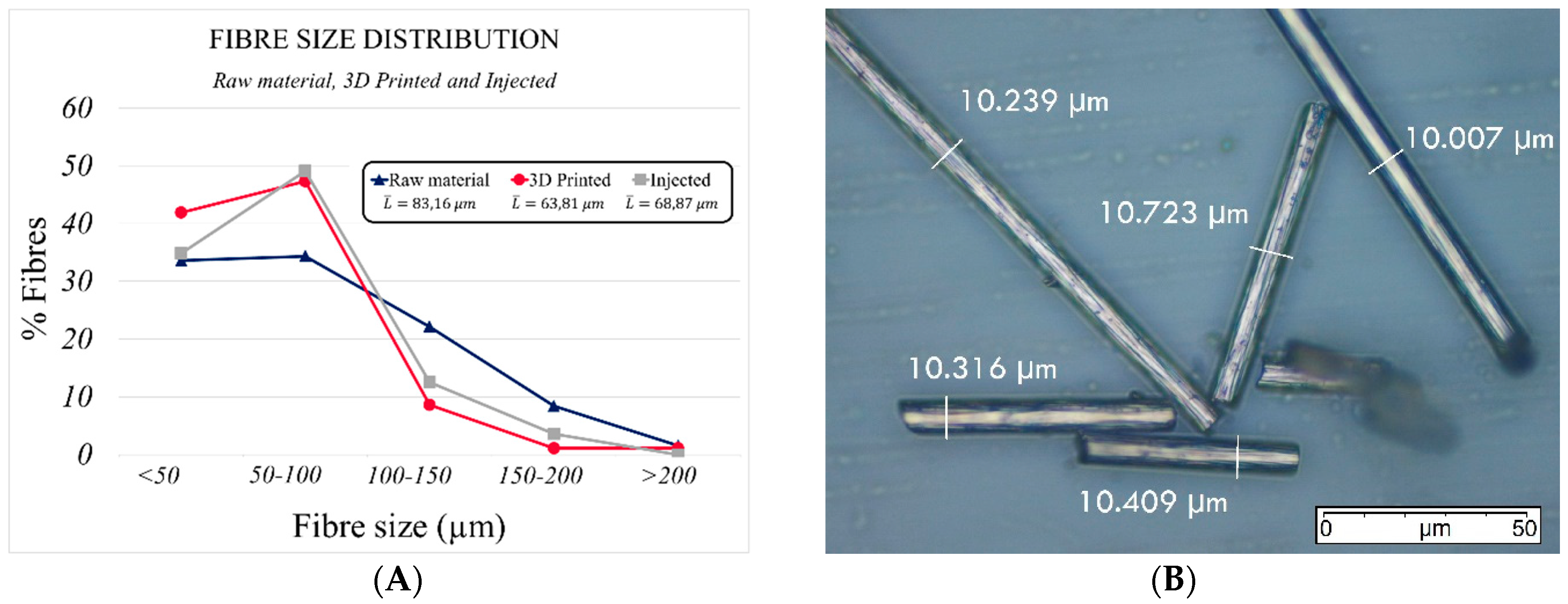
Results of the fibre length distribution in the raw material, injected and printed samples (A) and measurement of diameters in fibres using 400× with a microscope (B).
“The critical length obtained by Equation (1) was Lc=253 μm. Therefore, as the length of the fibers inside the matrix was shorter than the critical theoretical value, the reinforcing effect would be lower than for a fiber length longer than the critical one, especially in the tensile test,” explained the researchers. “Nevertheless, fibers with a longer length than the critical one was observed after both manufacturing processes; that is, 3D-printing and injection molding. As a result, the reinforcing effect would take place, but to a lower extent and only as a result of the longest fibers.”
Results also displayed no variations in the crystallization peak, whether evaluating the start or ending point.
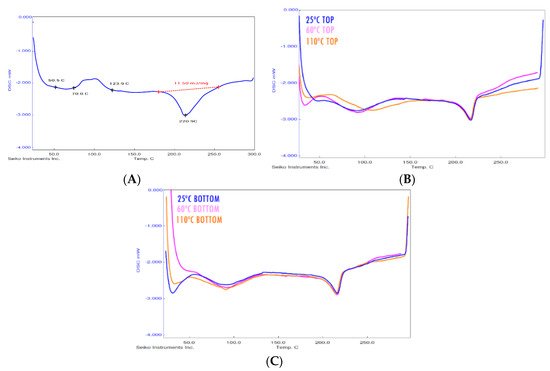
The DSC analysis of the samples printed at different built plate temperatures to analyse the influence of the thermal environment on the degree of crystallinity. The DSC analysis of raw material is shown in (A), the top parts are the analyses shown in (B) and the bottom parts are the analyses shown in (C).
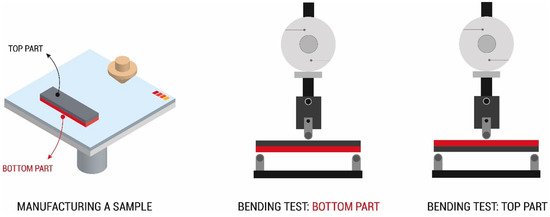
Positioning samples in the bending test, labelled (top and bottom) according to printing placement.
‘Marked differences’ were found when comparing 60 percent and 100 percent filled parts—with infill density showing a noticeable impact on mechanical parameters.
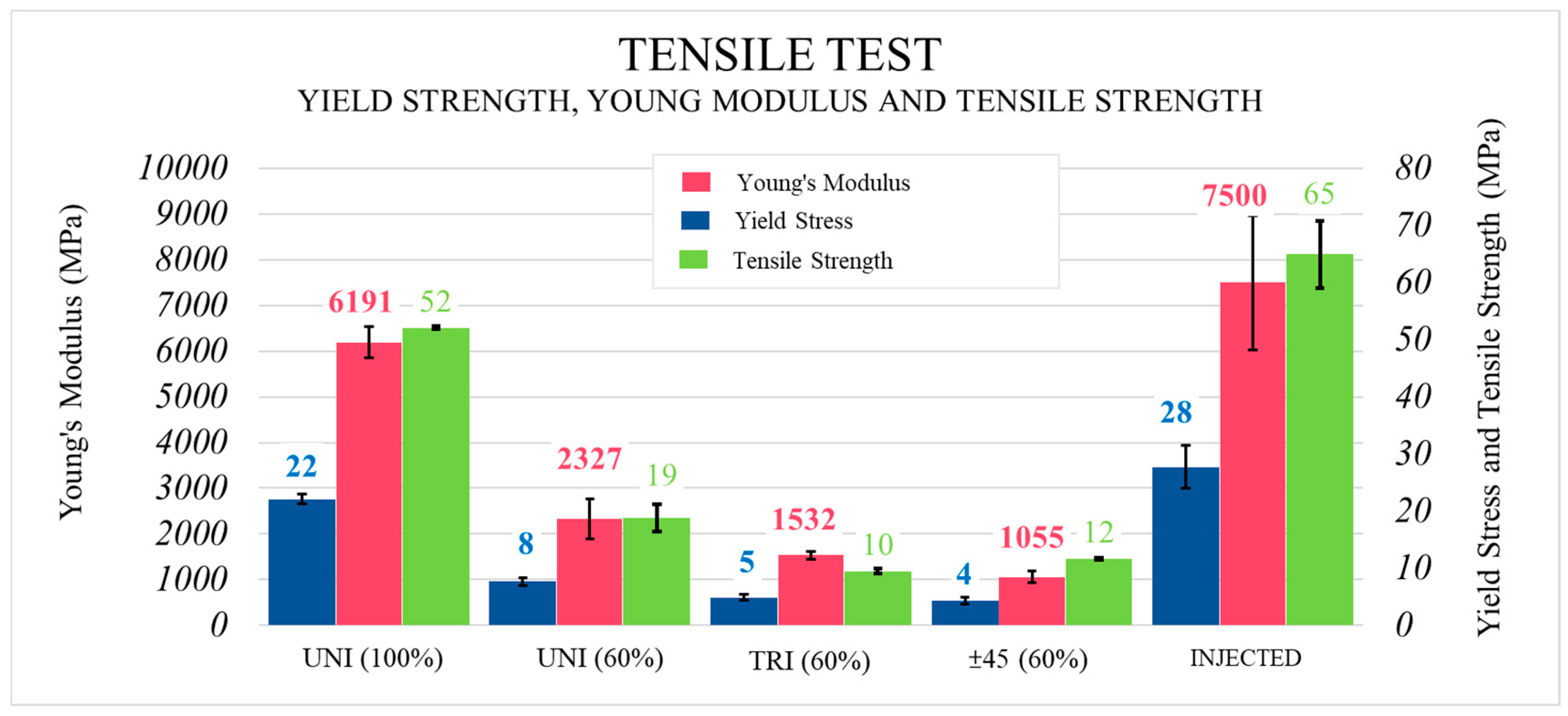
Tensile test. Results obtained for Young’s Modulus, yield strength and tensile strength of the injected and 3D printed samples.
“Compared to tensile tests, compression tests revealed a more similar behavior of 3D printed parts and IM parts (only 4% improvement). Printed samples had higher stiffness values than the IM parts,” concluded the researchers. “This phenomenon has not been reported by other researchers. The selection of pattern is a determinant in this case since a hardening effect with the strain appeared for those manufactured using a non-unidirectional pattern, but without reaching the best results.
“The comparison between the tensile and compression tests revealed that this reinforced polyamide did not behave the same under compressive and stretching loads, regardless of the manufacturing process. Consequently, as previously reported in the literature, it is crucial to analyze the application for which parts are designed. These outcomes are a novel contribution to the existing literature.”
What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com.
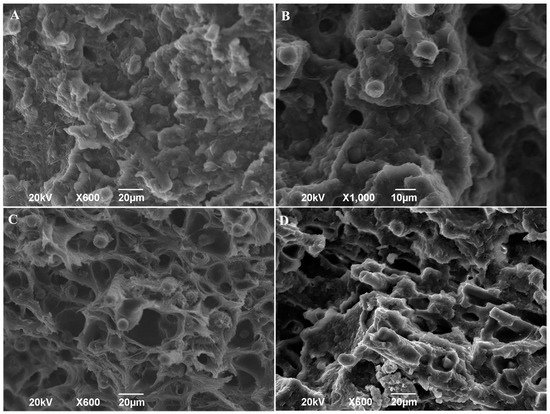
Fractographies of tested tensile samples: (A) Injection moulding 600×; (B) injection moulding 1000×; (C) 3D printed unidirectional 0° 600×; (D) 3D printed ±45° 600×.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
You May Also Like
3D Printing Unpeeled: New Arkema Material for HP, Saddle and Macro MEMS
A new Arkema material for MJF is said to reduce costs per part by up to 25% and have an 85% reusability ratio. HP 3D HR PA 12 S has been...
3D Printing News Briefs, January 20, 2024: FDM, LPBF, Underwater 3D Printer, Racing, & More
We’re starting off with a process certification in today’s 3D Printing News Briefs, and then moving on to research about solute trapping, laser powder bed fusion, and then moving on...
3D Printing Webinar and Event Roundup: December 3, 2023
We’ve got plenty of events and webinars coming up for you this week! Quickparts is having a Manufacturing Roadshow, America Makes is holding a Member Town Hall, Stratafest makes two...
Formnext 2023 Day Three: Slam Dunk
I’m high—high on trade show. I’ve met numerous new faces and reconnected with old friends, creating an absolutely wonderful atmosphere. The excitement is palpable over several emerging developments. The high...




























