

Hirtenberger’s Hirtisation Technology Brings Speed and Automation to Post-Processing


 As 3D printers become more advanced and capable of handling actual series production, there are still challenges that arise, and one of those is the necessity of post-processing. Removing supports and excess powder and smoothing the surface finish of metal 3D printed parts can be a time-consuming process, one that can bring an otherwise well-oiled workflow to a screeching halt. Post processing ads a lot of labor cost to parts and is holding back 3D Printing.
As 3D printers become more advanced and capable of handling actual series production, there are still challenges that arise, and one of those is the necessity of post-processing. Removing supports and excess powder and smoothing the surface finish of metal 3D printed parts can be a time-consuming process, one that can bring an otherwise well-oiled workflow to a screeching halt. Post processing ads a lot of labor cost to parts and is holding back 3D Printing.
Austrian company Hirtenberger Engineered Surfaces believes it has a solution in its new Hirtisation technology. Hirtisation is a part finishing technology that is based on a combination of electrochemical pulse methods, hydrodynamic flow and particle assisted chemical removal and surface treatment. The multi-step process is fully automated, with no mechanical processing necessary.
In the first step of the Hirtisation process, support structures and caked-on powder are removed from the part and surface roughness is reduced. The second step reduces the surface roughness further, leading to a surface quality sufficient for most industrial applications, according to Hirtenberger. If no support structures are present, this can be the first step, thanks to the modular nature of the process. The third step is optional, used if a high polish and extremely smooth surface finish is required.
The Hirtisation method is suitable for all metals and alloys, and each process is material-specific for a gentle surface treatment. It’s also suitable for all types of metal additive manufacturing technology. The system is easy to use and can be operated by personnel without any special knowlede or training. Depending on the part size and quality requirements, the finishing process takes anywhere from half an hour to five hours, and multiple parts can be finished in parallel.
Hirtenberger offers two systems: the H3000 and the H6000. The H3000 is designed for businesses such as on-demand print shops, and offers support for small scale production of parts. It can process parts of up to 300 x 300 x 100 mm, and one machine can handle the part feed of up to three 3D printers. It can be adjusted for various applications, such as ultrasonic cleaning for the medical industry, for example.
The H6000 is the larger version, capable of processing parts of up to 500 x 500 x 300 mm without requiring additional infrastructure or interfaces. It was designed for larger print shops or intermediate industrial users, and can handle the part feed of three or four 3D printers. It can also be extended by an optional sample feed system.
Hirtisation technology has been applied and proven in industrial settings for the treatment of metals including titanium, aluminum and steel and alloys, and will soon include copper and copper alloys as well. Customers can add new parameters to the station and so create their own support removal or polishing profiles. The system does use some hyper aggressive acids but contains them and waste materials. The downside would be in the use of these materials.
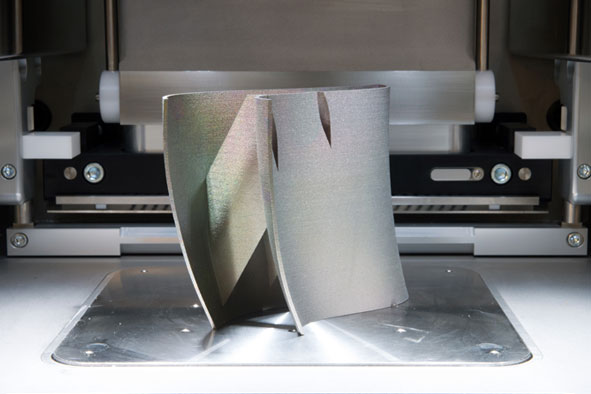
One the upside, in an intermediate step it achieves a great 2 micron Ra. A final polishing step can make parts with a incredible 0.5 micron Ra. The sample parts on display were gleaming. They were some of the best looking metal parts we’ve ever seen.
Technologies like Hirtisation are arising in response to the increasing industrialization of 3D printing. As additive manufacturing machines become capable of producing more parts at faster speeds, there need to be ways to handle the post-processing of all those parts coming out of the machines. Post-processing is an often-overlooked part of the common view of additive manufacturing, erased in the glamour of the idea of 3D printing. It’s not something that can be overlooked by the manufacturers actually using the technology, however, and without ways to automate it and speed it up, additive manufacturing itself will fail to progress to a truly industrial technology. Systems like Hirtisation answer that need, allowing the entire process to flow quickly and smoothly.
Discuss this and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
3D Printing News Briefs, June 6, 2026: Expansions, New 3D Printers, & More
We’re starting with business in this weekend’s 3D Printing News Briefs. Axtra3D just opened its expanded facility in Italy, and Austal USA expanded its leadership team. Then we’ll move on...
3Dnatives to Present ADDITIV Metals 2026: Resolving Key Barriers to Scaling Metal Additive Manufacturing
As the metal additive manufacturing sector prepares for a massive leap—with market valuations expected to climb from $6.02 billion to $7.02 billion this year—the industry is shifting its focus from...
3D Printing News Briefs, May 28, 2026: Continuous Fiber Reinforcement, Bioprinted Trachea, & More
In today’s 3D Printing News Briefs, America Makes announced the winners of its JAQS-SQ Project Call. Axtra3D is partnering with Keystone Industries to expand its dental material ecosystem, while BigRep...
DoW Accelerates Drone Readiness with AMTrain Phase 2 Launch at Camp Lejeune
Equipping today’s warfighter with the most advanced technology is paramount, driving increased prioritization and investment in drone development and advanced manufacturing training within the Department of War (DoW). In this...
































