
Are Ejecta the Reason for Flaws in Powder Bed Fusion Additive Manufacturing?

![]() While users around the globe are busy creating one stunning innovation after another in 3D printing—and some with the ability to change production forever—researchers are just as busy in the lab trying to perfect the technology. This means delving into the reasons why imperfections occur. Researchers from The Pennsylvania State University Applied Research Laboratory and Moog, Inc. discuss challenges presented by ejecta in their recently published paper, ‘Formation processes for large ejecta and interactions with melt pool formation in powder bed fusion additive manufacturing.’
While users around the globe are busy creating one stunning innovation after another in 3D printing—and some with the ability to change production forever—researchers are just as busy in the lab trying to perfect the technology. This means delving into the reasons why imperfections occur. Researchers from The Pennsylvania State University Applied Research Laboratory and Moog, Inc. discuss challenges presented by ejecta in their recently published paper, ‘Formation processes for large ejecta and interactions with melt pool formation in powder bed fusion additive manufacturing.’
Curiously, ejecta (particles ejected during the 3D printing process) have been noted in powder bed fusion additive manufacturing. Users have reported seeing such issues during post-process sieving but have also found surprisingly large ejecta inside built components. Investigating this issue further and finding out the reasons why such ejecta are being found could help improve quality of production in AM.
The researchers set out to find out whether their hypothesis was correct, theorizing that ejecta was the result of ‘stochastic, inelastic collisions of ejecta and coalescence of partially-sintered agglomerates.’ Due to the rising popularity of laser powder bed fusion additive manufacturing (PBFAM), the research team points out a need for improved quality in some areas as parts are being created for critical applications in aerospace, medicine, and defense. PBFAM is attractive to industrial manufacturers as a technology because complex geometries that would not have been possible at all can now be produced from 3D printing.
“However, significant challenges remain in understanding the complex material transfer and heat transfer mechanisms which take place during the many melting and re-melting cycles during processing. In particular, the mechanism leading to the formation of ejecta (e.g. spatter), commonly observed during processing, and their influence on build quality remains in dispute.”
There is not much data collected so far regarding why particles are spattered, how they form, or what effect they have on quality. In researching the presence of ejecta, the authors found that while ejecta is said to form in high-speed imaging (and not due to melt ejection) because of evaporation-driven entrainment of powder, it forms during PBFAM at 25–100 μm in size, due to the energy of ejected melt surpassing capillary pressure, resulting in larger melt droplets turning into ejecta.
“…entrained particles—of a similar size distribution as the feedstock powder particles—are argued to form approximately 85% of spatter,” state the researchers. “Of this portion, about 60% are described as ‘hot.’
Three different trains of thought have been documented regarding ejecta as the reason for flaws:
- Spatter particles may ‘perturb’ the powder bed and cause erratic variations.
- Particles of spatter that are larger simply may not melt, and end up incorporated into parts.
- More substantial pieces of ejecta may ‘shadow the beam,’ resulting in lack-of-fusion defects.
The researchers suspect that the first choice is a lesser issue in AM processes, as 2 and 3 are more feasible regarding powder height perturbations.
“…it has been shown that flaws containing unmelted powder, and an associated reduction in tensile strength, result from processing with powder contaminated with a large number of spattered particulates that are roughly three times the diameter of virgin powder,” state the researchers. “It is therefore critical for the formation of defect-free PBFAM components that the mechanism for the formation of large ejecta be understood and, if possible, mitigated.”
Findings from this study show that melt ejection is not the only reason that significant particles of ejecta are created. They can show evidence that they are formed due to stochastic, inelastic collisions of ejecta and coalescence of partially-sintered agglomerates—with stochastic collisions happening between adjacent particles as well as those that are distant.
In most cases, spatter particles have no effect on melt pool geometry, according to the authors, but in some cases, there is interference.
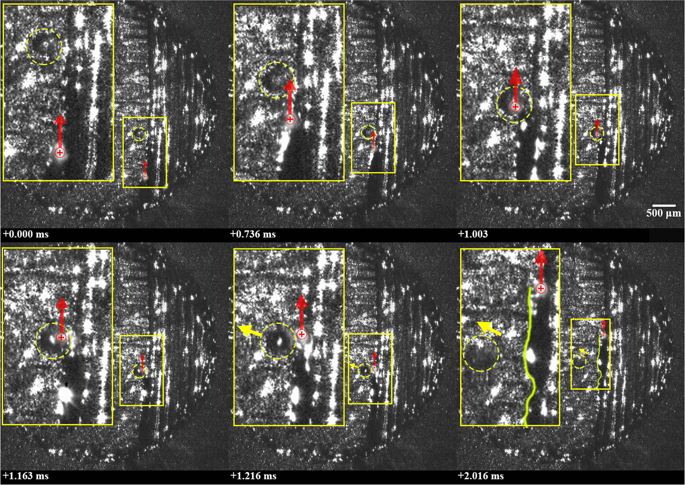
A large ejectum, which appears sintered to the underlying build, is expelled from the laser-interaction zone and appears to affect the melt pool geometry formed during processing. The location of the laser spot is shown using a red ⊕ symbol, the ejectum is highlighted using a yellow, dashed circle, and the melt pool geometry is highlighted in the last frame using a solid, yellow line.
In some cases, large ejecta may be directly in the path of a laser scan too, causing it to end up in track geometry.
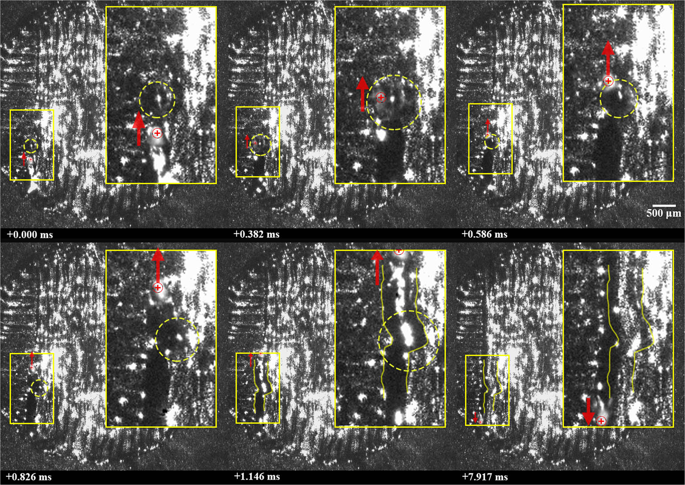
A large ejectum, which appears sintered to the underlying build, is incorporated into the melt pool and shifts its geometry. A 2.5x magnified image is shown to the top right of each frame. The location of the laser spot is shown using a red ⊕ symbol, the ejecta is highlighted using a yellow, dashed circle, and the melt pool geometry is highlighted in the last two frame using a solid, yellow line. Motion of the laser and particles are shown using arrows.
Such interjections into the AM process offer the obvious potential for negative consequences, with verifying the true issues and investigation all speculation considered grounds for ongoing work. The authors do see a ‘likelihood’ of flaws being caused due to interaction with large ejecta.
“While the captured and analyzed data includes over 70 gigabytes of video, this only represents 30 layers of buildup of a very small component (or roughly 6 meters of laser travel). Most PBFAM components are composed of many thousands of layers, each with a cross-section many times that of our test specimen, representing kilometers of laser travel. The captured subset is thus too small to extrapolate the likelihood of the identified mechanisms in commercial PBFAM processes,” conclude the researchers.
“Nevertheless, each mechanism was identified at least once in a well-controlled environment during the course of our very small sampling period. So, while it appears that the identified mechanisms may be quite significant for commercial PBFAM processes, we are wary to extrapolate the likelihood of occurrence of the identified mechanisms for the formation of large ejecta or for the interference of large ejecta with melt pool formation.”
Analysis of additive manufacturing and how to improve products has become a wide-ranging course of study for many researchers today who are fascinated with issues in technology and interested in improving processes, from reducing porosity to examining real-time in situ AM inspections, to making improvements in safety. Find out more about the effects of ejecta in AM processes here.
What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com.

Examples of a flaw observed in PBFAM builds. (a) A partially-melted particle, on the order of 200 μm in diameter within a lack-of-fusion defect. (b) Microstructure suggestive of a partially-melted particles on the order of 250 μm in diameter neighboring a lack-of-fusion defect. Both (a,b) were observed in ASTM F75 CoCrMo alloy additively manufactured on an SLM280 system. The build direction is upward.
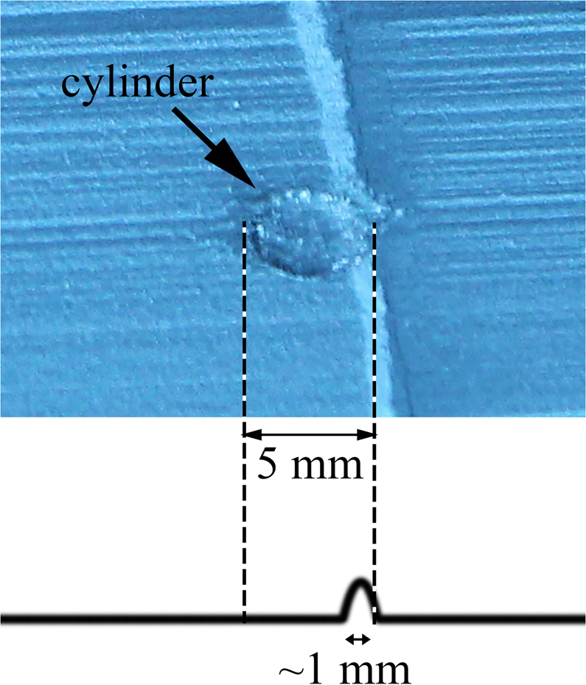
Image of the powder perturbation case together with an illustration of the approximate location and width of the cylinder and perturbation in the powder bed. Note recoating direction is from the left.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
You May Also Like
Precision at the Microscale: UK Researchers Advance Medical Devices with BMF’s 3D Printing Tech
University of Nottingham researchers are using Boston Micro Fabrication‘s (BMF) 3D printing technology to develop medical devices that improve compatibility with human tissue. Funded by a UK grant, this project...
3D Printing Webinar and Event Roundup: April 21, 2024
It’s another busy week of webinars and events, starting with Hannover Messe in Germany and continuing with Metalcasting Congress, Chinaplas, TechBlick’s Innovation Festival, and more. Stratasys continues its advanced training...
3D Printing Webinar and Event Roundup: March 17, 2024
It’s another busy week of webinars and events, including SALMED 2024 and AM Forum in Berlin. Stratasys continues its in-person training and is offering two webinars, ASTM is holding a...
3D Printed Micro Antenna is 15% Smaller and 6X Lighter
Horizon Microtechnologies has achieved success in creating a high-frequency D-Band horn antenna through micro 3D printing. However, this achievement did not rely solely on 3D printing; it involved a combination...



























