University of Auckland: Eliminating Waste in AM Processes with Less Support Material

 In ‘Optimization of process planning for reducing material waste in extrusion based additive manufacturing,’ researchers from the University of Auckland look into improved ways for avoiding post processing waste in conventional 3D printing relying on extrusion. Fabrication of support materials also adds time and expense to every project.
In ‘Optimization of process planning for reducing material waste in extrusion based additive manufacturing,’ researchers from the University of Auckland look into improved ways for avoiding post processing waste in conventional 3D printing relying on extrusion. Fabrication of support materials also adds time and expense to every project.
In their study, authors Jingchao Jiang, Xun Xu, and Jonathan Stringer propose a novel support generation strategy for inner and outer supports, saving material, time, energy, and money—and best of all, reducing stress on our environment caused by industry and additive manufacturing also. While 3D printing and AM processes are usually considered environmentally friendly, this could be improved. Post processing may not be able to be eliminated in many cases, to stabilize and preserve the integrity of a print, but where some regions do not need to be filled, material can be saved.
“Both interior and exterior support structures can be viewed as undesirable structures that are fabricated alongside the object,” state the authors. “After fabrication completes, external supports are chemically or mechanically removed and discarded, thus wasting the material used. This usually involves human intervention and therefore is time-consuming and expensive.”
Print orientation can be a factor too. With orientation changed in some cases, supports could be ‘minimized.’ And while researchers have suggested numerous different strategies, here the researchers suggest a new plan for optimization through eliminating as much interior and exterior supports as possible. In this study, they worked through the four stages of process planning for AM:
- Print orientation determination
- Support generation
- Slicing
- Path planning
“Each stage will have effects on material use, print time and finished quality from different aspects,” state the authors.

An illustration of process planning in AM processes.
The researchers explored methods for generating support based on longest printable bridge length (LPBL) and printable threshold overhang angle (PTOA). Their support generation strategy employs a series of steps for using the benefits of both LPBL and PTOA, after which further process planning is required to eliminate as many support materials as possible. Path strategy and print orientation are both critical to usage of support materials, leaving the authors to re-set all corresponding support struts as related to LPBL and PTOA.
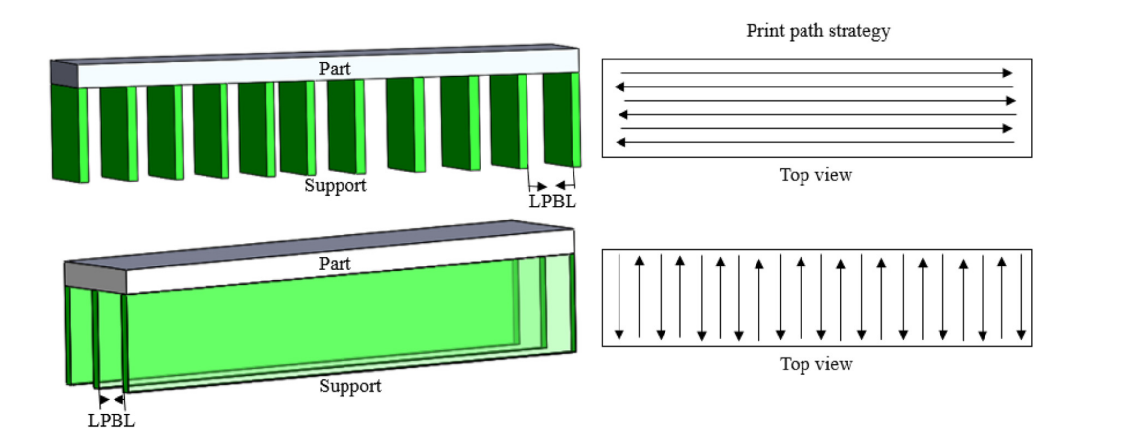
Different support usages in two print path strategies based on LPBL
“The results show that the proposed strategy can considerably reduce material consumption, production time and energy consumption, enabling AM to be a more environmentally friendly and sustainable manufacturing technique,” concluded the authors.
“However, as the strategy is optimized from an efficiency and environmental perspective, the proposed strategy cannot guarantee the mechanical strength of the fabricated parts due to the least material consumption. Currently, the proposed strategy can be used for printing products without significant mechanical requirements. In future research, the mechanical requirements of products will be considered for optimizing AM processes.”
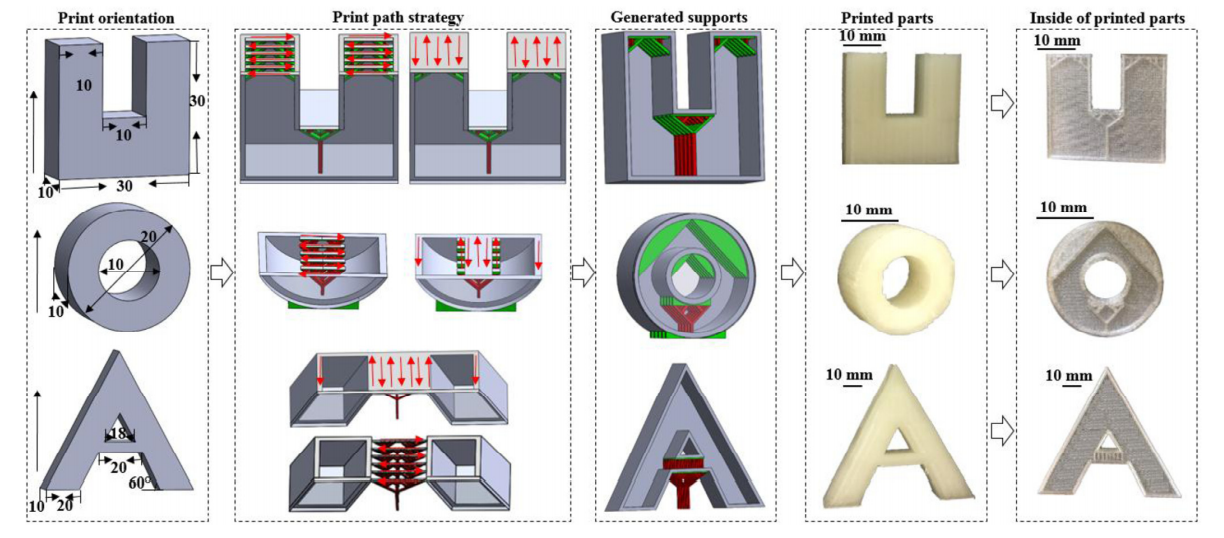
Best strategies for fabricating “U”, “O” and “A” parts and their dimensions (Unit: mm), as well as corresponding generated supports and printed parts
Researchers today are fixated on developing new processes, innovations, and techniques that impact the world we live in, but as they do so via 3D printing, preventing and eliminating post processing and material waste has definitely become a side focus for many; after all, 3D printing allow for infinite innovation—but we do not have room for infinite plastic waste! Because of this, many different variations on waste prevention and recycling have been suggested over the years with automation in post processing, methods for recycling and reusing waste solvents, and recycling of filament.
What do you think of this news? Let us know your thoughts; join the discussion of this and other 3D printing topics at 3DPrintBoard.com.
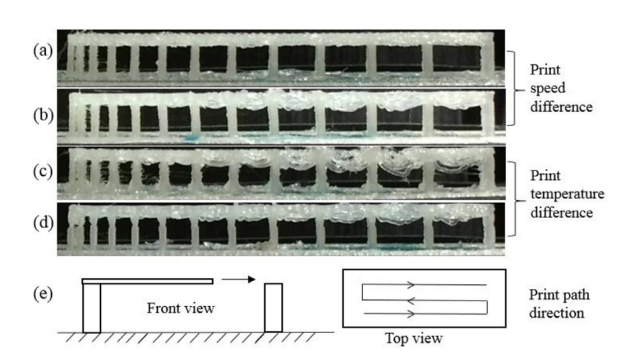
Samples printed in different conditions; (a) Part printed in print speed of 5 mm/s, cooling fan speed of 250 RPM, print temperature of 190 ℃; (b) Part printed in print speed of 95 mm/s, cooling fan speed of 250 RPM, print temperature of 190 ℃; (c) Part printed in print temperature of 220 ℃, cooling fan speed of 250 RPM, print speed of 35 mm/s; (d) Part printed in print temperature of 175 ℃,cooling fan speed of 250 RPM, print speed of 35 mm/s; (e) Print path illustration.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
You May Also Like
Gorilla Sports GE’s First 3D Printed Titanium Cast
How do you help a gorilla with a broken arm? Sounds like the start of a bad joke a zookeeper might tell, but it’s an actual dilemma recently faced by...
Nylon 3D Printed Parts Made More Functional with Coatings & Colors
Parts 3D printed from polyamide (PA, Nylon) 12 using powder bed fusion (PBF) are a mainstay in the additive manufacturing (AM) industry. While post-finishing processes have improved the porosity of...
$25M to Back Sintavia’s Largest Expansion of Metal 3D Printing Capacity Since 2019
Sintavia, the digital manufacturing company specializing in mission-critical parts for strategic sectors, announced a $25 million investment to increase its production capacity, the largest expansion to its operations since 2019....
Velo3D Initiates Public Offering in a Bid to Strengthen Financial Foundations and Drive Future Growth
Velo3D (NYSE: VLD) has been among a number of publicly traded 3D printing firms that have attempted to weather the current macroeconomic climate. After posting a challenging financial report for 2023,...