
Massachusetts Researchers Develop In-Line Rheometer for FDM 3D Printing


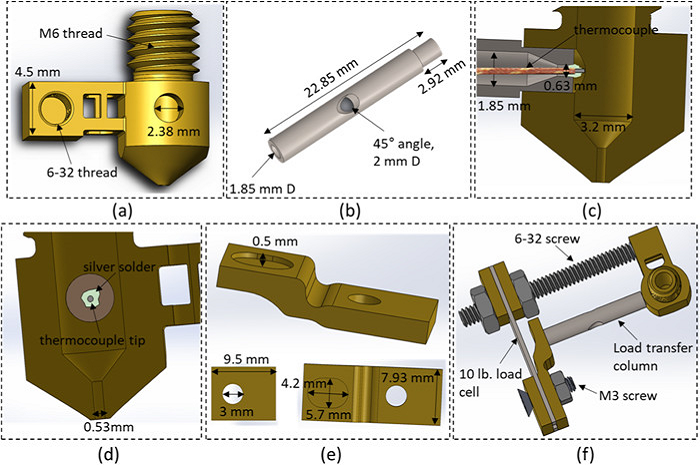
In-line rheometer nozzle design: (a) custom nozzle, (b) load transfer column, [(c) and (d)] load transfer column plus thermocouple inserted into the nozzle pressure port, (e) custom clamps for the load cell, and (f) full assembly.
The researchers, hailing from the University of Massachusetts Lowell and Saint-Gobain Research North America, recently published a paper, titled “In-line rheological monitoring of fused deposition modeling,” about their work developing an in-line rheometer for the FDM process.
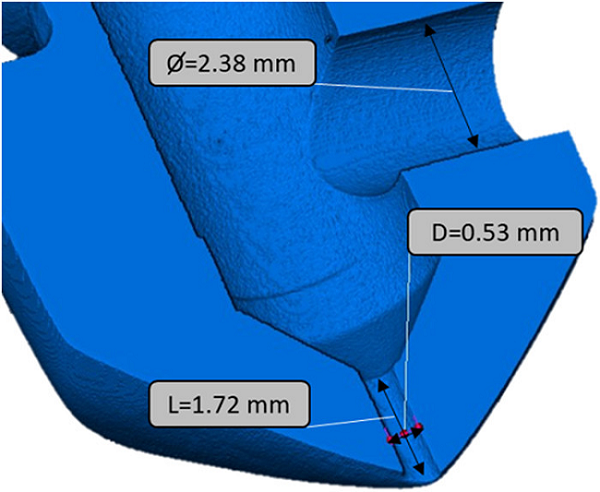
Nozzle dimensions measured by x-ray computed tomography.
The abstract reads, “An in-line rheometer has been incorporated into a fused deposition modeling printer for the first time by designing a modified nozzle with a custom pressure transducer and a thermocouple for measuring the processed melt temperature. Additionally, volumetric flow rates and shear rates were monitored by counting the stepper motor pulses as well as the pulses from a custom filament encoder to account for filament slippage and skipped motor steps. The incorporation of the sensors and the design and development of the in-line rheometer are described; and pressures, temperatures, and viscosities within the 3D printing nozzle are presented. The in-line rheometer was validated against traditional, off-line rotational rheology and capillary rheology measurements by analyzing two polymeric materials: polycarbonate and high-impact polystyrene. A variety of rheological corrections were considered for the in-line rheometer, including entrance effects, non-Newtonian corrections, shear heating, pressure effects, and temperature fluctuations/inaccuracies. Excellent agreement was obtained between the in-line and off-line rheometers after applying the most critical corrections, which were found to be entrance effects, non-Newtonian corrections, and temperature inaccuracies. After applying the appropriate corrections, the in-line rheometer provides an accurate viscosity measurement that can be used for real-time monitoring and process control.”
In-line, or on-line, rheometers, are most often validated by applying rheological corrections, then comparing the on-line measurements to the off-line ones. These corrections are important in order to get accurate viscosity measurements, but according to the paper, “in-line rheometers have yet to be incorporated or studied on FDM to confirm the theoretical calculations or to study the influence of rheology on final properties.”
“This article describes the design of the custom pressure transducer and custom nozzle required for the in-line rheometer. The performance of the rheometer is validated against off-line rheological measurements as well as with an in-line comparison to a capillary rheometer. Finally, a variety of rheological corrections are considered and discussed, including end effects, non-Newtonian flow, viscous dissipation, pressure effects, and temperature corrections,” the researchers wrote.

System of sensors, devices, and connections for in-line rheology and process monitoring.
The researchers did analyze viscous dissipation as well, though it was determined to be negligible and no corrections were applied to the data. A LulzBot TAZ 6 3D printer was used, and the researchers developed a new nozzle system, complete with several custom parts, to create the in-line rheometer. Both the load cell clamps and the nozzles were produced from brass castings of lost wax patterns 3D printed by Shapeways, and polycarbonate (PC) and high-impact polystyrene (HIPS) filaments were both analyzed on the in-line rheometer.
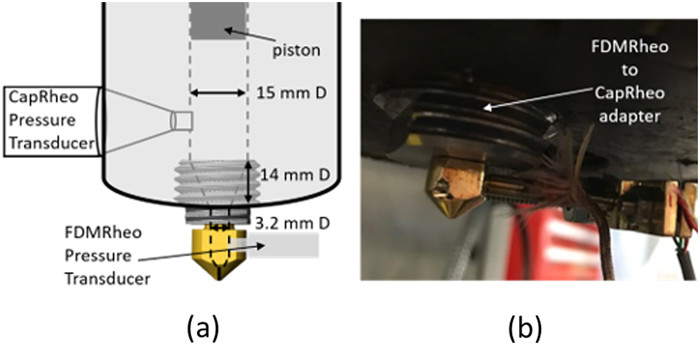
CapRheo/FDMRheo joint setup for verifying FDMRheo pressure measurements against a CapRheo pressure transducer.
The researchers validated the in-line FDM rheometer (FDMRheo) by 3D printing into open space with a stationary nozzle raised 30 cm above the build plate. Capillary rheology (CapRheo) and rotational rheology (RotRheo) were both performed for the HIPS and PC materials. The researchers found that the FDMRheo they designed was able to provide very accurate measurements of viscosity.
“The FDMRheo can collect data across a wide range of temperatures and shear rates to generate a successful Cross-WLF model for analyzing continuous viscosity curves as a function of temperature, shear rate, and pressure. The sensor for measuring the filament feed rate as well as the thermocouple for measuring melt temperature were both critical for the deployment and accuracy of the in-line rheometer. Entrance effects were the most significant correction for obtaining an accurate viscosity, so the Bagley correction should be applied to allow the FDMRheo to be used for real-time process control of the FDM process. For example, a control scheme could be developed to optimize the printing speed while maintaining pressures and viscosities within the ideal processing window,” the researchers concluded. “The FDMRheo is suitable for analyzing the viscosity of new, 3D printable materials to more rapidly introduce new materials to the market; the vision is that the rheometer can enable automatic process optimization and quality assurance using physics-based models for weld fusion (i.e., interlayer strength), residual stress, print density, and shrinkage.”
Co-authors of the paper are Timothy J. Coogan and David O. Kazmer.
Discuss this and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
How the World’s Most Advanced Tech Companies Are Using 3D Printing
3D printing has been around for decades. For most of that time, it was a prototyping tool. Engineers used it to check if a design looked right before spending money...
The New Dental Lab: “Three Technicians Can Handle a Hundred Arches,” Says Digital Dentistry Expert Josh Jakson
Josh Jakson’s path into digital dentistry started long before he had a job title. He grew up around it. His father, a Polish immigrant, started the family’s dental laboratory in...
Why Beam Control Could Redefine the Future of EB-PBF
In Part 1, Ulf Lindhe examined how advances in beam control, point melting strategies, and process monitoring are changing the way engineers think about electron beam powder bed fusion (EB-PBF)....
Additive Manufacturing at a Crossroads
Additive manufacturing is at a crossroads. Simultaneously, we find ourselves between certain very different modalities, applications, and industries. Rather than being able to explore them all, companies will now have...

































