Russian Lab Optimizes FDM 3D Printing Processes Leading to Increased Part Strength of 108%

In this study, Russian researchers sought to optimize FFF 3D printing parameters further, improving on strength and optimization processes. Their findings were released in the recently published ‘Desktop Fabrication of Strong Poly (Lactic Acid) Parts: FFF Process Parameters Tuning,’ as the team created five different samples from CAD models of parts, 3D printed on an Ultimaker 2. Their initial goal was to increase mechanical properties, allow for predictable quality, and stronger parts overall.

Testing part geometry optimization and results of study
Shape 1 was used to represent FFF 3D printed parts as the geometry suddenly forms a weak spot—with the rest of the samples working as designs to fix the issue in Shape 1:
- Shape 2 was created to increase the strength of weak areas with a new material.
- Shapes 2&3 were meant to increase part strength with FFF 3D printing in mind.
- Shape 4 is the result of numerous design iterations.
- Shape 5 mixes traditional approaches and FFF 3D printing optimization practices.
“Current work shows the effect of tuning the FFF process parameters on the strength of the samples of the same five shapes. Along with ‘coarse’ tuning — altering printing parameters for the whole printing cycle, the “fine” tuning is also studied,” stated the researchers. “In the latter case three parameters are varied during the printing cycle depending on the specific part of the sample being printed. It is shown that for a complex part, only for an optimized geometry (and only for it) significant increment of mechanical performance is achievable by optimization of FFF process parameters.”
For Shape 1, the results were vastly different. Interlayer bonding strength was ‘completely inefficient. Shapes 2-5, there was a significant increase in the part strength.
“It is clearly visible that the air corridors at the boundaries between plastic threads are fragmented and coalesce on the fracture of the Shape 5 sample, printed in mode D,” stated the researchers.
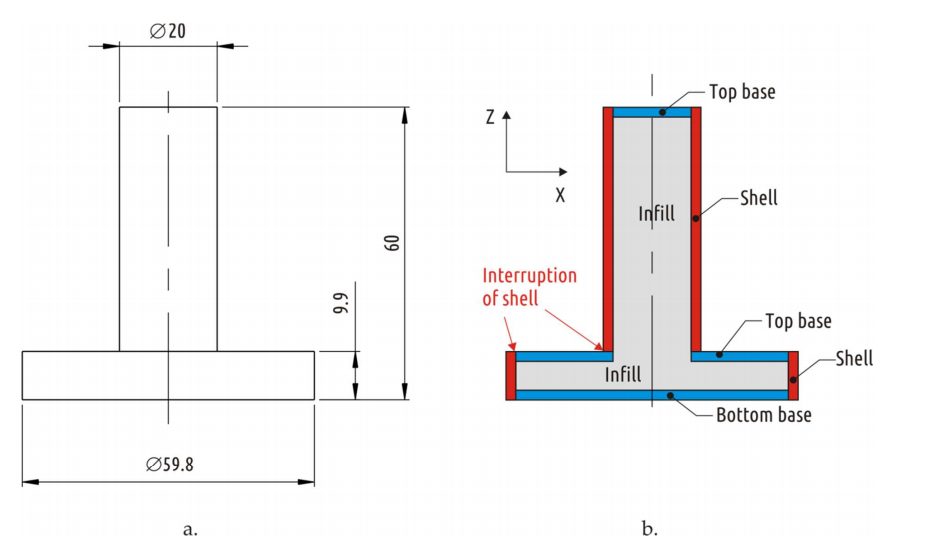
Shape 1 dimensions (a) and constitution (b) with shell interruption highlighted
The following parameters remained the same in each case:
- Nozzle diameter (0.6 mm)
- Heated bed temperature (60 °С
- The first layer thickness (0.3 mm)
- The first layer printing speed (25 mm/s).
“The effectiveness of coarse (modes B, C, D) and fine (mode E) FFF tuning for all tested shapes can be evaluated from the Figure 15. Parts of Shape 1, contained critical shell interruption, cannot be strengthened by technological mode optimization as it is shown on the chart (red bars). For all other tested shapes modifying technological modes led to a significant positive effect. Significant increase in strength without loss of product surface and dimensional quality can be achieved by reducing the layer thickness (Shapes 2, 3, 4 and 5, mode C) or by fine tuning the 3D printing parameters (Shape 5, mode E),” concluded the authors.
As 3D printing continues to progress, with multiple offshoots branching off into their own impressive realms from bioprinting to 4D printing, researchers continue to tighten up processes in FFF 3D printing from working with defects to improving speed exponentially. What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com.

Destruction of Shape 3 samples printed in mode A [61] (a) and mode B (b). For the mode B sample,
after the test is over, it is still not possible to separate the shaft from the boss with bare hands
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.









You May Also Like
Most 3D Printing Metals Are Adapted. This One Was Designed with AI
A research team from the University of South China and Purdue University developed a new type of steel designed specifically for 3D printing, using machine learning to guide the process....
EOS to Spotlight AI, Robotics, and Industrial Tooling at Hannover Messe
The US-Israel war on Iran is already catalyzing the sorts of major shifts to global supply chains that will effectively amount to permanent economic changes. In this context, the nations...
3D Printing Financials: Velo3D Sees Rising Demand and Defense Growth, but Losses Persist
Velo3D (Nasdaq: VELO) is moving further into production-focused 3D printing, with growing demand from defense and aerospace customers shaping its strategy. The company is shifting beyond selling machines toward producing...
3D Printing News Briefs, March 21, 2026: Resin Safety, 3D Printed Bandages, & More
We’re kicking off this weekend’s 3D Printing News Briefs with some America Makes project call news, and then moving on to resin safety myths. We’ll end with a 3D printed...