

Delivering Medical Implants on Time with Simulation


Metal powder bed processes hold enormous benefits, making highly personalised medical devices that were not feasible through machining possible, but there are pitfalls when printing parts using selective laser melting (SLM) due to the unpredictable distortions that occur during and after the part. Virtual validation is helping to stabilize the process for certain parts to avoid these errors before manufacturing and improve efficiency for highly customised parts.
Metal powder demand took off in 2019, with 40% recent year-on-year revenue growth, according to The Wohlers Report, and medical device manufacturing is at the forefront with machines running 24/7 and often completely replacing traditional methods. Medical implant workflows are the embodiment of agile new data-driven workflows, where a surgeon treating a patient is able to customise treatment and carry out life-changing surgery within a week – but this need for high quality implants that are delivered within days requires confidence in print quality.
Medical device design requires the ability to manufacture geometries that are tailored to the human body, especially when that device is in vivo (within the body). A CAD designer can easily create a digital representation of a Rubik’s cube that can be converted into an engineering model in Computer Aided Engineering (CAE) tools but defining the geometry of human anatomy usually starts with MRI scanning the patient.
Additive manufacturing is ideal for patient-specific implants. No expensive tooling is required, and surgeons have plenty of freedom to product complex geometries and optimise the topology of the device. Furthermore, the titanium powders typically used are biocompatible, offer high strength when printed effectively. Quality and lead time are paramount for implants and it’s not uncommon for a manufacturer to print three parts so that they can choose the best quality implant to ship. There is a reputation and cost imperative to iron out distortions and other defects common on SLM processes and increase confidence that implants are right the first time.
Production practicalities
In SLM processes, a fine metal powder is melted layer by layer using a laser. The base plate is moved downwards accordingly so that a further layer of approximately 20-100μm powder can be applied. Practical decisions about the build preparation process can greatly influence the dimensional stability of the final part, and the speed and cost of production.
For example, when printing a single part, it can be advantageous to position it horizontally to ensure fast printing and to save machine costs. Where multiple parts can be manufactured together, vertically-oriented positioning is preferred to optimise the utilisation of the build space – which is typically only 250mm by 250mm for SLM.
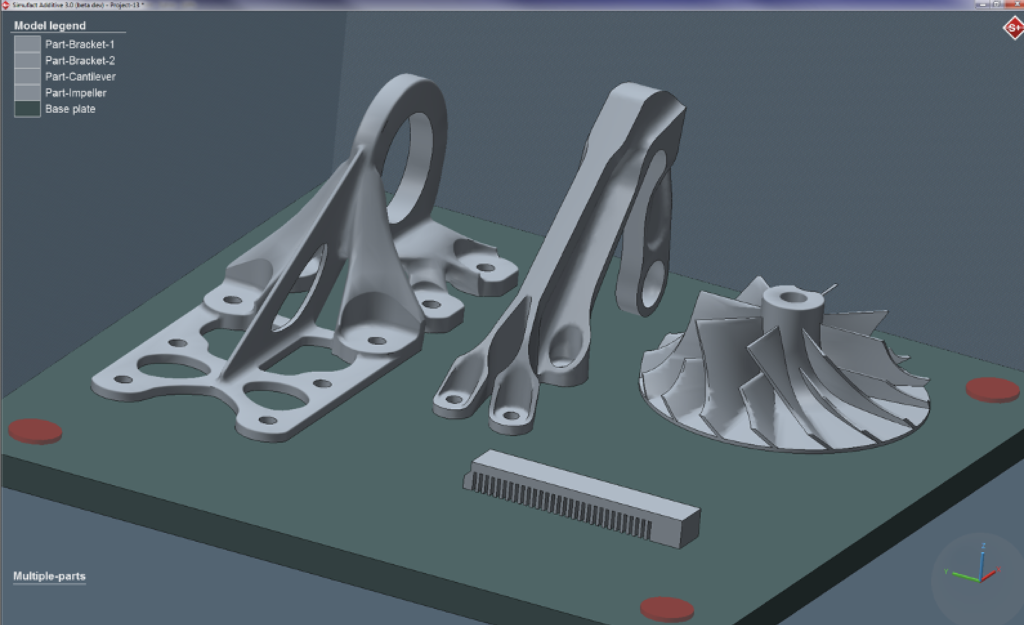
Optimising print orientation within the build space with Simufact Additive
It’s common for medical implants to have complex geometries and filigrees, and these require support structures to be added. By applying build process optimization, the use of support structures can be reduced to reduce cut waste and minimize post-processing steps. Integrating workflows can provide immediate benefits, for example the Simufact Additive process simulation can exchange data with Materialise Magics or directly create its most common support structures.
A perfect fit requires patience
The better process knowledge and data you have, the easier it is to step back, predict the outcome and mitigate problems. In SLM, the repetitive application of new layers of hot material that subsequently shrink leads to global distortion compared to the desired geometry. Furthermore, residual stresses are generated which can accumulate to a point where cracks appear and can grow during the manufacturing process.
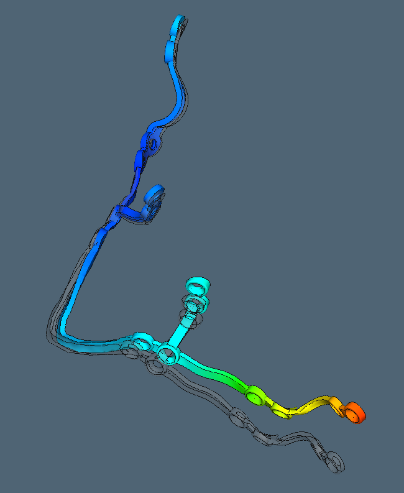
Distortion of a craniomaxillofacial implant after printing compared to the original geometry (grey).
Today, most AM processes also require subsequent finishing processes to cut the part from the base plate and remove support structures. These processes must be considered as part of the AM workflow, because they can result in distortions that mean a part deviates from the final geometry required. Thin-walled and filigree geometries can be particularly susceptible to distortion, depending on their orientation and the design of the build preparation and process determines its extent. Using process simulation tools such as Simufact Additive, embedded know-how makes it possible to predict the effect of stresses in advance and design a process that will that avoid distortion at the build preparation phase.
Improper local conditions can lead to micro-scale defects such as pores or binding errors which weaken the part locally and can promote failures during manufacturing or in-service. Going forward, expect to see processes further optimised to deliver high quality outcomes with validation from computed tomography (CT) scanning tools that provide fully digitalized CAD to printed geometry comparisons. Inspecting inside an implant or medical device is essential for quality assurance today but going forward applying that data as feedback for process simulation will increase model accuracy and enable smarter digital workflows.
Simufact Engineering is part of Hexagon’s Manufacturing Intelligence division. For more details please visit www.simufact.com and stop by booth #302 at the Additive Manufacturing Strategies Conference.
Mirja Mente, Sales Consultant, Simufact Engineering
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
AMPulse Asia: Creality IPO Headlines APAC 3D Printing Market Roundup
Asia’s additive manufacturing sector spent the back half of May moving capital and capacity, not just demos. Chinese desktop and consumer printer makers pushed onto public markets, metal powder producers...
Blue Origin’s New Glenn Explosion Comes During Major Manufacturing Push
Blue Origin‘s orbital New Glenn rocket exploded during a hot-fire test at Launch Complex 36 in Cape Canaveral on May 29, setting back the company’s launch ambitions at a time...
Aibuild Says New FETS Simulation Tool Is 10,000x Faster for AM
Aibuild has launched FETS for Additive Manufacturing, a Finite Element Thermomechanical Simulation tool that lets you simulate stress, distortion, thermal effects, and thermomechanical effects. The solution has been optimized for...
AI CAD Tools for 3D Printing: An Overview
There is a bevy of AI-to-CAD tools coming out. Some are finding users; some are raising millions in funding. Many new ones are coming out all the time, so we...


































