
Velo3D’s Metal 3D Printer Tackles Design and Build Limitations


![]() After working under the radar for many years, California-based VELO3D finally emerged as one of the most promising startups in August 2018 with the release of its Sapphire metal 3D printer. The company developed a metal printing process with more design freedom in metal, able to print complex geometries below 45 degrees, and reduce part costs by 30 to 70 percent, which would make more 3D printed parts possible. Based on the company’s Intelligent Fusion technology, the system comes with fewer constraints than other printers, becoming the only metal laser system with support-free capability and an end-to-end integrated workflow, which many consider will change metal 3D printing forever.
After working under the radar for many years, California-based VELO3D finally emerged as one of the most promising startups in August 2018 with the release of its Sapphire metal 3D printer. The company developed a metal printing process with more design freedom in metal, able to print complex geometries below 45 degrees, and reduce part costs by 30 to 70 percent, which would make more 3D printed parts possible. Based on the company’s Intelligent Fusion technology, the system comes with fewer constraints than other printers, becoming the only metal laser system with support-free capability and an end-to-end integrated workflow, which many consider will change metal 3D printing forever.

Brian Spink
Now, thanks to a free webinar hosted this month by the company’s Applications Engineering Manager, Brian Spink, the firm is taking metal 3D printing engineers and specialists through the design process for VELO3D’s Sapphire System, discussing the considerations to keep in mind when selecting parts for their printer, including a deep understanding of angle and floating geometry guidelines, as well as their advanced non-contact recoater mechanism (a truly revolutionary invention).
“Designing parts for VELO3D‘s Sapphire printer has fewer restrictions than other systems. In fact, you may not need to redesign your parts at all since the technology can print support-free in a wider range of geometries and has overcome the 45-degree rule, with a first print success rate of 90 percent, and parts that meet and exceed metal manufacturing density requirements over 99.9 percent,” suggests Spink.
VELO3D‘s Sapphire printer is a next-generation laser fusion metal AM system designed for advanced 3D metal printing. While conventional 3D printing systems often require supports for any geometry below 45 degrees, VELO3D’s Sapphire uniquely enables engineers to realize designs with overhangs lower than 10 degrees, and large inner tubes up to 40 mm without supports. Some applications can even be printed free-floating in the powder bed, built layer by layer in Inconel 718 (IN718) or Titanium alloy (Ti6Al4V), using two powerful kW lasers and a patented non-contact recoater. The technology is designed from the ground up with high volume manufacturing in mind featuring a 315 mm diameter by 400 mm height build envelope. Additionally, and to maximize productivity, Sapphire also features integrated in-situ process metrology that enables first-of-a-kind closed loop melt pool control.

Sapphire laser fusion system
The development is truly a game-changer. Users typically had to go through an iterative redesign process in order to make parts that are suitable for additive manufacturing, meaning an extra design effort. During the webinar, the expert explained that there is no support needed for overhangs over 15 degrees for both materials: Inconel and Titanium. Usually, supports have to be designed up-front in order to keep the parts from warping, and then, once the part is built, they have to be removed, which leads to costly post-processing.
“In general, the way people address residual stress along the part is to just add support material. Supports help, but they are not the only way to build and they also introduce other issues, such as restraining or anchoring the part down to keep it from warping up and also acts as energy sync,” Spink said. “There are major drawbacks to these supports which is why VELO3D does not want to include them, allowing for some unique processes to run through.”
VELO 3D controls the thermal/mechanical behavior of the geometry through proprietary hardware and advanced process controls. The system recognizes many more unique geometries, especially using angle based rules to apply unique processes to the geometries, to avert more control and have a fuller experience without breaking down.
“Another added level of control that VELO3D has introduced is a closer control for certain process parameters,” Spink continued. “We have a couple of sensors that monitor the melt pool in real time, and using this data we can recreate a close loop that can adjust the laser parameters–also in real time–to help control the consistency of the melt pool and avoid breakdowns.”
A heat exchanger made in Inconel
“In some of these cases, we are taking something that couldn’s be done with any other AM process and enabling it on the VELO3D system, such as with dome closures where internal cavities have manifold type geometries that can be printed using the firm’s technology without adding support.”
According to Spink, being able to print the feature without supports is highly dependent on the angle normal to the surface, but also on other driving factors that determine angle-based rules, including the curvature of the leading-edge of growth of the part, the number of layers the geometric feature propagates, the laser angle of incidence relative to the angle of growth, and other local geometric characteristics that affect how the energy is being absorbed and how the melt pool is behaving locally.
“Every geometry is unique so its hard to generalize an exact rule for an infinite amount of parts, this is why we are attempting to give the users a couple of proxies and a handfull of rules on simple geometries so that they may interpolate them on other geometries they are experiencing with.”
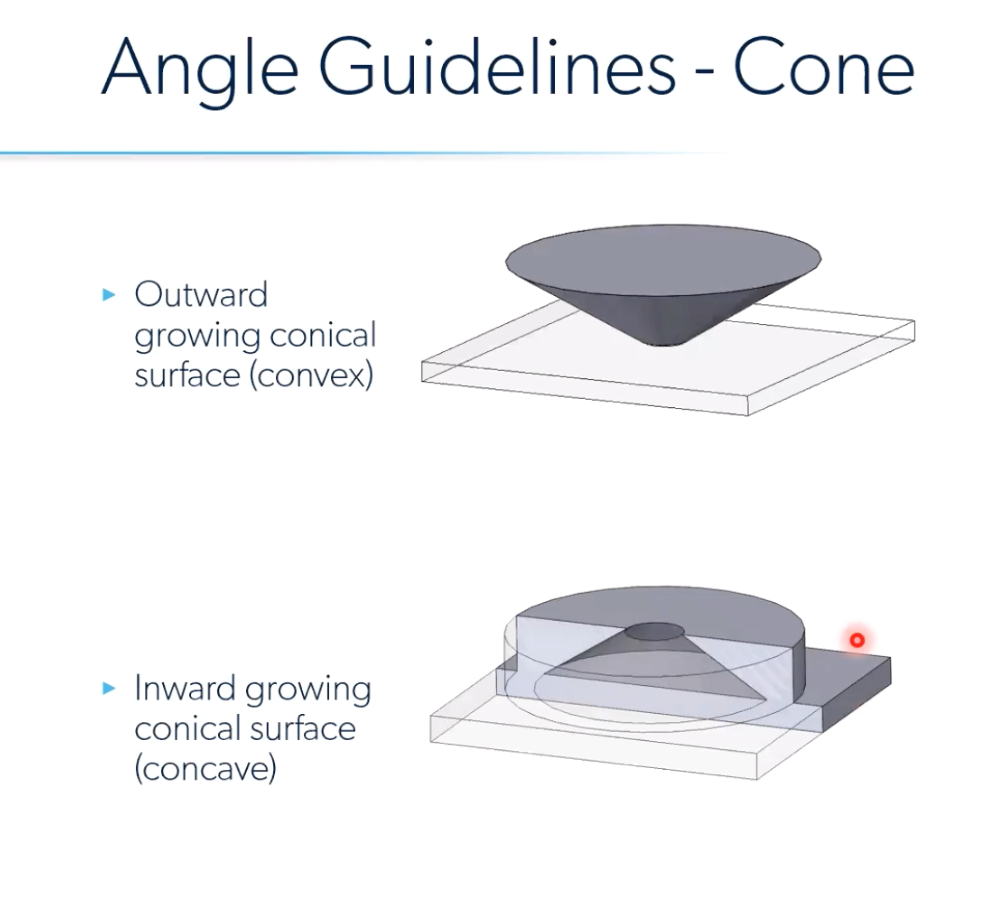 The specialist explained how to deal with plane and conical geometrical shapes, suggesting, via a “Probability of Breakdown” graph, whether and when the geometry needs to be constrained. The angle guidelines for the conical shapes–which are simple proxy– reveal that an outward growing conical surface (convex) has a higher probability of breakdown once it goes above a full height of 5 mm, meaning it is quite risky, and at 10 mm it behaves at very high risk. Spink suggests that in this cases two basic forces are working together that may lead to breakdowns: global residual stress which is shrinking each layer by pulling the geometry inward towards the local mass, and the other is a skin process that forms a ring around the geometry that contracts and wants to pull it inward.
The specialist explained how to deal with plane and conical geometrical shapes, suggesting, via a “Probability of Breakdown” graph, whether and when the geometry needs to be constrained. The angle guidelines for the conical shapes–which are simple proxy– reveal that an outward growing conical surface (convex) has a higher probability of breakdown once it goes above a full height of 5 mm, meaning it is quite risky, and at 10 mm it behaves at very high risk. Spink suggests that in this cases two basic forces are working together that may lead to breakdowns: global residual stress which is shrinking each layer by pulling the geometry inward towards the local mass, and the other is a skin process that forms a ring around the geometry that contracts and wants to pull it inward.
Otherwise, an inward growing conical surface (concave) geometry at a 10-degree angle is very stable and does not require support because the probability of breakdown is very low.
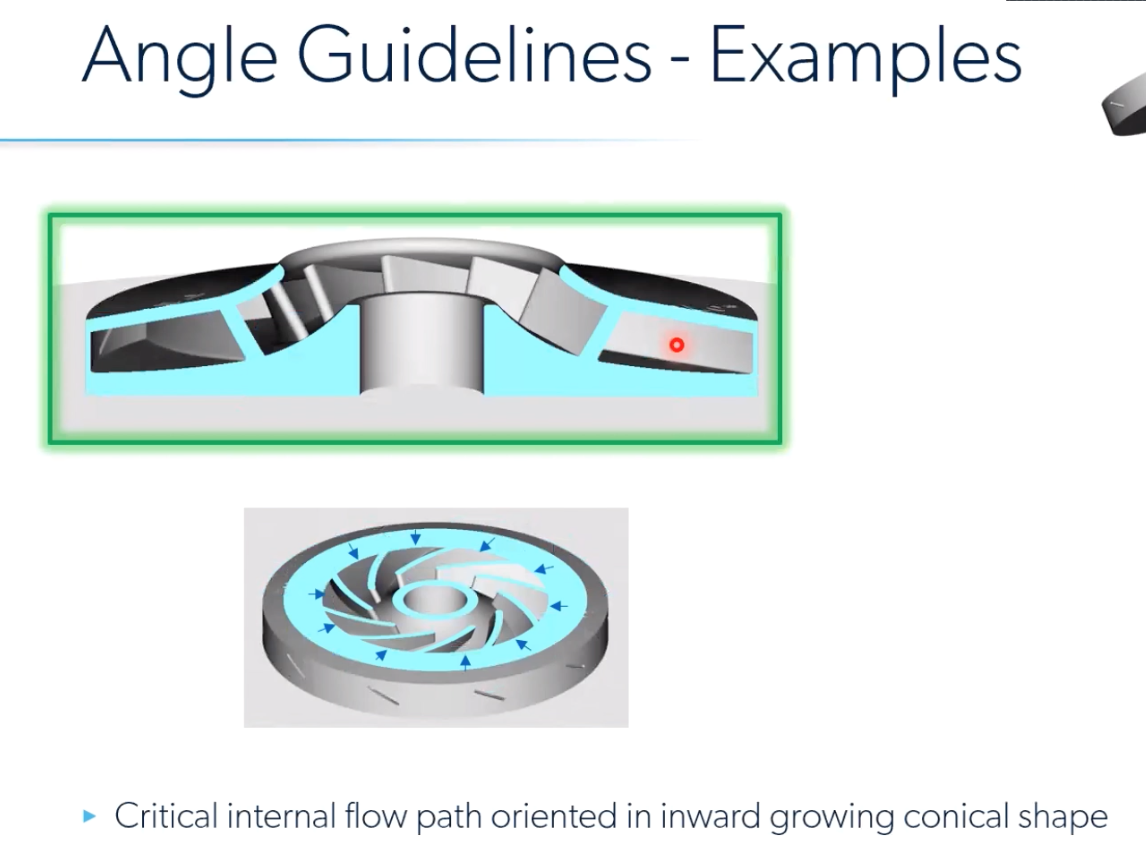
Example: strut and impeller mock up
To better understand how conical geometries work in VELO3D, Spink suggests looking into a strut and impeller example, which has a critical internal flow path when it is oriented in an outward growing conical shape (convex) and if it is not supported, there is a high risk of breakdown. This conical shape is going to behave pretty unfavorably and put the user at a higher risk when he or she avoids adding supports. So by flipping it into a concave conical shape, the relatively high-risk downfacing surface keeps the same angle range but the general shape is an inward growing conical one that can maintain stability and avoid breakdowns in the process without having to add supports.
VELO3D systems also have the ability to print floating parts, which means they are not attached to the build plate at all or any other surface in the build volume, which means no added support material.
“The build starts in powder and the main enabler here, aside from the process control, is the unique non-contact recoater mechanism (which applies a fresh layer of powder on the print bed, making it ready for a pass by the lasers for selective fusing). Because there is no interference between the part, which is now floating loose in the powder, you will find it very rewarding to open a build chamber and simply reach in to pull the part out, without having to remove any support material attached to it,” Spink explained.
There are a few rules for the floating geometries. They must originate from a small-cross section or point of geometry, meaning you can’t print a large flat plane because there will still be residual stress even with VELO3D’s unique processes. And the second main rule is that there must be one powder start and no connection with the build plate.
VELO3D still has a strong process development team working on ongoing research and development, especially regarding stability on existing processes and spearheading other efforts, but most experts agree that the powerful 3D metal printing technology they have developed is pretty groundbreaking.

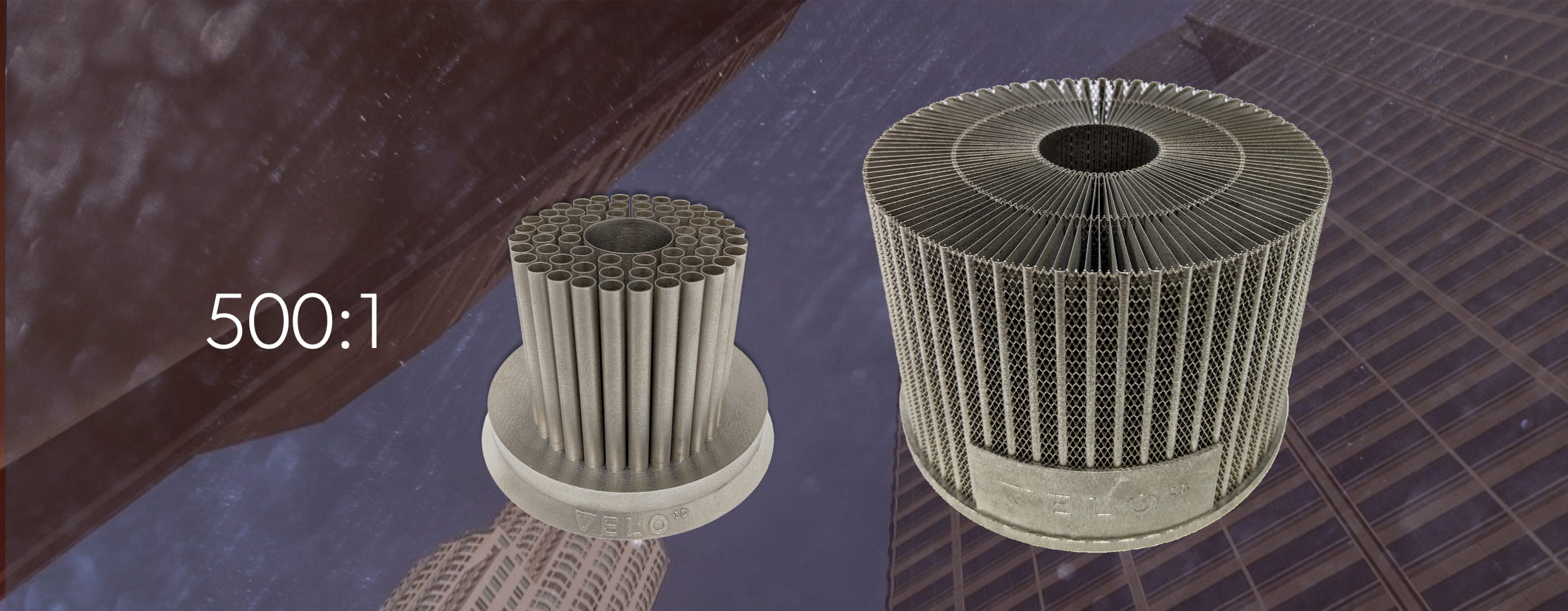
As you can see in the VELO3D images and videos, there is a lot of detail and accuracy in the geometries. These capabilities mean that the Sapphire System can now print objects that were impossible on other 3D printing systems. VELO3D says they can even achieve a 500:1 aspect ratio on structures, as opposed to the more typical 10:1 ratio on competing systems (or even less 4:1 or 5:1 on other powder bed fusion machines), but you should probably try it out for yourself and see what it is all about.
[Images: VELO3D]Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
How One Artist Is Using 3D Printing to Tell Stories About the Ocean
Artist Kimberly Callas sees something different when she looks at a 3D printer. Where others see a machine for making parts, she sees a way to tell stories about the...
Bambu Lab Wants Home 3D Printing to Feel Less Like a Workshop with PLA Pure
As desktop 3D printers become increasingly common in homes, Bambu Lab is focusing attention on something beyond print speed and hardware features. This week, the company launched a new filament,...
AM Asia Watch: China Exported 2.46 Million 3D Printers in Four Months
China’s consumer 3D printer industry seems to be reaching a new level of global dominance. According to Chinese state media outlet China Global Television Network (CGTN), China exported 2.46 million...
Bambu Launches A2L: What the New Printer Reveals About Its Strategy
Bambu Lab continues its relentless march for 3D printing domination with the launch of the A2L. The 330 × 320 × 325 mm printer will have a nozzle temperature of...































